- Методы контроля качества сварных соединений

Содержание
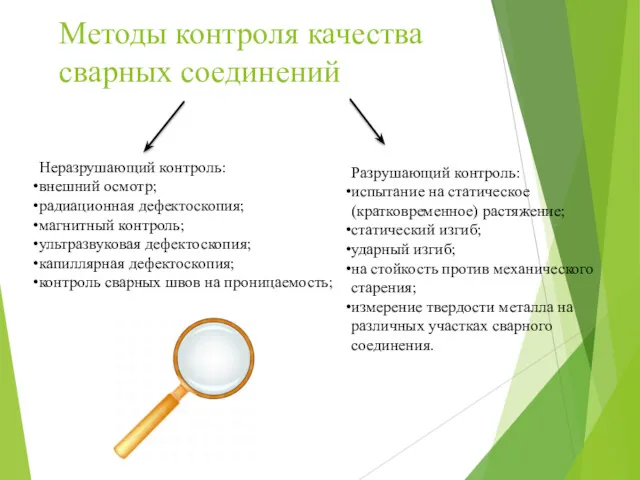
- 2. Методы контроля качества сварных соединений Разрушающий контроль: испытание на статическое (кратковременное) растяжение; статический изгиб; ударный изгиб;
- 3. Внешний осмотр Визуальный контроль сварных соединений выявляет наружные дефекты - геометрические отклонения шва (высоты, ширины, катета),
- 4. Капиллярный контроль Контроль с помощью пенентратов Пенетрант (англ. penetrant - проникающий) Основан на капиллярной активности жидкостей
- 5. Контроль с помощью пенентратов Контроль сварных соединений пенетрантом: 1 - очищенная поверхность с трещиной, 2 -
- 6. Достоинства простота использования, высокая чувствительность и достоверность обнаружения дефектов, многообразие контролируемых по виду и форме материалов,
- 7. Недостатки возможность обнаружения только поверхностных дефектов, необходимость тщательной очистки шва, невозможность применения после механической обработки поверхностного
- 8. Контроль швов на непроницаемость с помощью керосина. Цистерна, подготовленная для проверки на герметичность с использованием керосина
- 9. Контроль швов на непроницаемость с помощью керосина. Схема контроля керосином качества швов в нахлесточном соединении: 1
- 10. Обдув сварных соединений воздухом. Проверка обдувом сварных соединений воздухом
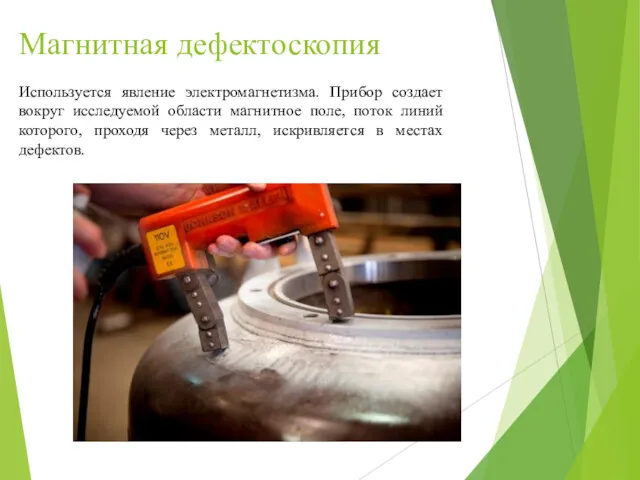
- 11. Магнитная дефектоскопия Используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя
- 12. Магнитная дефектоскопия Проверка качества сварных швов магнитной дефектоскопией: 1 - магнит, 2 - сварной шов, 3
- 13. Ультразвуковая дефектоскопия Использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие среды с разными акустическими
- 14. Радиационная дефектоскопия Схема просвечивания сварного соединения: 1 - источник излучения, 2 - дефект, 3 - контролируемое
- 15. Разрушающие методы контроля сварных соединений Варианты образцов для определения механических свойств (размеры в мм): А- Б-
- 16. Контроль знаний Выбрать правильный ответ: 1. Продолговатое углубление, образовавшиеся в основном металле вдоль края шва это-
- 17. 3. Дефект сварного шва, который представляет собой вкрапления шлака, это – прожог подрез непровар шлаковые включения
- 19. Скачать презентацию
Методы контроля качества сварных соединений
Разрушающий контроль:
испытание на статическое (кратковременное) растяжение;
статический
Методы контроля качества сварных соединений
Разрушающий контроль:
испытание на статическое (кратковременное) растяжение;
статический

