- Металлургический завод Евраз-ЗСМК

Содержание
- 2. Второй этап реконструкции Основные мероприятия, которые были реализованы на этапах реконструкции: Реконструкция стана ; Установка дифференцированной
- 3. Приоритетное направление ЕВРАЗ В настоящее время ОАО «РЖД», для сокращения количества сварных соединений, повышения безопасности движения
- 4. Схема расположения оборудования рельсобалочного стана до реконструкции
- 5. Предпосылки к действию производить рельсы длиной 100 метров из заготовки 300х360х8980 мм Что мы хотим: провести
- 6. Стартовая ситуация Печь с шагающими балками, продольный разрез Тип печи – с шагающими балками Расположение заготовок
- 7. Замена горелочных устройств Горелка типа TSX, общий вид Перепад температур по объему рабочего пространства печи В
- 8. Установка дополнительной балки Печь с шагающими балками, поперечный разрез. Дополнительная центральная балка устанавливается в томильной зоне
- 9. Заключение Главный вывод: реконструкция печи с шагающими балками положительно сказалась на технических показателях печи, равномерности и
- 10. Планировка расположения оборудования нового рельсобалочного стана 1 – нагревательная печь; 7 – чистовая клеть; 2 –
- 11. Технологический маршрут прокатки рельсов Подготовка металла к производству (осмотр заготовок, удаление дефектов) Нагрев непрерывнолитой заготовки в
- 12. Схема универсальной прокатки в компактной группе клетей
- 13. Основные преимущества универсальной прокатки: Прямое воздействие усилий прокатки на головку Минимальное остаточное напряжение Сверхточные допуски Более
- 14. Назначение обжимной клети BD 1 Прокатная клеть BD 1 предназначена для прокатки заготовок, нагретых в печи
- 15. Основные функции клети BD1 Прокатная клеть BD 1 вместе с приводным двигателем, шестеренной передачей и муфтой
