- Методы увязки

Содержание
- 2. Принятые сокращения БО – базовые отверстия ГМП – геометрическая модель поверхности КД – конструкторская документация КП
- 3. Принятые сокращения ТПП – технологическая подготовка производства ТЧ – теоретический чертеж УБО – установочно-базовые отверстия УП
- 4. Содержание лекции Понятие увязки Методы увязки Плазово-шаблонный метод Эталонно-шаблонный метод Макетно-инструментальный метод Метод объемной увязки Программно-инструментальный
- 5. Понятие увязки
- 6. Взаимозаменяемость и точность В соответствии с ГОСТ 18831-73 взаимозаменяемостью называется свойство конструкции составной части изделия, обеспечивающее
- 7. Взаимозаменяемость и точность Взаимозаменяемость характеризует качество проектно-конструкторских и технологических решений, технологический уровень производства. Наличие взаимозаменяемости снижает
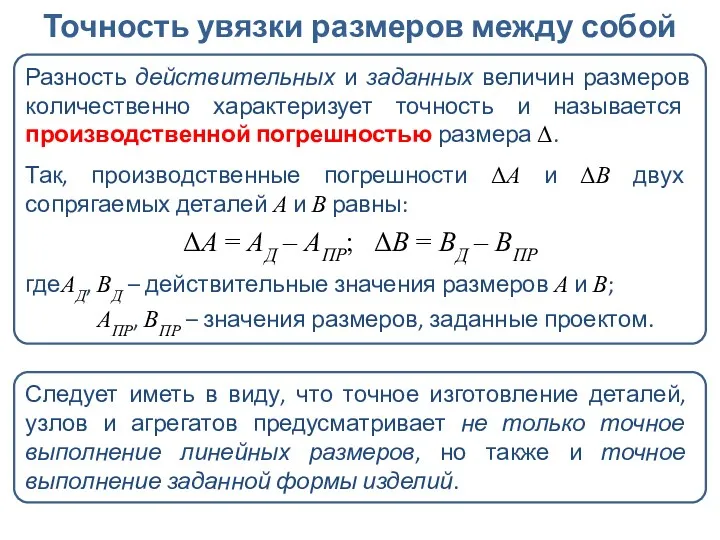
- 8. Точность увязки размеров между собой Разность действительных и заданных величин размеров количественно характеризует точность и называется
- 9. Точность увязки размеров между собой Точное изготовление стыка определяется значением размеров между осями элементов крепления (размеры
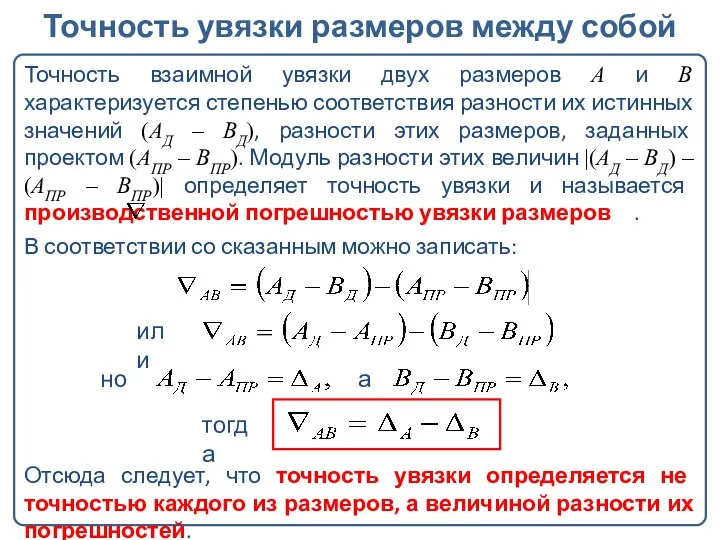
- 10. Точность увязки размеров между собой Точность взаимной увязки двух размеров А и В характеризуется степенью соответствия
- 11. Методы увязки
- 12. Методы увязки размеров между собой Методы увязки составных частей планера ЛА определяют вид первоисточника увязки (в
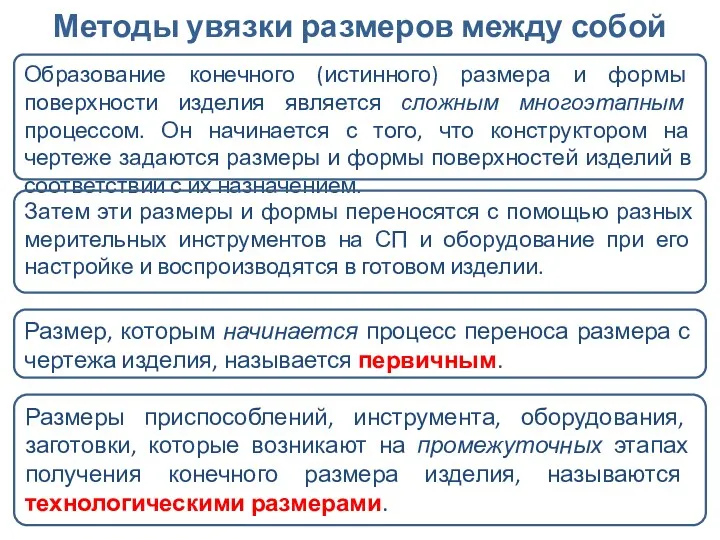
- 13. Методы увязки размеров между собой Образование конечного (истинного) размера и формы поверхности изделия является сложным многоэтапным
- 14. В авиастроении используются три принципа увязки: по принципу связанного образования форм и размеров; по принципу независимого
- 15. Принцип связанного образования форм и размеров Схема увязки размеров А и В показана на рисунке. Схема
- 16. Таким образом, погрешность каждого размера получается сложением погрешностей всех общих и индивидуальных для каждого размера этапов.
- 17. Воспроизведение размеров сопровождается обработкой поверхностей, образующих заданную форму изделия. Принцип связанного образования форм и размеров Поля
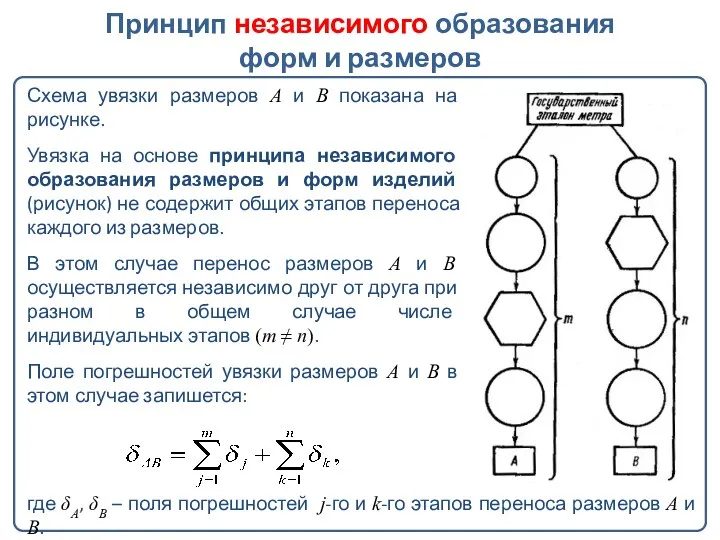
- 18. Принцип независимого образования форм и размеров Схема увязки размеров А и В показана на рисунке. Увязка
- 19. Принцип компенсации Увязка на основе принципа компенсации (а) состоит из одного этапа переноса размера с объекта
- 20. Плазово-шаблонный метод
- 21. Плазово-шаблонный метод вот уже более пятидесяти лет остается основным методом подготовки производства авиационной техники. Плазово-шаблонный метод
- 22. ПЛАЗ (от франц. place – место) – хорошо освещенная ровная поверхность или пол, покрытый щитами из
- 23. Изделия в авиастроении имеют большие абсолютные размеры, поэтому, проектируя элементы конструкции, связанные со сложными обводами, конструктор