Внешний осмотр
Визуальный контроль сварных соединений выявляет наружные дефекты - геометрические отклонения
Внешний осмотр
Визуальный контроль сварных соединений выявляет наружные дефекты - геометрические отклонения
Капиллярный контроль
Контроль с помощью пенентратов
Пенетрант (англ. penetrant - проникающий)
Основан на
Капиллярный контроль
Контроль с помощью пенентратов
Пенетрант (англ. penetrant - проникающий)
Основан на
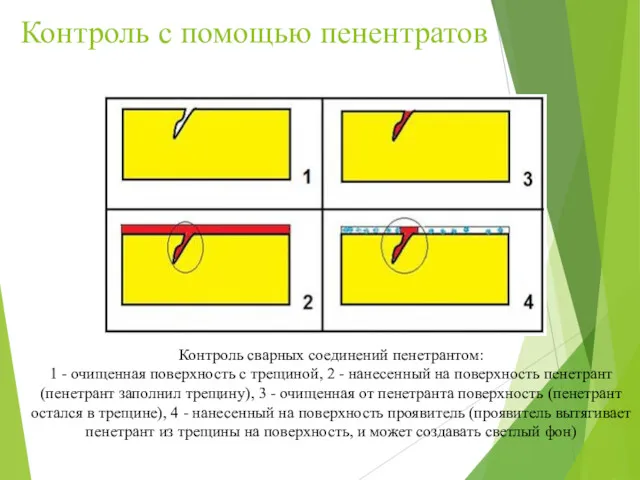
Контроль с помощью пенентратов
Контроль сварных соединений пенетрантом:
1 - очищенная поверхность с
Контроль с помощью пенентратов
Контроль сварных соединений пенетрантом:
1 - очищенная поверхность с
Достоинства
простота использования,
высокая чувствительность и достоверность обнаружения дефектов,
многообразие контролируемых по виду
Достоинства
простота использования,
высокая чувствительность и достоверность обнаружения дефектов,
многообразие контролируемых по виду
Недостатки
возможность обнаружения только поверхностных дефектов,
необходимость тщательной очистки шва,
невозможность применения
Недостатки
возможность обнаружения только поверхностных дефектов,
необходимость тщательной очистки шва,
невозможность применения
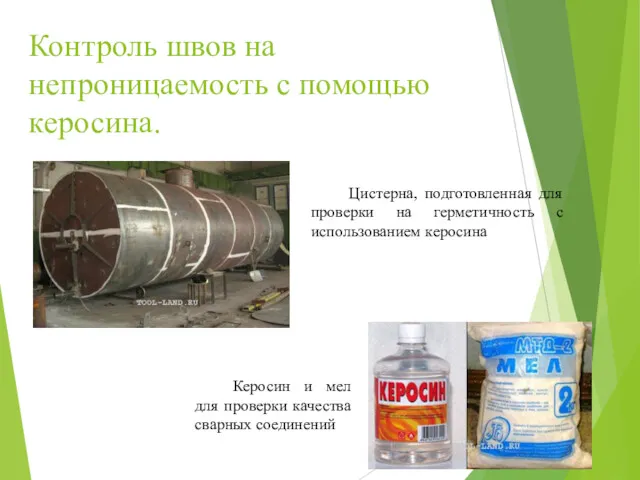
Контроль швов на непроницаемость с помощью керосина.
Цистерна, подготовленная для проверки
Контроль швов на непроницаемость с помощью керосина.
Цистерна, подготовленная для проверки
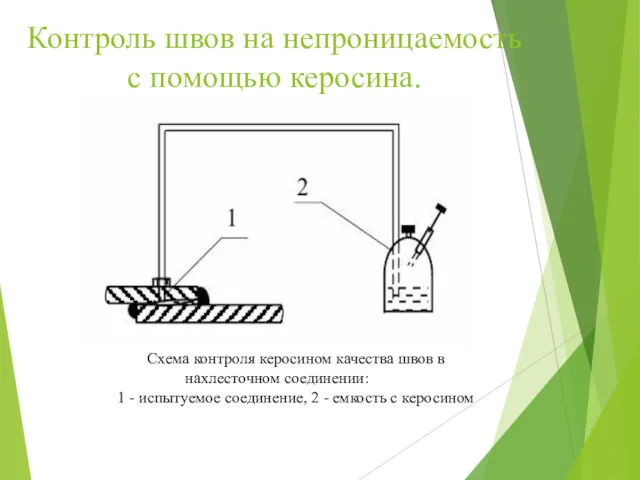
Контроль швов на непроницаемость с помощью керосина.
Схема контроля керосином качества
Контроль швов на непроницаемость с помощью керосина.
Схема контроля керосином качества

Обдув сварных соединений воздухом.
Проверка обдувом сварных соединений воздухом
Обдув сварных соединений воздухом.
Проверка обдувом сварных соединений воздухом
Магнитная дефектоскопия
Используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле,
Магнитная дефектоскопия
Используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле,

Магнитная дефектоскопия
Проверка качества сварных швов магнитной дефектоскопией:
1 - магнит, 2
Магнитная дефектоскопия
Проверка качества сварных швов магнитной дефектоскопией:
1 - магнит, 2