- 16. В горизонтальных валках, как правило, нарезан ряд калибров. Для их использования прокат перемещается между пропусками посредством
- 17. 4. Технические характеристики Обжимная клеть BD длина бочки валка, мм 2 600 осевая регулировка валка (нижний
- 18. Муфта главного привода тип зацепления дуговое зубчатое зацепление Шпиндель главного привода общая длина, мм 5 500
- 19. Конструкция клети BD-1, расположение оборудования идентично с конструкцией клети BD-2. Клети BD-1 и BD-2 образуют черновую
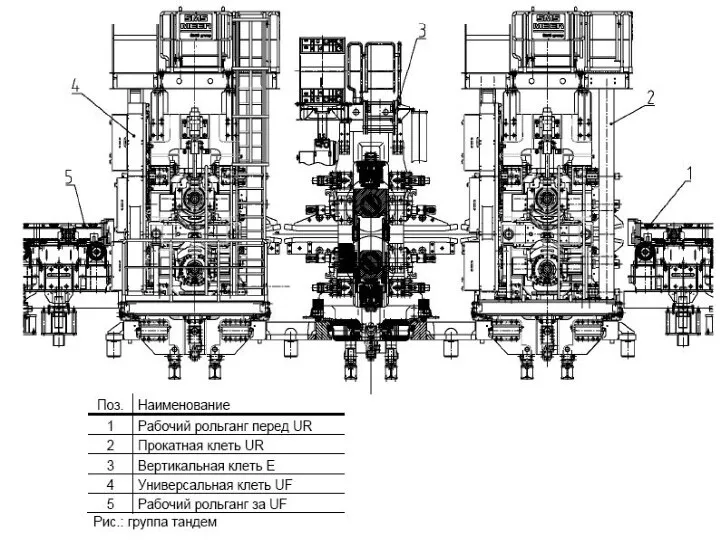
- 20. Назначение стана TDM В состав стана TDM (тандем) входят клети UR, E и UF предназначенные для
- 22. 4. Технические характеристики Прокатная клеть Наименование прокатной клети UR, UF Работает в режимах универсальный / дуо
- 23. Макс. диаметр шейки валка, мм 1 330 Ширина бочки, мм 1 500 Диаметр цапфы горизонтального валка,
- 24. Назначение клети U0 Чистовая клеть U0 предназначена для прокатки раскатов, поступающих от группы клетей стана тандем,
- 26. Технические характеристики Прокатная клеть Наименование прокатной клети U0 Работает в режимах универсальный Макс. горизонтальное усилие прокатки,
- 27. Обработка железнодорожных рельсов на участке дифференцированной закалки и отделки 100 метровых рельсов. В отделение дифференцированной закалки
- 28. Термоправку проводят при закрытых регулирующих клапанах подачи воздуха на нижние блоки сопел. Режим закалки – основной
- 29. Минимальная фактическая температура начала закалки должна составлять не менее 750*С. По окончанию закалки рельс освобождается из
- 30. Контрактная калибровка Контрактная калибровка рельсов при пуске нового рельсобалочного стана обеспечит: высококачественные рельсы с высокоточными допусками;
- 31. Несовершенства калибровки «SMS Meer» При прокатке рельсов по контрактной калибровке часто случались аварийные остановки стана, поломки