- 24. На основании теоретического чертежа по дискретному набору точек строятся в натуральную величину обводы самолета на специально
- 25. Плазовый цех 1 – разбивка теоретического чертежа; 2 – рейка; 3 – каркас; 4 – шаблон;
- 26. Сущность метода состоит в использовании единой системы жестких носителей форм и размеров взаимно-сопрягаемых элементов конструкции для
- 27. С помощью ПШМ производится увязка контуров плоских сечений каждого агрегата и межагрегатных стыков, деталей, лежащих в
- 28. Взаимозаменяемость по межагрегатным стыкам обеспечивается калибрами разъема (рисунок). Калибры, воспроизводящие форму, размеры стыка «ухо-вилка» (а) и
- 29. Схема информационных потоков при плазовой подготовке производства Оборудование, ПО Исполнители Что делается? НТД
- 30. Теоретическим плазом называют чертеж агрегата, выполненный в натуральную величину. На этом чертеже показывают теоретические контуры, отдельные
- 31. Теоретический плаз агрегата вычерчивается в трех проекциях, увязанных между собой по правилам начертательной геометрии. плаз боковой
- 32. Используются два метода задания и построения контуров агрегатов самолета: графический и аналитический. Методы построения на плазе
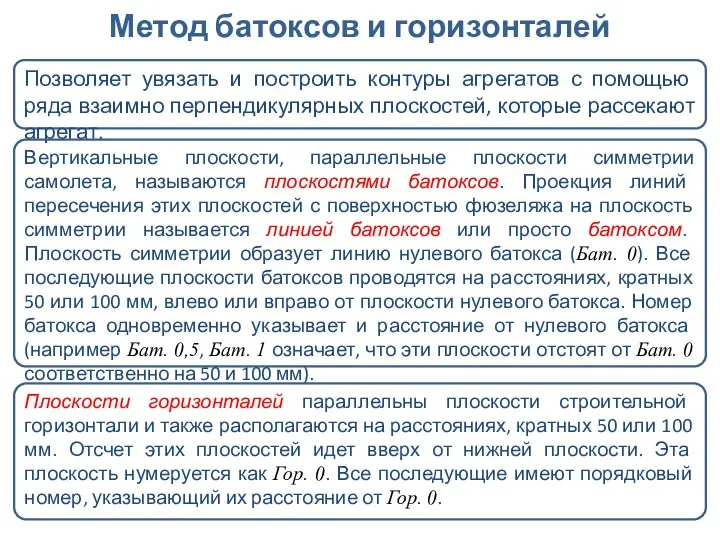
- 33. Метод батоксов и горизонталей Позволяет увязать и построить контуры агрегатов с помощью ряда взаимно перпендикулярных плоскостей,
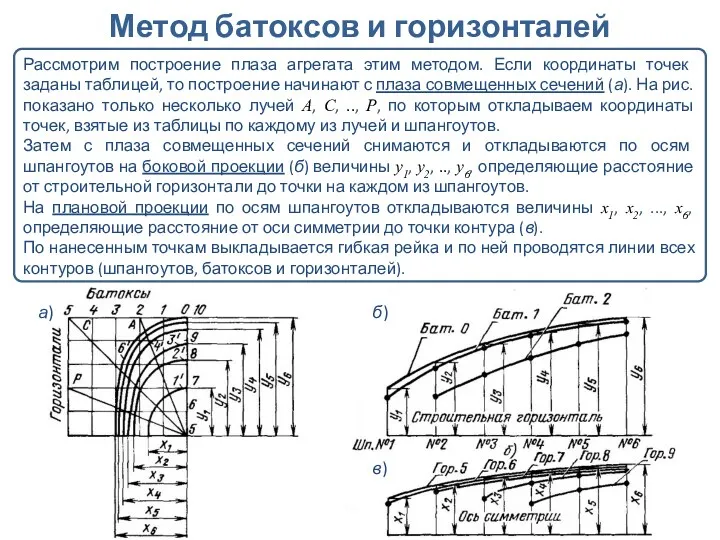
- 34. Метод батоксов и горизонталей Рассмотрим построение плаза агрегата этим методом. Если координаты точек заданы таблицей, то
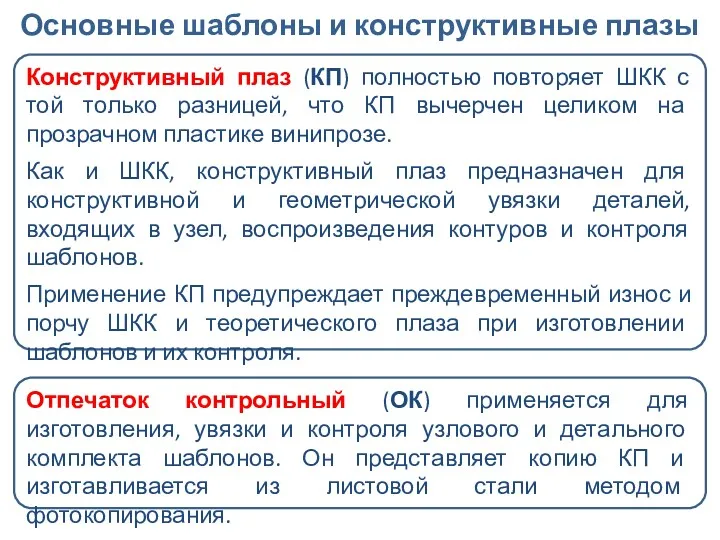
- 35. Основные шаблоны и конструктивные плазы К основным относятся шаблон контрольно-контурный, отпечаток контрольный и конструктивный плаз. Шаблон
- 36. Основные шаблоны и конструктивные плазы Конструктивный плаз (КП) полностью повторяет ШКК с той только разницей, что
- 37. Основные шаблоны и конструктивные плазы При вычерчивании толщины продольных элементов следует учитывать величину малки. Под малкой
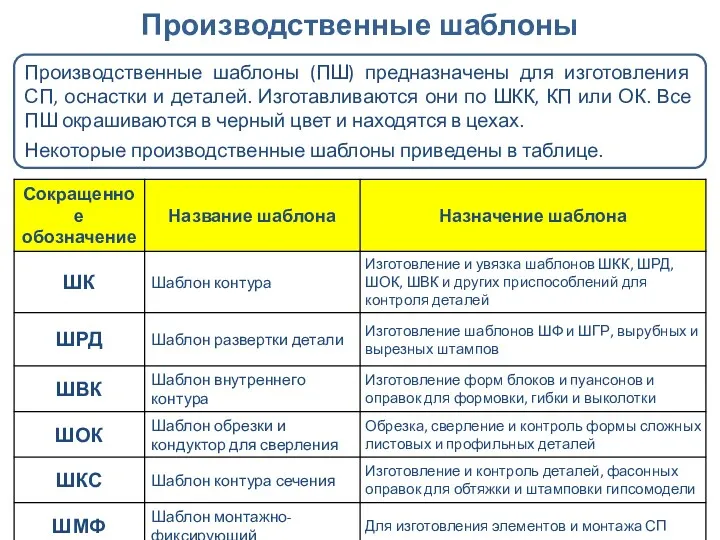
- 38. Производственные шаблоны Производственные шаблоны (ПШ) предназначены для изготовления СП, оснастки и деталей. Изготавливаются они по ШКК,
- 39. Производственные шаблоны Номенклатура детального комплекта шаблонов определяется ее конструкцией. На рисунке показана схема увязки шаблонов, необходимых
- 40. Схема увязки при ПШМ
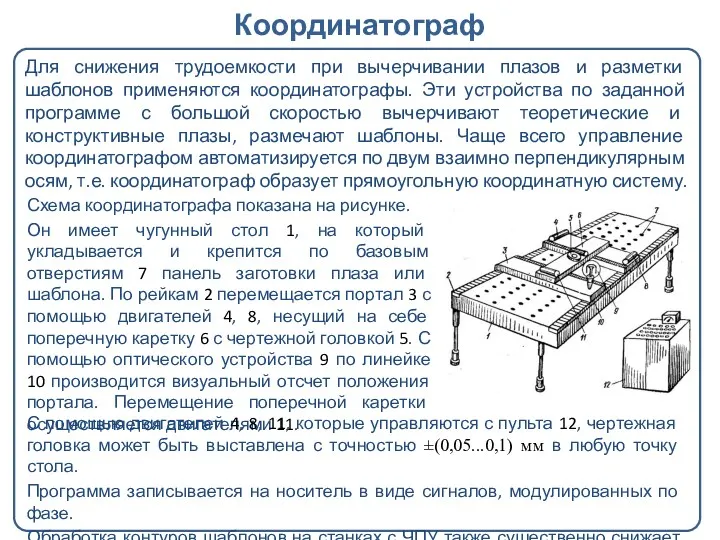
- 41. Координатограф Для снижения трудоемкости при вычерчивании плазов и разметки шаблонов применяются координатографы. Эти устройства по заданной
- 42. Координатограф для вычерчивания плазов
- 43. Увязка фасонных поверхностей деталей, образующих обводы крыла, фюзеляжа, оперения с помощью набора плоских шаблонов, не обеспечивает
- 44. Представляет собой монолитную плиту, по бокам которой укреплены координатные линейки с базовыми отверстиями. По этим отверстиям
