- Машины и автоматы для производства инъекционных растворов в ампулах

Содержание
- 2. Краткая характеристика производства инъекционных растворов в ампулах В настоящее время существует значительная номенклатура инъекционных препаратов в
- 3. Производство инъекционных препаратов, вводимых непосредственно в кровь и ткани больного, предъявляет ряд требования: Соблюдение этих требований
- 4. Ампулы для инъекционных растворов изготавливают из медицинского стекла по ГОСТ 19808-74. Для изготовления ампул применяют стеклянные
- 5. Машина для сортировки трубок с вертикальным транспортированием 1- рама-основание 2- подвижная рама с держателями трубок; 3-
- 6. Оборудование для изготовления и обработки пустых ампул Ампулы для инъекционных растворов по качеству должны соответствовать требованиям
- 7. Основной процесс получения ампул Трубка, вставленная в отверстие верхнего патрона 1, досылается до упорного столика 2-
- 8. Резка капилляров ампул Капилляры ампул в настоящее время на заводах обрезают в процессе изготовления ампул на
- 9. Отжиг ампул Изготовленные на стеклоформующих автоматах и набранные в металлические контейнеры ампулы подвергают отжигу для снятия
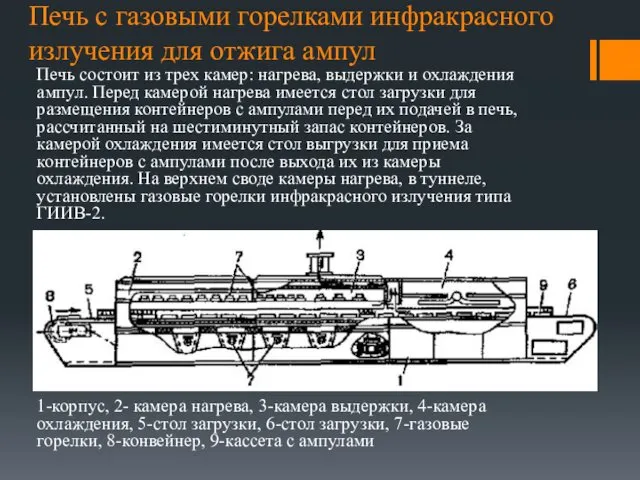
- 10. Печь с газовыми горелками инфракрасного излучения для отжига ампул Печь состоит из трех камер: нагрева, выдержки
- 11. Технологическое оборудование для ампулирования инъекционных растворов Набор ампул в кассеты. После отжига ампулы в металлических контейнерах,
- 12. Оборудование для наполнения ампул. В технологическом процессе ампулирования применяют два известных способа наполнения ампул: вакуумный и
- 14. Скачать презентацию
Краткая характеристика производства инъекционных растворов в ампулах
В настоящее время существует значительная
Краткая характеристика производства инъекционных растворов в ампулах
В настоящее время существует значительная

Производство инъекционных препаратов, вводимых непосредственно в кровь и ткани больного, предъявляет
Производство инъекционных препаратов, вводимых непосредственно в кровь и ткани больного, предъявляет
Ампулы для инъекционных растворов изготавливают из медицинского стекла по ГОСТ 19808-74.
Ампулы для инъекционных растворов изготавливают из медицинского стекла по ГОСТ 19808-74.
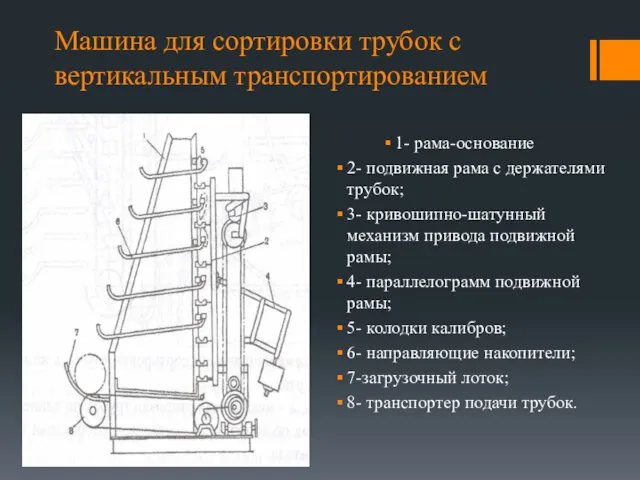
Машина для сортировки трубок с вертикальным транспортированием
1- рама-основание
2- подвижная рама
Машина для сортировки трубок с вертикальным транспортированием
1- рама-основание
2- подвижная рама
Оборудование для изготовления и обработки пустых ампул
Ампулы для инъекционных растворов по
Оборудование для изготовления и обработки пустых ампул
Ампулы для инъекционных растворов по