- 32. Было принято решение: изменить схему калибровки на клетях BD1 и BD2 использовать схемы на стане-тандем, предусматривающую
- 33. Разработанная калибровка
- 34. Разработанная калибровка с использованием отдельно стоящей клети U0
- 35. Чистовой калибр рельсов типа Р65 – перспективный, с двумя открытыми фланцами головки рельса позволит: Существующий Перспективный
- 37. Скачать презентацию
Второй этап реконструкции
Основные мероприятия, которые были реализованы на этапах реконструкции:
Реконструкция стана
Второй этап реконструкции Основные мероприятия, которые были реализованы на этапах реконструкции: Реконструкция стана
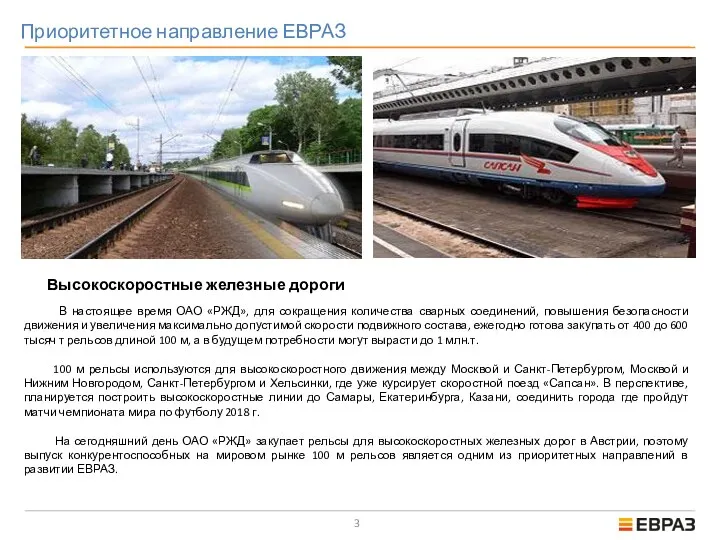
Приоритетное направление ЕВРАЗ
В настоящее время ОАО «РЖД», для сокращения количества
Приоритетное направление ЕВРАЗ
В настоящее время ОАО «РЖД», для сокращения количества
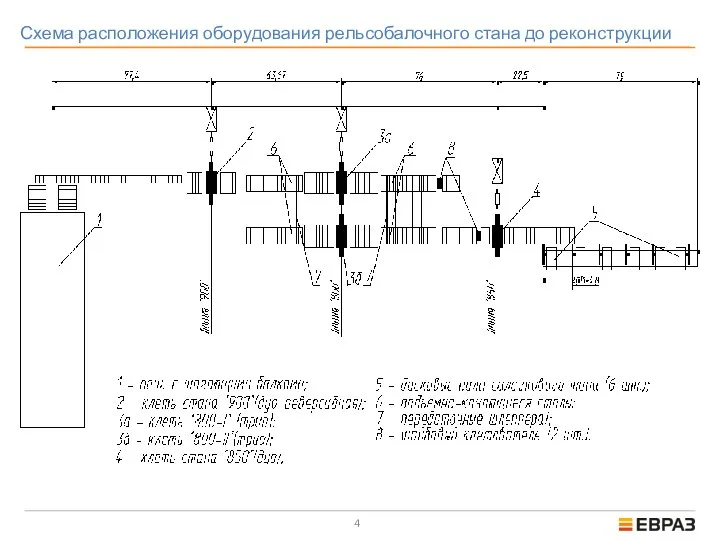
Схема расположения оборудования рельсобалочного стана до реконструкции
Схема расположения оборудования рельсобалочного стана до реконструкции
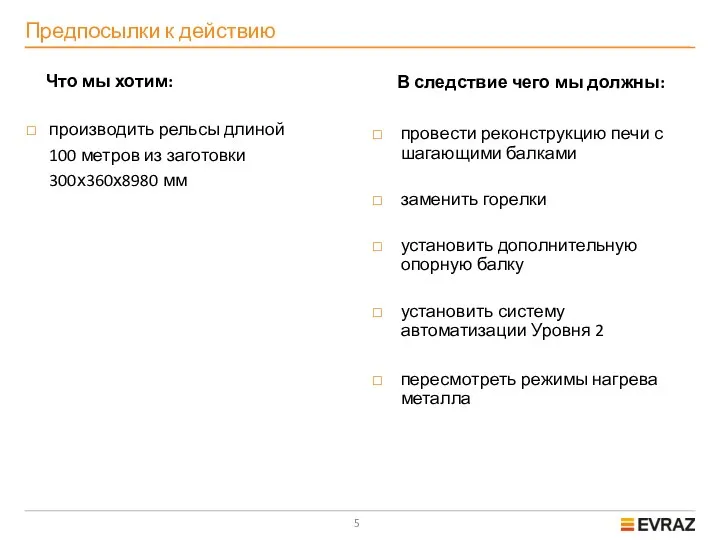
Предпосылки к действию
производить рельсы длиной
100 метров из заготовки 300х360х8980 мм
Что
Предпосылки к действию
производить рельсы длиной
100 метров из заготовки 300х360х8980 мм
Что
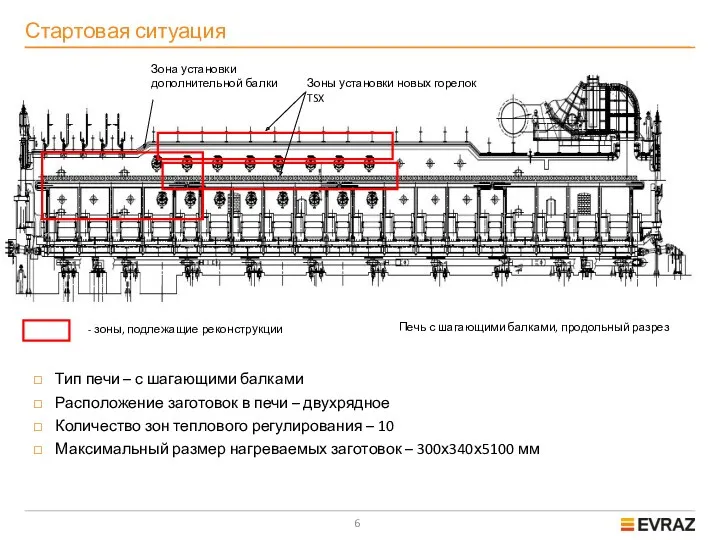
Стартовая ситуация
Печь с шагающими балками, продольный разрез
Тип печи – с
Стартовая ситуация
Печь с шагающими балками, продольный разрез
Тип печи – с
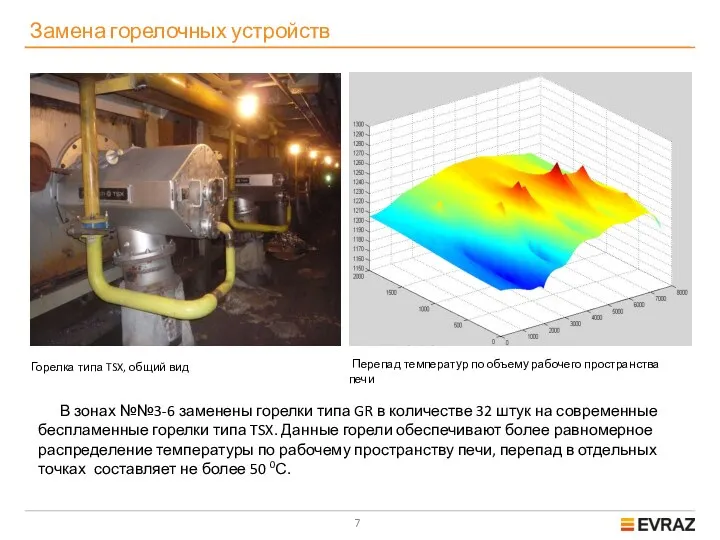
Замена горелочных устройств
Горелка типа TSX, общий вид
Перепад температур
Замена горелочных устройств
Горелка типа TSX, общий вид
Перепад температур
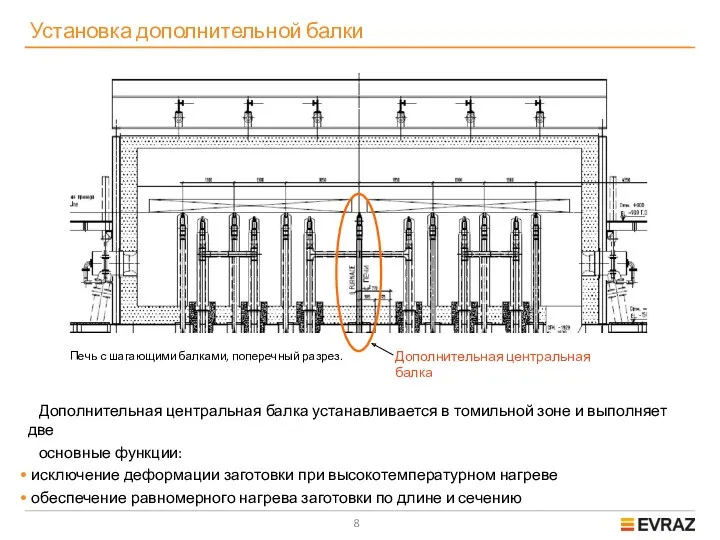
Установка дополнительной балки
Печь с шагающими балками, поперечный разрез.
Дополнительная
Установка дополнительной балки
Печь с шагающими балками, поперечный разрез.