- 45. Инструментальный стенд (а) представляет собой материализованную пространственную систему координат. В продольной, поперечной и вертикальной линейках стенда
- 46. В последнее время для монтажа стапелей используются лазерные устройства. С помощью позиционно-чувствительных целевых знаков (ПЧЦЗ) и
- 47. Внедрение в 30-х гг. ПШМ в несколько раз удешевило и ускорило сборку: намного выгоднее один раз
- 48. В 80-е годы внедрение САПР позволило модифицировать этот метод и автоматизировать ряд трудоемких процедур: геометрическая модель
- 49. В основном разработка КД осуществляется по традиционной бумажной технологии. 3D-конструирование осваивается с большим трудом, а использование
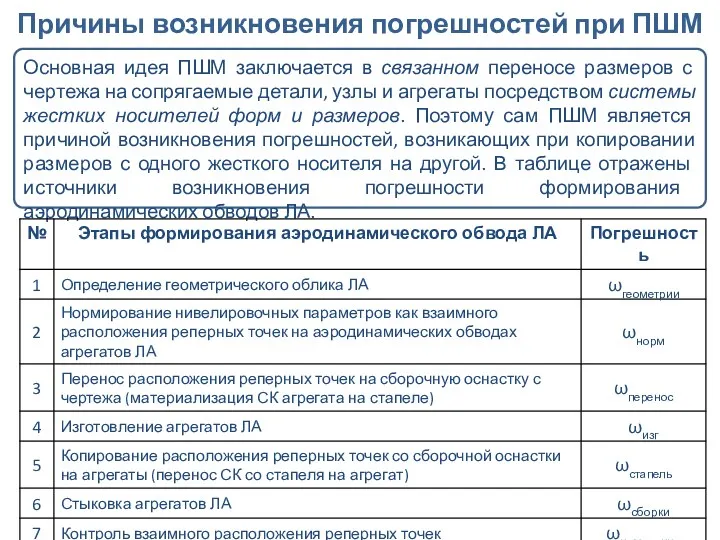
- 50. Основная идея ПШМ заключается в связанном переносе размеров с чертежа на сопрягаемые детали, узлы и агрегаты
- 51. Суммарная погрешность формирования аэродинамических характеристик ЛА: ω∑ = ωгеометрии + ωнорм + ωперенос +ωизг + ωстапель
- 52. Как видно схемы увязки левого и правого крыла самолета, два стапеля для сборки крыльев, на первый
- 53. Второй существенный недостаток ПШМ проявляется при контроле геометрических параметров собранных агрегатов. Суть любой операции контроля заключается
- 54. При контроле отклонения размеров агрегатов ЛА относительно стапеля вносится неизвестная систематическая погрешность в определении геометрических параметров
- 55. Эталонно-шаблонный метод
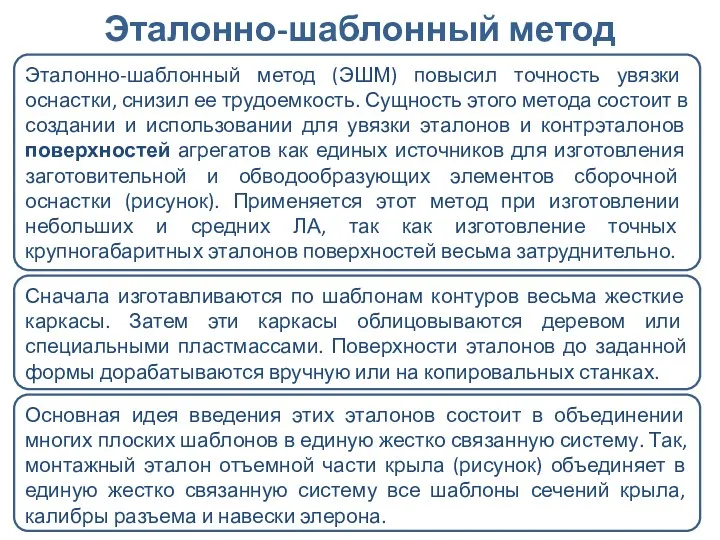
- 56. Эталонно-шаблонный метод (ЭШМ) повысил точность увязки оснастки, снизил ее трудоемкость. Сущность этого метода состоит в создании
- 57. Схема увязки заготовительной и сборочной оснастки с помощью ЭШМ
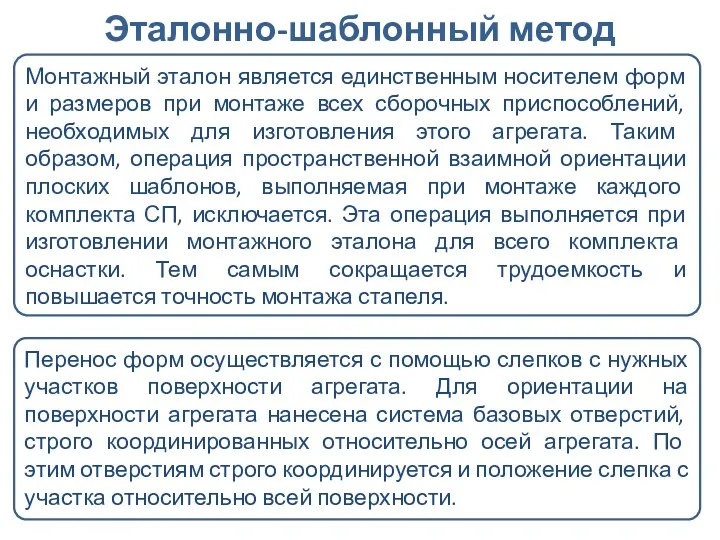
- 58. Монтажный эталон является единственным носителем форм и размеров при монтаже всех сборочных приспособлений, необходимых для изготовления
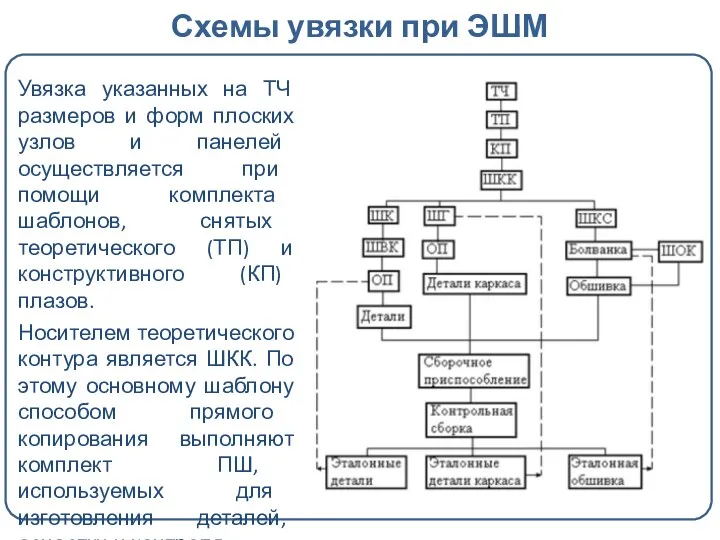
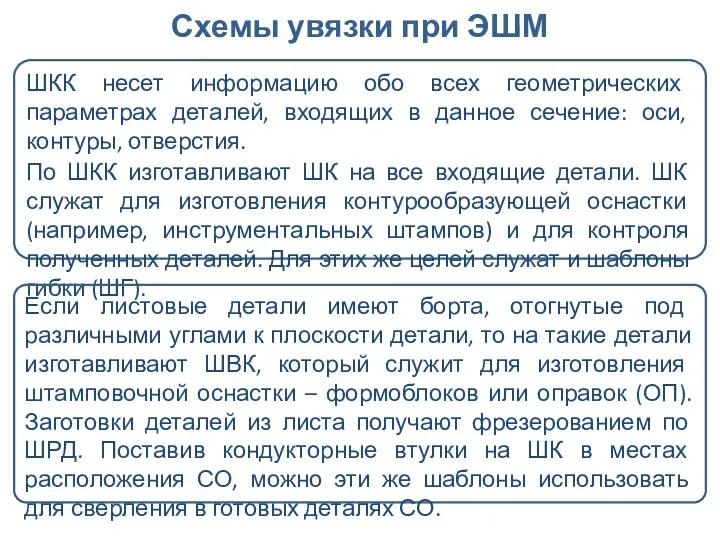
- 59. Схемы увязки при ЭШМ Увязка указанных на ТЧ размеров и форм плоских узлов и панелей осуществляется
- 60. ШКК несет информацию обо всех геометрических параметрах деталей, входящих в данное сечение: оси, контуры, отверстия. По
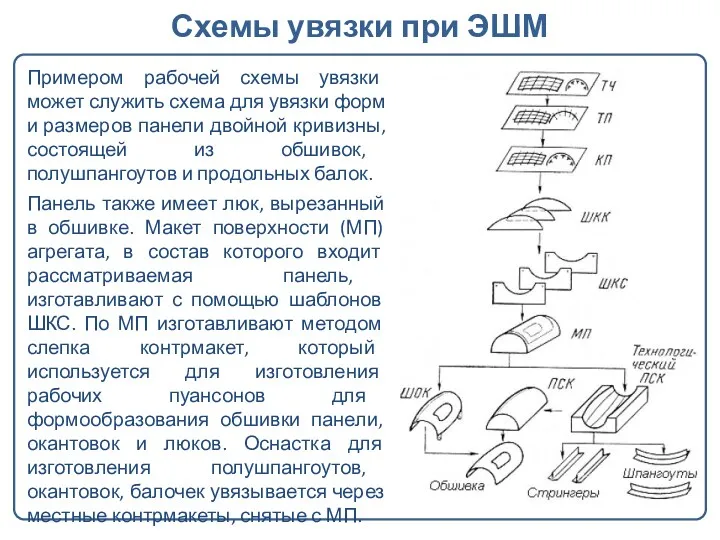
- 61. Схемы увязки при ЭШМ Примером рабочей схемы увязки может служить схема для увязки форм и размеров
- 62. Для изготовления обшивок необходим обтяжной пуансон из пескоклеевой массы (ПСК). Этот пуансон получают снятием слепка с
- 63. Схема увязки при ЭШМ
- 64. увеличенные сроки запуска и серийного освоения новых изделий; невозможность проведения точностной оценки увязки деталей; сложность и
- 65. Макетно-инструментальный метод
- 66. Макетно-инструментальный метод увязки (его еще называют координатно-шаблонный метод) применяется при изготовлении самолетов тяжелого и среднего типов.
- 67. Принципиальная схема увязки Теоретический чертеж агрегата ТП ШКК и КП Рабочие шаблоны Штамповая оснастка Детали Макет