Ультразвуковая дефектоскопия
Использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие
Ультразвуковая дефектоскопия
Использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие
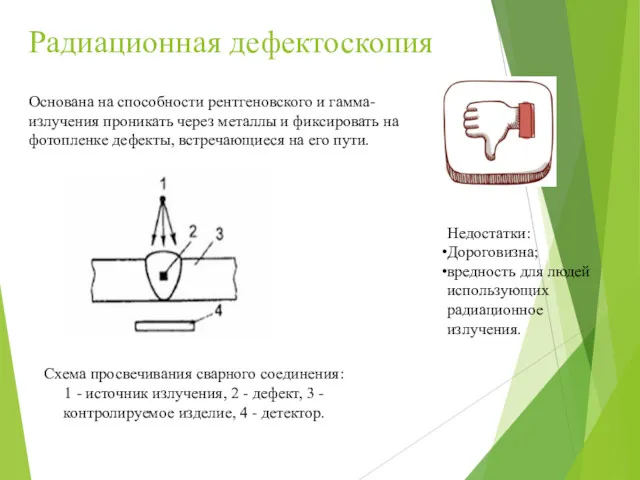
Радиационная дефектоскопия
Схема просвечивания сварного соединения:
1 - источник излучения, 2 - дефект,
Радиационная дефектоскопия
Схема просвечивания сварного соединения:
1 - источник излучения, 2 - дефект,

Разрушающие методы контроля сварных соединений
Варианты образцов для определения механических свойств (размеры в
Разрушающие методы контроля сварных соединений
Варианты образцов для определения механических свойств (размеры в
Контроль знаний
Выбрать правильный ответ:
1. Продолговатое углубление, образовавшиеся в основном металле
Контроль знаний
Выбрать правильный ответ:
1. Продолговатое углубление, образовавшиеся в основном металле
3. Дефект сварного шва, который представляет собой вкрапления шлака, это –
3. Дефект сварного шва, который представляет собой вкрапления шлака, это –
 Психологические особенности воспитания девочек в пубертатный период
Психологические особенности воспитания девочек в пубертатный период Мультимедийная презентация к игре Галактический поединок
Мультимедийная презентация к игре Галактический поединок творческий проект по благоустройству участка Божьи коровки.
творческий проект по благоустройству участка Божьи коровки. Современные требования к реализации дополнительных общеобразовательных программ
Современные требования к реализации дополнительных общеобразовательных программ Vyyavlenie_potrebnostey
Vyyavlenie_potrebnostey Сооружение опор выше обреза фундамента. Тема № 3
Сооружение опор выше обреза фундамента. Тема № 3 Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку)
Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку) Геометрія навколо нас
Геометрія навколо нас презентация для самообразования учителей о Кембриджской Программе внедрения семи модулей, как Новых подходах в воспитании и обучении детей.
презентация для самообразования учителей о Кембриджской Программе внедрения семи модулей, как Новых подходах в воспитании и обучении детей. Жизнь на Земле
Жизнь на Земле Теоретические основы мониторинга и внутреннего контроля в образовательном учреждении
Теоретические основы мониторинга и внутреннего контроля в образовательном учреждении Этапы планирования деятельности организации и управления по изготовлению рекламного продукта туристической фирмы TEZ TOUR
Этапы планирования деятельности организации и управления по изготовлению рекламного продукта туристической фирмы TEZ TOUR ИКТ в работе учителя классов КРО
ИКТ в работе учителя классов КРО Оффшорная компания на Кипре
Оффшорная компания на Кипре Таблица умножения на 2
Таблица умножения на 2 Путешествие по сказке Гуси - Лебеди. Мультимедийная игра для детей среднего дошкольного возраста
Путешествие по сказке Гуси - Лебеди. Мультимедийная игра для детей среднего дошкольного возраста Значение эмоций для формирования положительного взаимодействия ребенка с окружающим миром
Значение эмоций для формирования положительного взаимодействия ребенка с окружающим миром Сочинение-рассуждение на лингвистическую тему. Задание 15.1 ОГЭ-9
Сочинение-рассуждение на лингвистическую тему. Задание 15.1 ОГЭ-9 Берегите первоцветы!
Берегите первоцветы! Зардап шеккендерге психологиялық көмек көрсету дағдыларын қалыптастыру
Зардап шеккендерге психологиялық көмек көрсету дағдыларын қалыптастыру презентация к уроку по теме Кислород
презентация к уроку по теме Кислород Медицинская гельминтология. Тип круглые черви. Лекция №2
Медицинская гельминтология. Тип круглые черви. Лекция №2 Что такое текст? 5 класс
Что такое текст? 5 класс Аппликация осьминожка паучок 1 класс
Аппликация осьминожка паучок 1 класс Новогодний конкурс 2021-2022 гг
Новогодний конкурс 2021-2022 гг Мастер-класс Игольница
Мастер-класс Игольница презентация Подготовка ребёнка к школе
презентация Подготовка ребёнка к школе До витоку Збруча
До витоку Збруча