Дополнительная
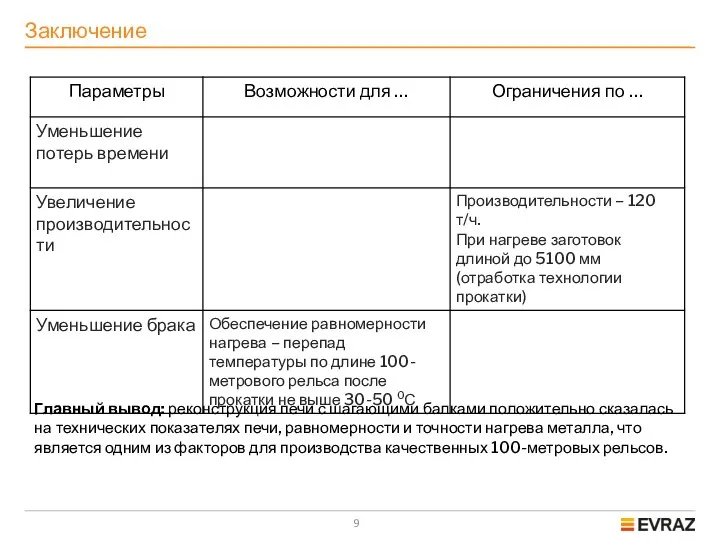
Заключение
Главный вывод: реконструкция печи с шагающими балками положительно сказалась на технических
Заключение
Главный вывод: реконструкция печи с шагающими балками положительно сказалась на технических

Планировка расположения оборудования нового рельсобалочного стана
1 – нагревательная печь; 7 –
Планировка расположения оборудования нового рельсобалочного стана
1 – нагревательная печь; 7 –
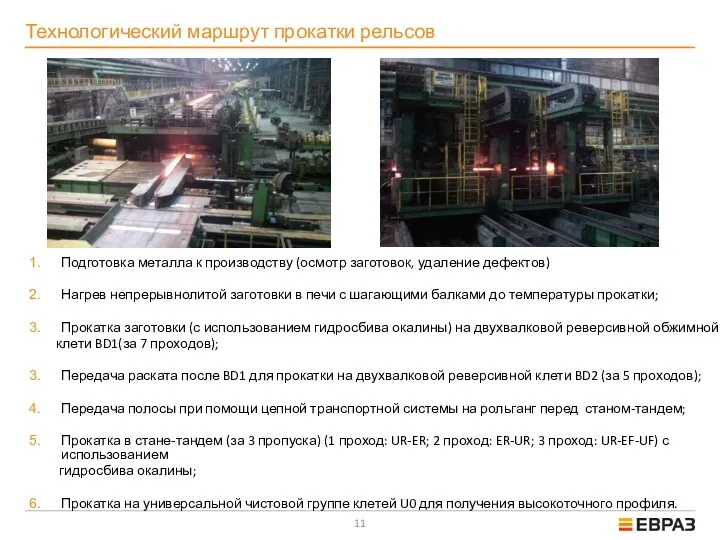
Технологический маршрут прокатки рельсов
Подготовка металла к производству (осмотр заготовок, удаление дефектов)
Нагрев
Технологический маршрут прокатки рельсов
Подготовка металла к производству (осмотр заготовок, удаление дефектов)
Нагрев
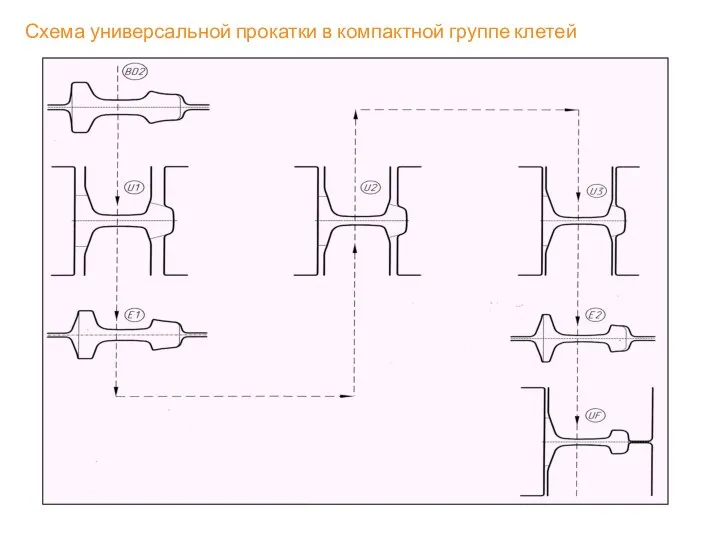
Схема универсальной прокатки в компактной группе клетей
Схема универсальной прокатки в компактной группе клетей
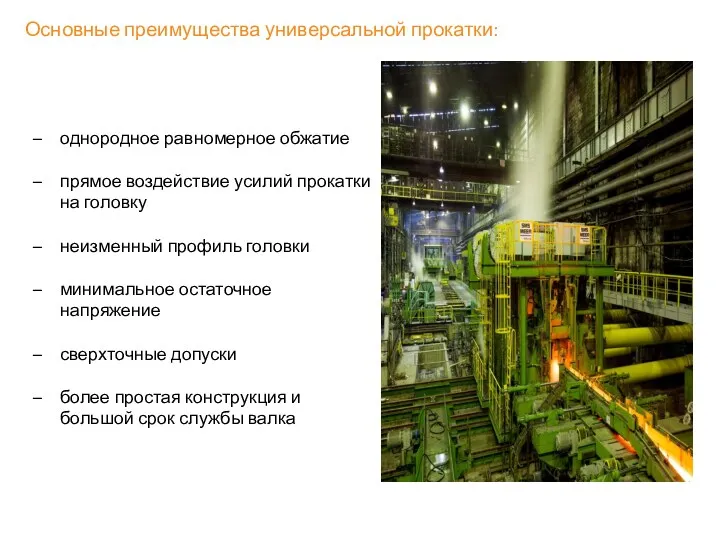
Основные преимущества универсальной прокатки:
Прямое
воздействие усилий
прокатки на головку
Минимальное
остаточное
напряжение
Сверхточные
допуски
Более простая
конструкция и больший
Основные преимущества универсальной прокатки:
Прямое
воздействие усилий
прокатки на головку
Минимальное
остаточное