- 68. Макетно-инструментальный метод Исходными элементами для увязки оснастки являются КП и ШКК, по которым выполняется группа производственных
- 69. Метод объемной увязки
- 70. Краткая характеристика Метод объемной увязки (МОУ) применяется для силовых агрегатов и деталей пневмо- и гидросистем, деталей
- 71. Сущность МОУ Создается объемный макет отсека или агрегата, собранный из взаимоувязанных деталей, оборудования, комплектующих изделий и
- 72. Сущность МОУ Сборка узлов и агрегатов объемного макета и первых изделий выполняется в одних и тех
- 73. Увязка эталонно-шаблонной и рабочей оснастки Конструктивная увязка деталей планера и элементов бортовых систем проводится с учетом
- 74. Пространственные носители форм и размеров При освоении серийного производства нового изделия используется комбинированный эталон, сочетающий в
- 75. Пространственные носители форм и размеров Каркас базового эталона обычно выполняют сварным, состоящим из стальной обечайки, подкрепленной
- 76. Пространственные носители форм и размеров Стыковые узлы монтируют на каркас базового эталона по калибрам соответствующих узлов
- 77. Пространственные носители форм и размеров Для отсеков типа кабин, конструкция которых включает сложные каркасные узлы и
- 78. Пространственные носители форм и размеров Образцовая обшивка служит для обработки номинальных обрезов, окон, вырезов и увязки
- 79. Пространственные носители форм и размеров Для увязки деталей каркаса планера и получения на них СО собираются
- 80. Увязка сборочной оснастки Одновременно с изготовлением и увязкой деталей планера выполняют изготовление и монтаж сборочной оснастки
- 81. Агрегатная сборка объемного макета Для обеспечения с первых изделий высокой степени взаимозаменяемости деталей планера производится агрегатная
- 82. Достоинства МОУ МОУ, лежащий в основе ТПП, обладает высокой эффективностью, способствует совершенствованию технологии и позволяет: повысить
- 83. Программно-инструментальный метод увязки
- 84. Общие сведения Основой автоматизации производства, сокращения сроков подготовки выпуска новых изделий и повышения эффективности ТПП стал
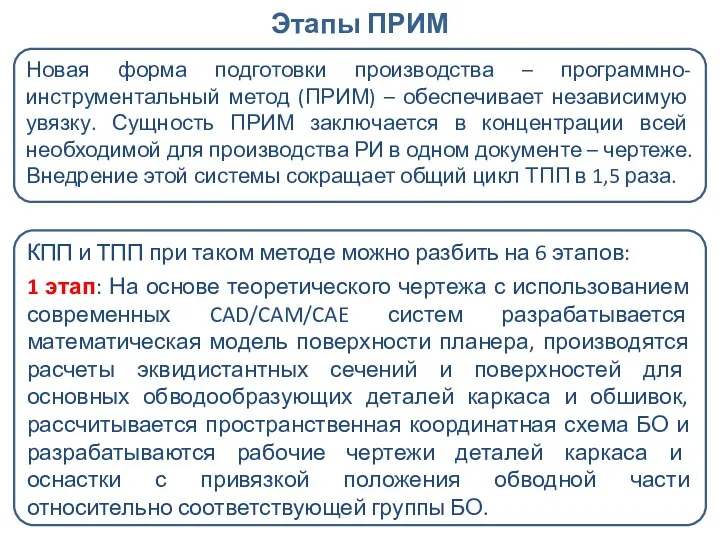
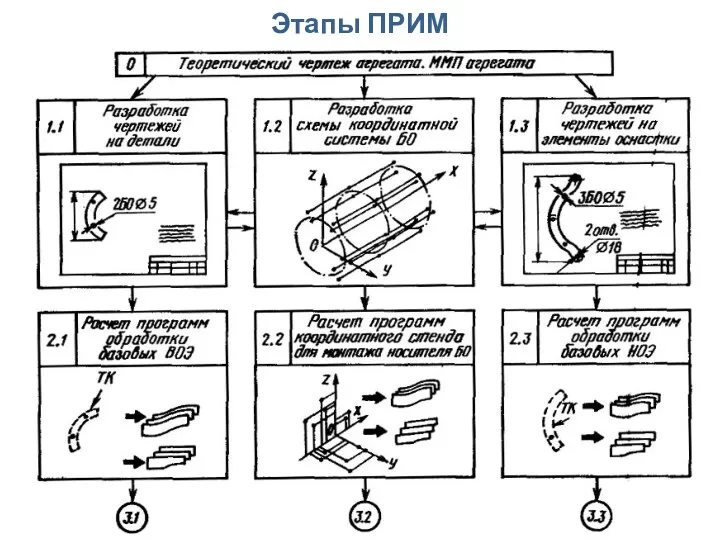
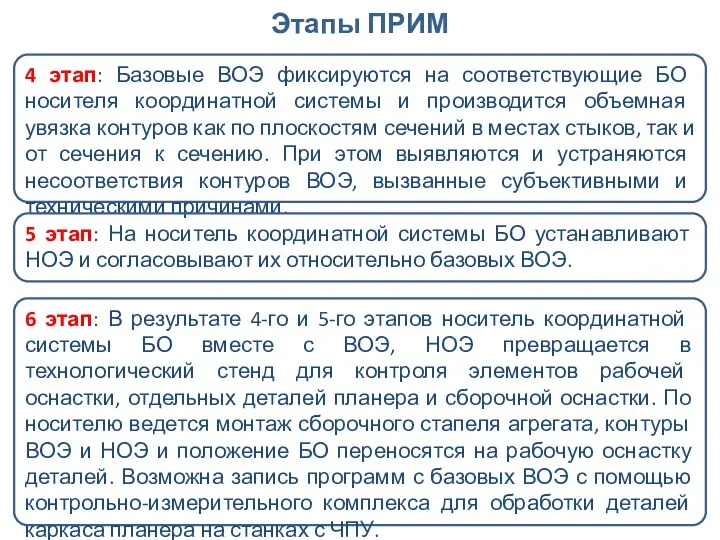
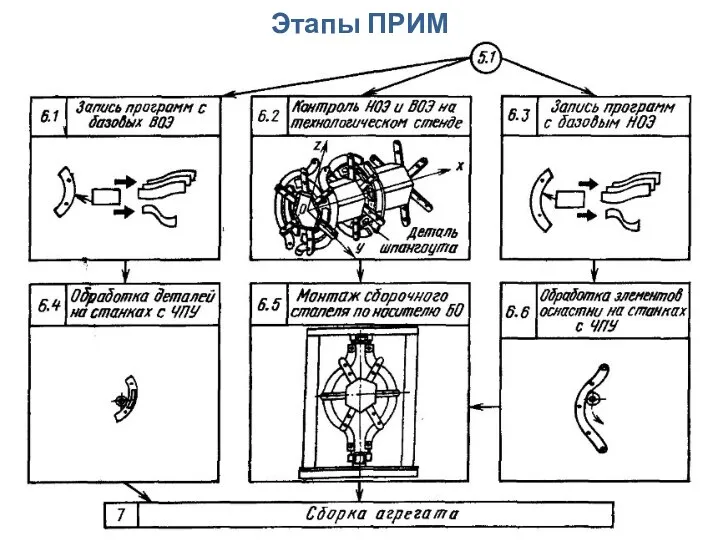
- 85. Этапы ПРИМ Новая форма подготовки производства – программно-инструментальный метод (ПРИМ) – обеспечивает независимую увязку. Сущность ПРИМ
- 86. Этапы ПРИМ
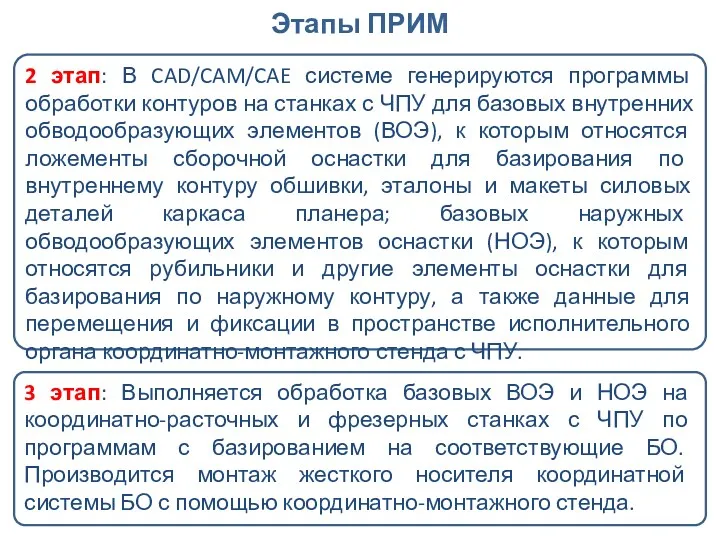
- 87. Этапы ПРИМ 2 этап: В CAD/CAM/CAE системе генерируются программы обработки контуров на станках с ЧПУ для
- 88. Этапы ПРИМ
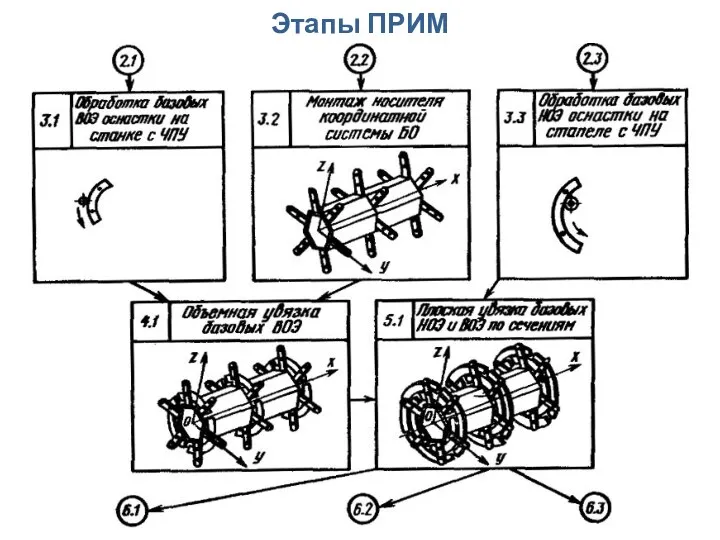
- 89. Этапы ПРИМ 4 этап: Базовые ВОЭ фиксируются на соответствующие БО носителя координатной системы и производится объемная
- 90. Этапы ПРИМ
- 91. Увязка агрегатов с линейчатой поверхностью Для агрегатов с простой линейчатой поверхностью схема увязки упрощается. В этой