Основной процесс получения ампул
Трубка, вставленная в отверстие верхнего патрона 1, досылается
Основной процесс получения ампул
Трубка, вставленная в отверстие верхнего патрона 1, досылается
Резка капилляров ампул
Капилляры ампул в настоящее время на заводах обрезают в
Резка капилляров ампул
Капилляры ампул в настоящее время на заводах обрезают в
Отжиг ампул
Изготовленные на стеклоформующих автоматах и набранные в металлические контейнеры ампулы
Отжиг ампул
Изготовленные на стеклоформующих автоматах и набранные в металлические контейнеры ампулы
Печь с газовыми горелками инфракрасного излучения для отжига ампул
Печь состоит из
Печь с газовыми горелками инфракрасного излучения для отжига ампул
Печь состоит из
Технологическое оборудование для ампулирования инъекционных растворов
Набор ампул в кассеты. После отжига
Технологическое оборудование для ампулирования инъекционных растворов
Набор ампул в кассеты. После отжига
Оборудование для наполнения ампул. В технологическом процессе ампулирования применяют два известных
Оборудование для наполнения ампул. В технологическом процессе ампулирования применяют два известных
 Презентация Государственные символы Республики Башкортостан и символы Белокатайского района
Презентация Государственные символы Республики Башкортостан и символы Белокатайского района Поверхности нагрева паровых котлов
Поверхности нагрева паровых котлов Вводные слова и знаки препинания при них. 8 класс
Вводные слова и знаки препинания при них. 8 класс Третейское судопроизводство
Третейское судопроизводство Союз как часть речи
Союз как часть речи Реки Ставропольского края
Реки Ставропольского края Аппликация, виды аппликации
Аппликация, виды аппликации Мифология. Религия. Философия. Сходства и различия
Мифология. Религия. Философия. Сходства и различия Бытовые приборы для уборки и создания микроклимата помещений
Бытовые приборы для уборки и создания микроклимата помещений Рекреационное обустройство лесного участка в Новоспасском лесничестве Ульяновской области
Рекреационное обустройство лесного участка в Новоспасском лесничестве Ульяновской области Организация местной работы станции Хабаровск-2
Организация местной работы станции Хабаровск-2 Сварка чугуна
Сварка чугуна Эффективное общение
Эффективное общение Презентация Вода, которую мы пьём
Презентация Вода, которую мы пьём Развитие коммуникативных навыков.
Развитие коммуникативных навыков. Презентация Правила дорожного движения в первой младшей группе
Презентация Правила дорожного движения в первой младшей группе Профессия - стропальщик
Профессия - стропальщик Реализация принципов личностно-ориентированного обучения в работе с одаренными детьми.
Реализация принципов личностно-ориентированного обучения в работе с одаренными детьми. Гики как субкультура
Гики как субкультура Моя родина - Калькутта
Моя родина - Калькутта Духовно-нравственное развитие и воспитание личности гражданина России
Духовно-нравственное развитие и воспитание личности гражданина России Источники гражданского права
Источники гражданского права Шерстяные ткани
Шерстяные ткани Гидролазалар. Гидролаза классына жалпы сипаттама. Классификациясы
Гидролазалар. Гидролаза классына жалпы сипаттама. Классификациясы Появление славян
Появление славян Бухгалтерский учет в бюджетных, казенных и автономных учреждениях
Бухгалтерский учет в бюджетных, казенных и автономных учреждениях Проектирование поковок, получаемых горячей объемной штамповкой
Проектирование поковок, получаемых горячей объемной штамповкой Канализвция внутренняя, внешняя, система очистки стоков
Канализвция внутренняя, внешняя, система очистки стоков