напряжение
Сверхточные
допуски
Более простая
конструкция и больший
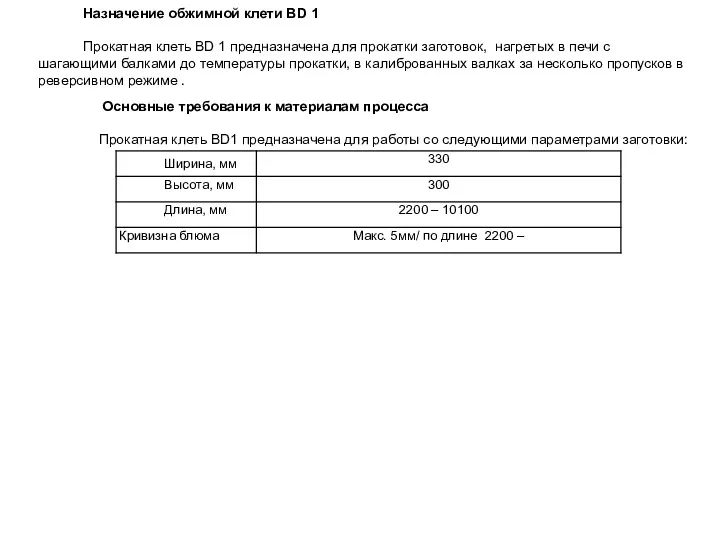
Назначение обжимной клети BD 1
Прокатная клеть BD 1 предназначена для прокатки
Назначение обжимной клети BD 1
Прокатная клеть BD 1 предназначена для прокатки

Основные функции клети BD1
Прокатная клеть BD 1 вместе с приводным двигателем,
Основные функции клети BD1
Прокатная клеть BD 1 вместе с приводным двигателем,
В горизонтальных валках, как правило, нарезан ряд калибров. Для их использования
В горизонтальных валках, как правило, нарезан ряд калибров. Для их использования
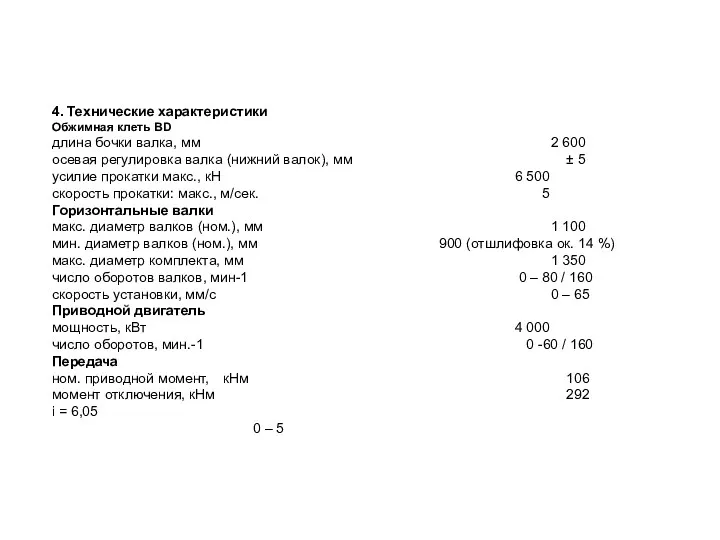
4. Технические характеристики
Обжимная клеть BD
длина бочки валка, мм 2 600
осевая
4. Технические характеристики
Обжимная клеть BD
длина бочки валка, мм 2 600
осевая
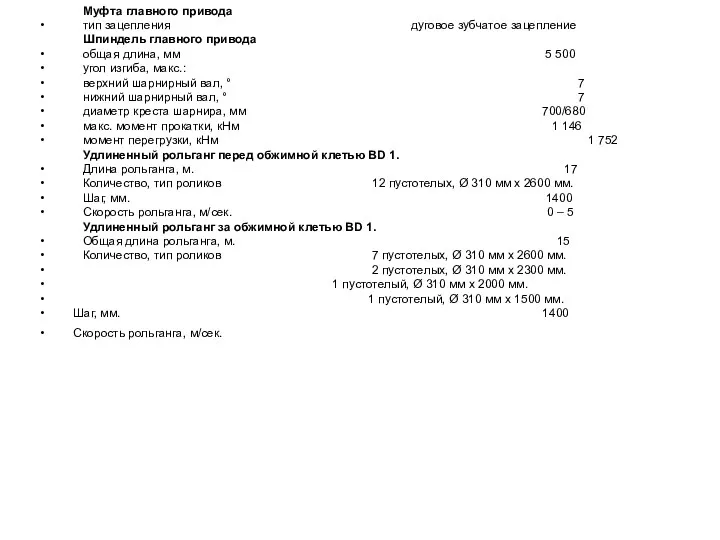
Муфта главного привода
тип зацепления дуговое зубчатое зацепление
Шпиндель главного привода
общая длина, мм
Муфта главного привода
тип зацепления дуговое зубчатое зацепление
Шпиндель главного привода
общая длина, мм
Конструкция клети BD-1, расположение оборудования идентично с конструкцией клети BD-2.
Клети BD-1
Конструкция клети BD-1, расположение оборудования идентично с конструкцией клети BD-2.