- 92. Увязка агрегатов с линейчатой поверхностью
- 93. Увязка агрегатов с линейчатой поверхностью Таким образом, жесткий носитель БО с фиксаторами в совокупности с программами
- 94. Средства увязки в ПРИМ Универсальным средством увязки в ПРИМ наряду с высокоточными координатно-расточными и фрезерными станками
- 95. Метод бесплазовой увязки
- 96. Краткая характеристика метода Применяется для нежестких крупногабаритных деталей планера. Метод переноса размеров – независимый. Первоисточником размеров
- 97. Метод бесплазовой увязки ПШМ и его различные варианты имели большое значение в обеспечении изготовления взаимозаменяемых деталей,
- 98. Укрупненная схема изготовления агрегата при независимом методе увязки с использованием ЭВМ и оборудования с ЧПУ
- 99. Метод бесплазовой увязки Алгоритмы решения различных задач позволяют аналитическими методами выполнять увязку форм и размеров, разработать
- 100. Метод бесплазовой увязки МБУ осуществляется с помощью математической модели аэродинамической поверхности, полученной расчетным путем. Образование взаимосвязанных
- 101. Метод бесплазовой увязки Сущность МБУ и изготовления заготовительной и сборочной оснастки заключается в том, что с
- 102. Сравнение ПШМ и МБУ Первоисточником для перенесения форм и размеров деталей и оснастки в ПШМ служит
- 103. Основные принципы МБУ 1. ЭМ становится эталоном хранения геометрической информации об изделии и используется как средство
- 104. Основные принципы МБУ 2. ЭМ используется как первоисточник информации для получения моделей и электронных документов системы
- 105. Основные принципы МБУ 3. Значительную часть шаблонов все равно придется делать (бесплазовое не значит бесшаблонное), поскольку
- 106. Схема информационных потоков при МБУ Оборудование, ПО Исполнители Что делается? НТД
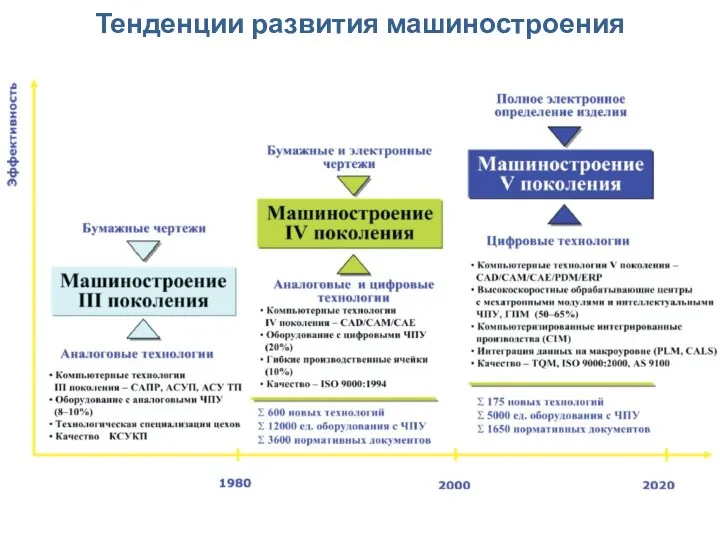
- 107. Тенденции развития машиностроения
- 108. КПП и ТПП при переходе от ПШМ к МБУ Часть 1
- 109. КПП и ТПП при переходе от ПШМ к МБУ Часть 2
- 110. КПП и ТПП при переходе от ПШМ к МБУ Часть 3
- 112. Скачать презентацию
Принятые сокращения
БО – базовые отверстия
ГМП – геометрическая модель поверхности
КД – конструкторская
Принятые сокращения
БО – базовые отверстия
ГМП – геометрическая модель поверхности
КД – конструкторская
Принятые сокращения
ТПП – технологическая подготовка производства
ТЧ – теоретический чертеж
УБО – установочно-базовые
Принятые сокращения
ТПП – технологическая подготовка производства
ТЧ – теоретический чертеж
УБО – установочно-базовые
Содержание лекции
Понятие увязки
Методы увязки
Плазово-шаблонный метод
Эталонно-шаблонный метод
Макетно-инструментальный метод
Метод объемной увязки
Программно-инструментальный метод увязки
Метод
Содержание лекции
Понятие увязки
Методы увязки
Плазово-шаблонный метод
Эталонно-шаблонный метод
Макетно-инструментальный метод
Метод объемной увязки
Программно-инструментальный метод увязки
Метод