Клети BD-1
Назначение стана TDM
В состав стана TDM (тандем) входят клети UR, E
Назначение стана TDM
В состав стана TDM (тандем) входят клети UR, E
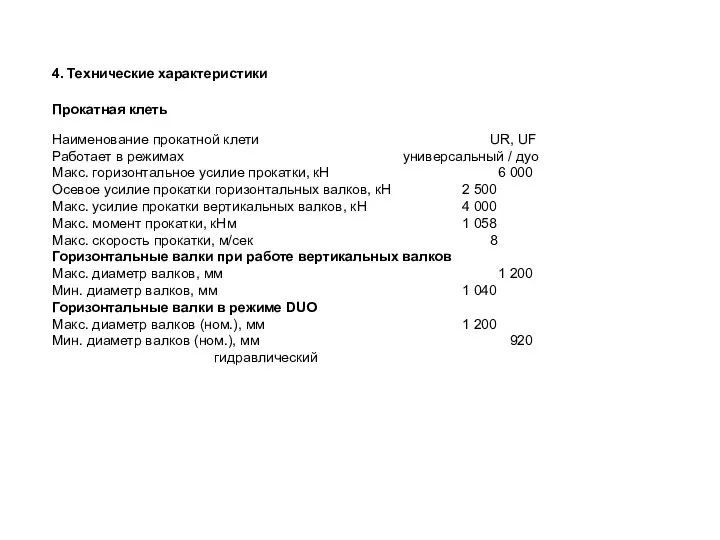
4. Технические характеристики
Прокатная клеть
Наименование прокатной клети UR, UF
Работает в режимах универсальный
4. Технические характеристики
Прокатная клеть
Наименование прокатной клети UR, UF
Работает в режимах универсальный
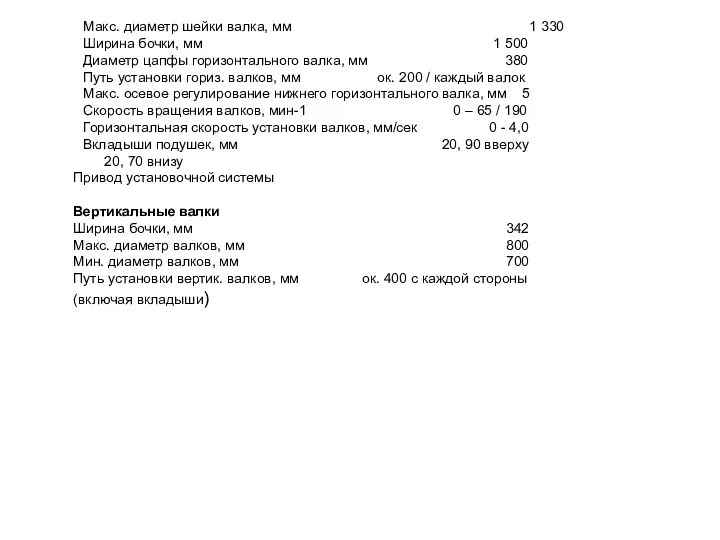
Макс. диаметр шейки валка, мм 1 330
Ширина бочки, мм 1
Макс. диаметр шейки валка, мм 1 330
Ширина бочки, мм 1
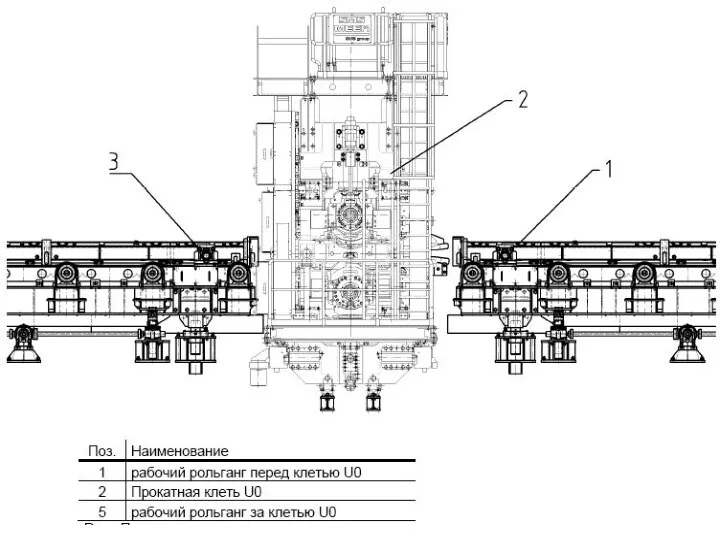
Назначение клети U0
Чистовая клеть U0 предназначена для прокатки раскатов, поступающих от
Назначение клети U0
Чистовая клеть U0 предназначена для прокатки раскатов, поступающих от
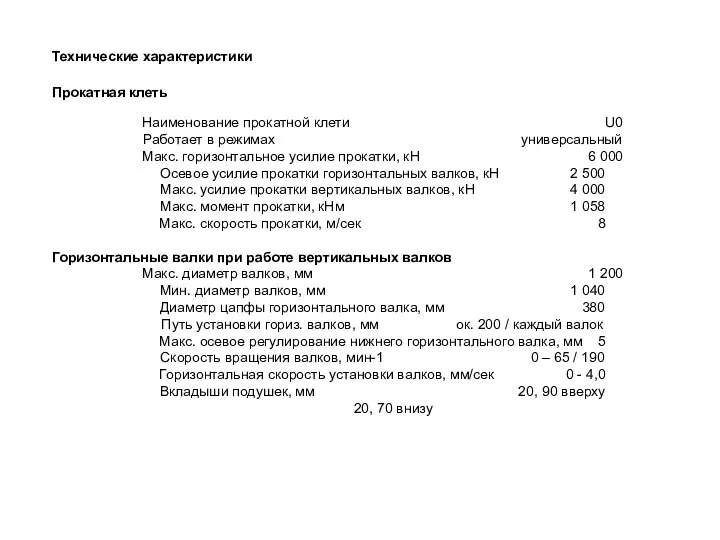
Технические характеристики
Прокатная клеть
Наименование прокатной клети U0
Работает в режимах универсальный
Макс. горизонтальное усилие
Технические характеристики
Прокатная клеть
Наименование прокатной клети U0
Работает в режимах универсальный
Макс. горизонтальное усилие
Обработка железнодорожных рельсов на участке дифференцированной закалки и отделки 100 метровых
Обработка железнодорожных рельсов на участке дифференцированной закалки и отделки 100 метровых
Термоправку проводят при закрытых регулирующих клапанах подачи воздуха на нижние блоки
Термоправку проводят при закрытых регулирующих клапанах подачи воздуха на нижние блоки
Минимальная фактическая температура начала закалки должна составлять не менее 750*С.