Понятие увязки
Понятие увязки
Взаимозаменяемость и точность
В соответствии с ГОСТ 18831-73 взаимозаменяемостью называется свойство
Взаимозаменяемость и точность
В соответствии с ГОСТ 18831-73 взаимозаменяемостью называется свойство
Взаимозаменяемость и точность
Взаимозаменяемость характеризует качество проектно-конструкторских и технологических решений, технологический
Взаимозаменяемость и точность
Взаимозаменяемость характеризует качество проектно-конструкторских и технологических решений, технологический
Точность увязки размеров между собой
Разность действительных и заданных величин размеров количественно
Точность увязки размеров между собой
Разность действительных и заданных величин размеров количественно

Точность увязки размеров между собой
Точное изготовление стыка определяется значением размеров между
Точность увязки размеров между собой
Точное изготовление стыка определяется значением размеров между
Точность увязки размеров между собой
Точность взаимной увязки двух размеров А и
Точность увязки размеров между собой
Точность взаимной увязки двух размеров А и

Методы увязки
Методы увязки
Методы увязки размеров между собой
Методы увязки составных частей планера ЛА определяют
Методы увязки размеров между собой
Методы увязки составных частей планера ЛА определяют
Методы увязки размеров между собой
Образование конечного (истинного) размера и формы поверхности
Методы увязки размеров между собой
Образование конечного (истинного) размера и формы поверхности
В авиастроении используются
три принципа увязки:
по принципу связанного образования форм
три принципа увязки:
по принципу связанного образования форм

Принцип связанного образования
форм и размеров
Схема увязки размеров А и В
Принцип связанного образования
форм и размеров
Схема увязки размеров А и В
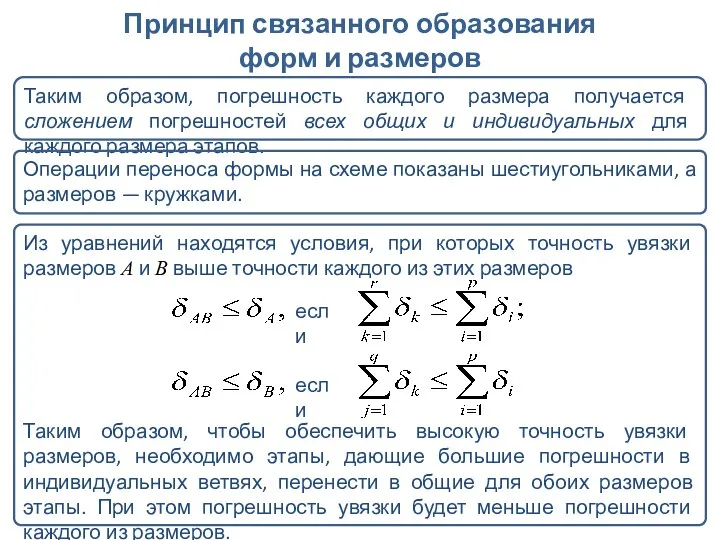
Таким образом, погрешность каждого размера получается сложением погрешностей всех общих и
Таким образом, погрешность каждого размера получается сложением погрешностей всех общих и
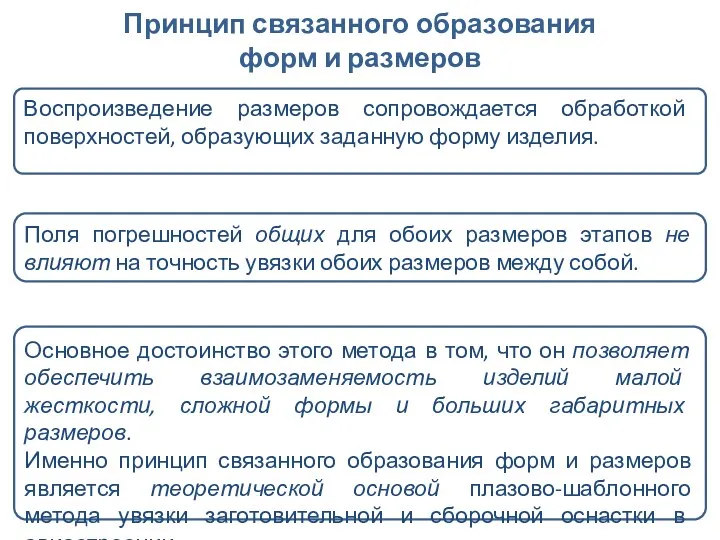
Воспроизведение размеров сопровождается обработкой поверхностей, образующих заданную форму изделия.
Принцип связанного
Воспроизведение размеров сопровождается обработкой поверхностей, образующих заданную форму изделия.
Принцип связанного
Принцип независимого образования
форм и размеров
Схема увязки размеров А и В
Принцип независимого образования
форм и размеров
Схема увязки размеров А и В

Принцип компенсации
Увязка на основе принципа компенсации (а) состоит из одного этапа
Принцип компенсации
Увязка на основе принципа компенсации (а) состоит из одного этапа

Плазово-шаблонный метод
Плазово-шаблонный метод

Плазово-шаблонный метод вот уже более пятидесяти лет остается основным методом подготовки
Плазово-шаблонный метод вот уже более пятидесяти лет остается основным методом подготовки
ПЛАЗ (от франц. place – место) – хорошо освещенная ровная поверхность
ПЛАЗ (от франц. place – место) – хорошо освещенная ровная поверхность
Изделия в авиастроении имеют большие абсолютные размеры, поэтому, проектируя элементы конструкции,
Изделия в авиастроении имеют большие абсолютные размеры, поэтому, проектируя элементы конструкции,
На основании теоретического чертежа по дискретному набору точек строятся в натуральную
На основании теоретического чертежа по дискретному набору точек строятся в натуральную

Плазовый цех
1 – разбивка теоретического чертежа; 2 – рейка; 3 –
Плазовый цех
1 – разбивка теоретического чертежа; 2 – рейка; 3 –
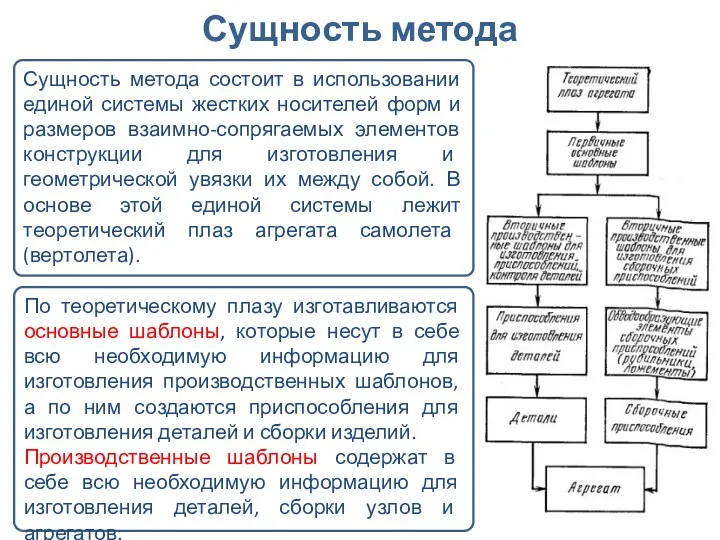
Сущность метода состоит в использовании единой системы жестких носителей форм и
Сущность метода состоит в использовании единой системы жестких носителей форм и
С помощью ПШМ производится увязка контуров плоских сечений каждого агрегата и
С помощью ПШМ производится увязка контуров плоских сечений каждого агрегата и
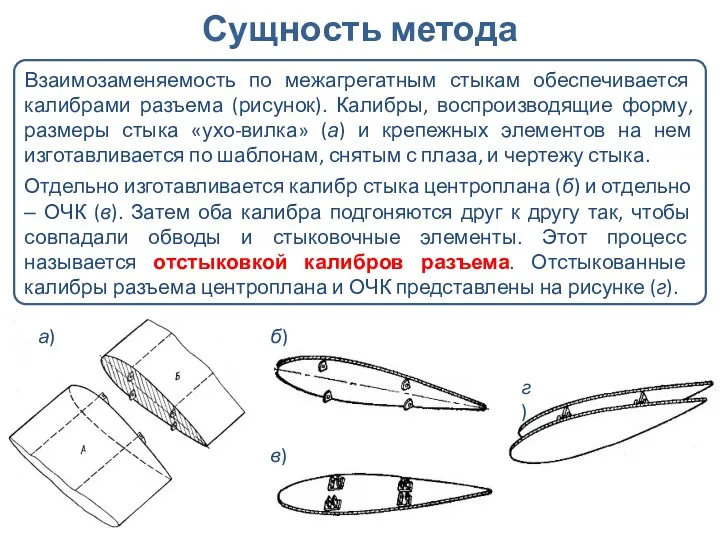
Взаимозаменяемость по межагрегатным стыкам обеспечивается калибрами разъема (рисунок). Калибры, воспроизводящие форму,
Взаимозаменяемость по межагрегатным стыкам обеспечивается калибрами разъема (рисунок). Калибры, воспроизводящие форму,

Схема информационных потоков
при плазовой подготовке производства
Оборудование, ПО
Исполнители
Что делается?
НТД
Схема информационных потоков
при плазовой подготовке производства
Оборудование, ПО
Исполнители
Что делается?
НТД

Теоретическим плазом называют чертеж агрегата, выполненный в натуральную величину. На этом
Теоретическим плазом называют чертеж агрегата, выполненный в натуральную величину. На этом
Теоретический плаз агрегата вычерчивается в трех проекциях, увязанных между собой по
Теоретический плаз агрегата вычерчивается в трех проекциях, увязанных между собой по
Используются два метода задания и построения контуров агрегатов самолета: графический и
Используются два метода задания и построения контуров агрегатов самолета: графический и
Метод батоксов и горизонталей
Позволяет увязать и построить контуры агрегатов с помощью
Метод батоксов и горизонталей
Позволяет увязать и построить контуры агрегатов с помощью
Метод батоксов и горизонталей
Рассмотрим построение плаза агрегата этим методом. Если координаты
Метод батоксов и горизонталей
Рассмотрим построение плаза агрегата этим методом. Если координаты
Основные шаблоны и конструктивные плазы
К основным относятся шаблон контрольно-контурный, отпечаток контрольный
Основные шаблоны и конструктивные плазы
К основным относятся шаблон контрольно-контурный, отпечаток контрольный
Основные шаблоны и конструктивные плазы
Конструктивный плаз (КП) полностью повторяет ШКК с
Основные шаблоны и конструктивные плазы
Конструктивный плаз (КП) полностью повторяет ШКК с

Основные шаблоны и конструктивные плазы
При вычерчивании толщины продольных элементов следует учитывать
Основные шаблоны и конструктивные плазы
При вычерчивании толщины продольных элементов следует учитывать
Производственные шаблоны
Производственные шаблоны (ПШ) предназначены для изготовления СП, оснастки и деталей.
Производственные шаблоны
Производственные шаблоны (ПШ) предназначены для изготовления СП, оснастки и деталей.

Производственные шаблоны
Номенклатура детального комплекта шаблонов определяется ее конструкцией.
На рисунке показана
Производственные шаблоны
Номенклатура детального комплекта шаблонов определяется ее конструкцией.
На рисунке показана

Схема увязки при ПШМ
Схема увязки при ПШМ
Координатограф
Для снижения трудоемкости при вычерчивании плазов и разметки шаблонов применяются координатографы.
Координатограф
Для снижения трудоемкости при вычерчивании плазов и разметки шаблонов применяются координатографы.

Координатограф для вычерчивания плазов
Координатограф для вычерчивания плазов
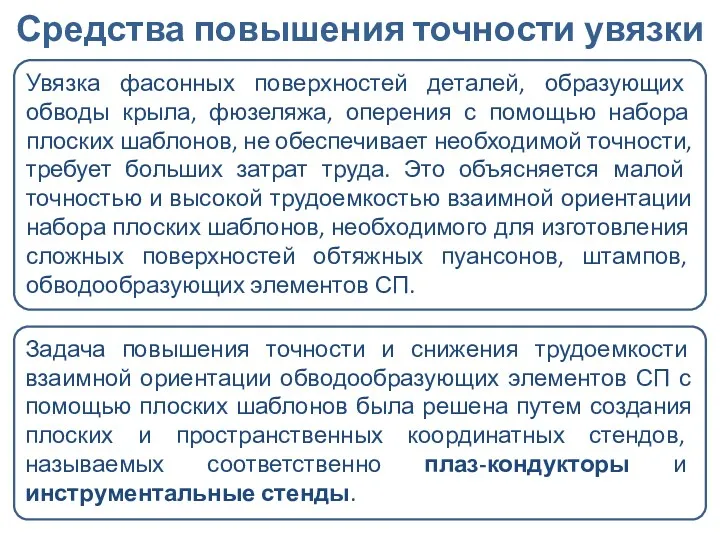
Увязка фасонных поверхностей деталей, образующих обводы крыла, фюзеляжа, оперения с помощью
Увязка фасонных поверхностей деталей, образующих обводы крыла, фюзеляжа, оперения с помощью