По окончанию
Минимальная фактическая температура начала закалки должна составлять не менее 750*С.
По окончанию
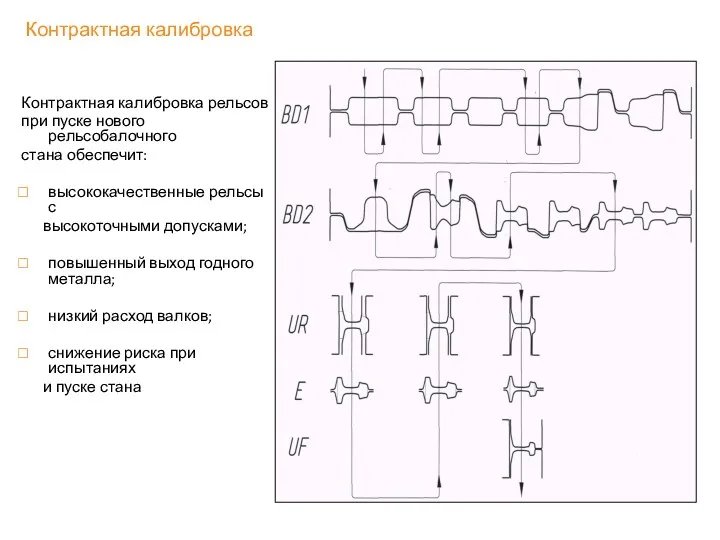
Контрактная калибровка
Контрактная калибровка рельсов
при пуске нового рельсобалочного
стана обеспечит:
высококачественные рельсы с
Контрактная калибровка
Контрактная калибровка рельсов
при пуске нового рельсобалочного
стана обеспечит:
высококачественные рельсы с
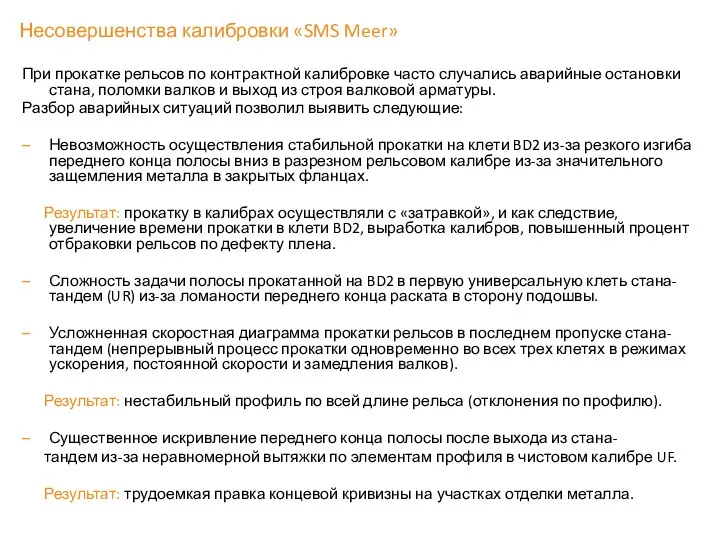
Несовершенства калибровки «SMS Meer»
При прокатке рельсов по контрактной калибровке часто
Несовершенства калибровки «SMS Meer»
При прокатке рельсов по контрактной калибровке часто
Было принято решение:
изменить схему калибровки на клетях BD1 и BD2
использовать схемы
Было принято решение:
изменить схему калибровки на клетях BD1 и BD2
использовать схемы
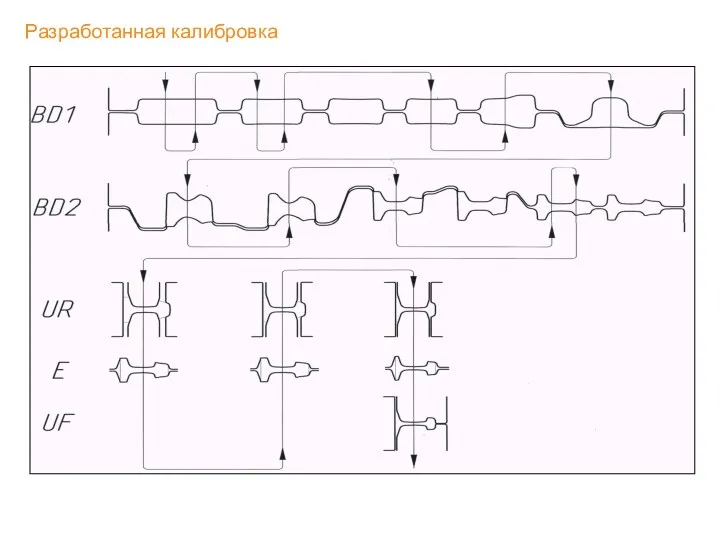
Разработанная калибровка
Разработанная калибровка
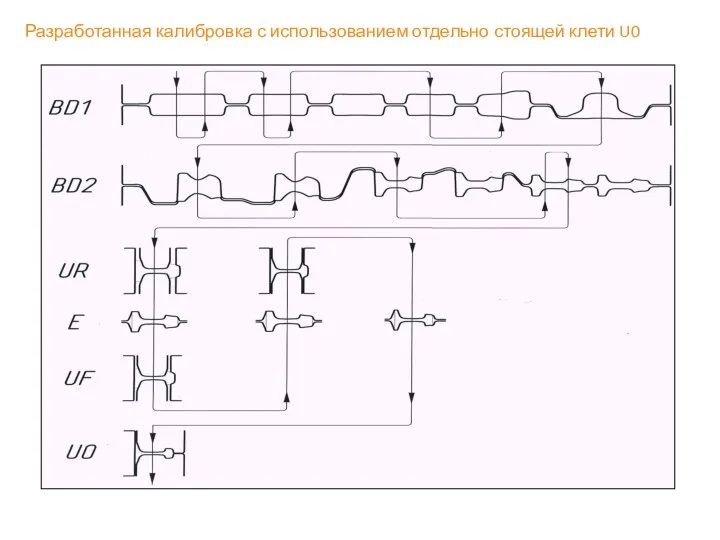
Разработанная калибровка с использованием отдельно стоящей клети U0
Разработанная калибровка с использованием отдельно стоящей клети U0
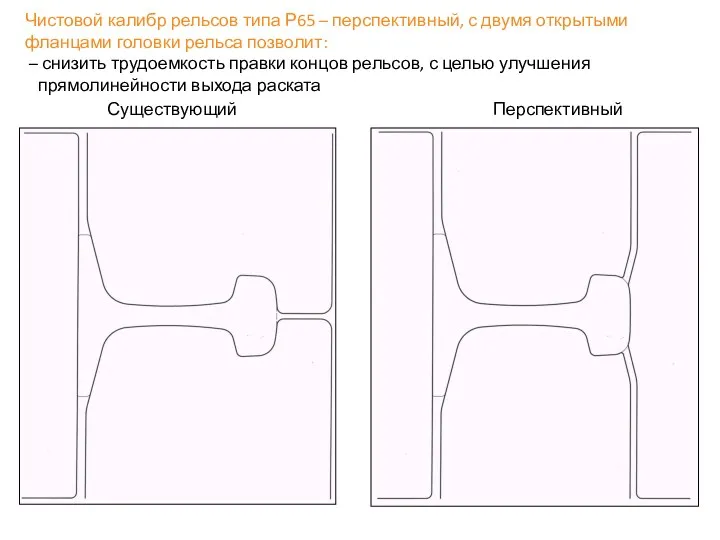
Чистовой калибр рельсов типа Р65 – перспективный, с двумя открытыми фланцами
Чистовой калибр рельсов типа Р65 – перспективный, с двумя открытыми фланцами
 Презентация Права ребенка (в 3-х частях).
Презентация Права ребенка (в 3-х частях). Свободное падение тел
Свободное падение тел С 20-ти летием
С 20-ти летием Спортивные мероприятия. Школьные соревнования
Спортивные мероприятия. Школьные соревнования Основы молекулярной физики и термодинамики
Основы молекулярной физики и термодинамики Печатные платы
Печатные платы Челябинский институт развития профессионального образования. Итоги деятельности студенческого научного общества
Челябинский институт развития профессионального образования. Итоги деятельности студенческого научного общества Храм - синтез искусств
Храм - синтез искусств Барокко в архитектуре
Барокко в архитектуре Под чистым снегом Рождества
Под чистым снегом Рождества Как помочь своему ребенку подготовиться к ЕГЭ.
Как помочь своему ребенку подготовиться к ЕГЭ. Приборы радиационной и химической разведки
Приборы радиационной и химической разведки Доказательная медицина. Формулярная система. Фармакоэпидемиология
Доказательная медицина. Формулярная система. Фармакоэпидемиология Физиология физической культуры и спорта
Физиология физической культуры и спорта Физиология системной и региональной гемодинамики
Физиология системной и региональной гемодинамики Проект Что такое снег и почему его нельзя есть
Проект Что такое снег и почему его нельзя есть Ежемесячная выплата в связи с рождением второго ребенка
Ежемесячная выплата в связи с рождением второго ребенка Нетрадиционные техники рисования как средство развития творческих способностей дошкольников
Нетрадиционные техники рисования как средство развития творческих способностей дошкольников Религиозная живопись
Религиозная живопись Оценка кредитоспособности
Оценка кредитоспособности Организация работы прививочного кабинета
Организация работы прививочного кабинета О бездомных животных
О бездомных животных Понятие стоимости и цены НИОКР. Затратные подходы к определению стоимости НИОКР
Понятие стоимости и цены НИОКР. Затратные подходы к определению стоимости НИОКР Жүйелік дерматомиозит
Жүйелік дерматомиозит Порядок неполной разборки и сборки автомата АК-74. Изготовка и производство стрельбы лёжа
Порядок неполной разборки и сборки автомата АК-74. Изготовка и производство стрельбы лёжа Организация обслуживания массового банкетного мероприятия в форме официального приёма. Праздничный ужин на 25 персон
Организация обслуживания массового банкетного мероприятия в форме официального приёма. Праздничный ужин на 25 персон выход за пределы. экологические проблемы.
выход за пределы. экологические проблемы. Озеро Байкал
Озеро Байкал