Представляет собой монолитную плиту, по бокам которой укреплены координатные линейки с
Представляет собой монолитную плиту, по бокам которой укреплены координатные линейки с

Инструментальный стенд (а) представляет собой материализованную пространственную систему координат. В продольной,
Инструментальный стенд (а) представляет собой материализованную пространственную систему координат. В продольной,

В последнее время для монтажа стапелей используются лазерные устройства. С помощью
В последнее время для монтажа стапелей используются лазерные устройства. С помощью
Внедрение в 30-х гг. ПШМ в несколько раз удешевило и ускорило
Внедрение в 30-х гг. ПШМ в несколько раз удешевило и ускорило
В 80-е годы внедрение САПР позволило модифицировать этот метод и автоматизировать
В 80-е годы внедрение САПР позволило модифицировать этот метод и автоматизировать
В основном разработка КД осуществляется по традиционной бумажной технологии. 3D-конструирование осваивается
В основном разработка КД осуществляется по традиционной бумажной технологии. 3D-конструирование осваивается
Основная идея ПШМ заключается в связанном переносе размеров с чертежа на
Основная идея ПШМ заключается в связанном переносе размеров с чертежа на
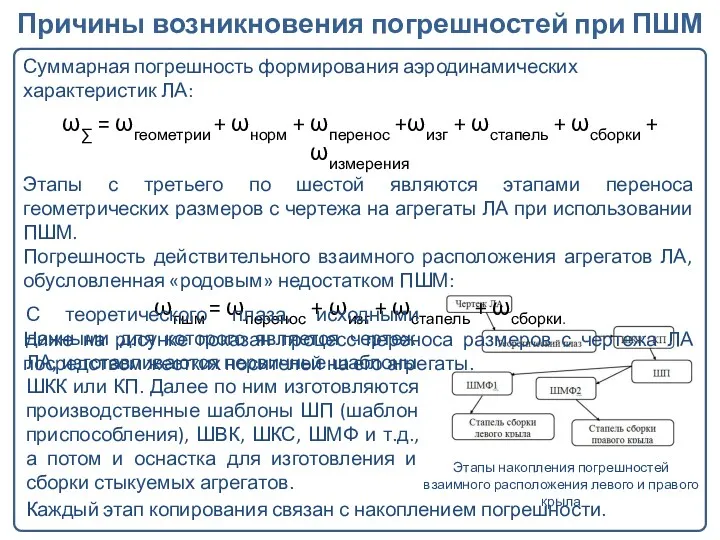
Суммарная погрешность формирования аэродинамических характеристик ЛА:
ω∑ = ωгеометрии + ωнорм +
Суммарная погрешность формирования аэродинамических характеристик ЛА:
ω∑ = ωгеометрии + ωнорм +
Как видно схемы увязки левого и правого крыла самолета, два стапеля
Как видно схемы увязки левого и правого крыла самолета, два стапеля
Второй существенный недостаток ПШМ проявляется при контроле геометрических параметров собранных агрегатов.
Второй существенный недостаток ПШМ проявляется при контроле геометрических параметров собранных агрегатов.
При контроле отклонения размеров агрегатов ЛА относительно стапеля вносится неизвестная систематическая
При контроле отклонения размеров агрегатов ЛА относительно стапеля вносится неизвестная систематическая

Эталонно-шаблонный метод
Эталонно-шаблонный метод
Эталонно-шаблонный метод (ЭШМ) повысил точность увязки оснастки, снизил ее трудоемкость. Сущность
Эталонно-шаблонный метод (ЭШМ) повысил точность увязки оснастки, снизил ее трудоемкость. Сущность
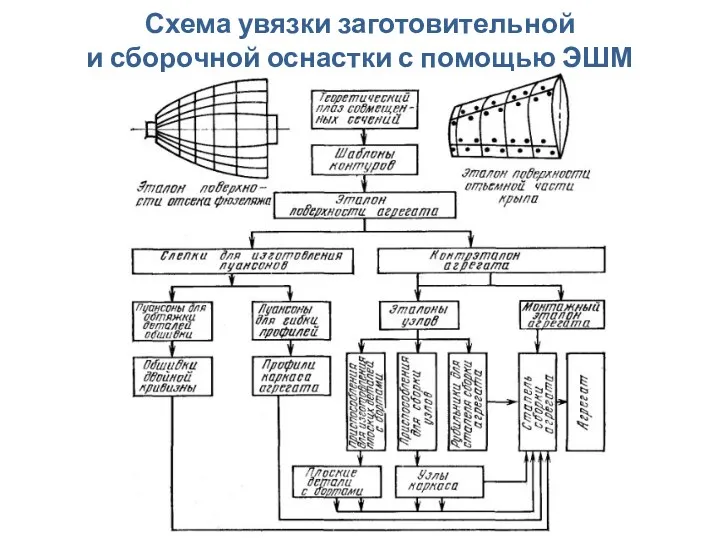
Схема увязки заготовительной
и сборочной оснастки с помощью ЭШМ
Схема увязки заготовительной
и сборочной оснастки с помощью ЭШМ
Монтажный эталон является единственным носителем форм и размеров при монтаже всех
Монтажный эталон является единственным носителем форм и размеров при монтаже всех
Схемы увязки при ЭШМ
Увязка указанных на ТЧ размеров и форм плоских
Схемы увязки при ЭШМ
Увязка указанных на ТЧ размеров и форм плоских
ШКК несет информацию обо всех геометрических параметрах деталей, входящих в данное
ШКК несет информацию обо всех геометрических параметрах деталей, входящих в данное
Схемы увязки при ЭШМ
Примером рабочей схемы увязки может служить схема для
Схемы увязки при ЭШМ
Примером рабочей схемы увязки может служить схема для

Для изготовления обшивок необходим обтяжной пуансон из пескоклеевой массы (ПСК). Этот
Для изготовления обшивок необходим обтяжной пуансон из пескоклеевой массы (ПСК). Этот

Схема увязки при ЭШМ
Схема увязки при ЭШМ
увеличенные сроки запуска и серийного освоения новых изделий;
невозможность проведения
увеличенные сроки запуска и серийного освоения новых изделий;
невозможность проведения

Макетно-инструментальный метод
Макетно-инструментальный метод
Макетно-инструментальный метод увязки (его еще называют координатно-шаблонный метод) применяется при изготовлении
Макетно-инструментальный метод увязки (его еще называют координатно-шаблонный метод) применяется при изготовлении

Принципиальная схема увязки
Теоретический чертеж агрегата
ТП
ШКК и КП
Рабочие шаблоны
Штамповая оснастка
Детали
Макет поверхности агрегата
Слепок
Принципиальная схема увязки
Теоретический чертеж агрегата
ТП
ШКК и КП
Рабочие шаблоны
Штамповая оснастка
Детали
Макет поверхности агрегата
Слепок
Макетно-инструментальный метод
Исходными элементами для увязки оснастки являются КП и ШКК, по
Макетно-инструментальный метод
Исходными элементами для увязки оснастки являются КП и ШКК, по
Метод объемной увязки
Метод объемной увязки
Краткая характеристика
Метод объемной увязки (МОУ) применяется для силовых агрегатов и деталей
Краткая характеристика
Метод объемной увязки (МОУ) применяется для силовых агрегатов и деталей
Сущность МОУ
Создается объемный макет отсека или агрегата, собранный из взаимоувязанных деталей,
Сущность МОУ
Создается объемный макет отсека или агрегата, собранный из взаимоувязанных деталей,
Сущность МОУ
Сборка узлов и агрегатов объемного макета и первых изделий выполняется
Сущность МОУ
Сборка узлов и агрегатов объемного макета и первых изделий выполняется
Увязка эталонно-шаблонной и рабочей оснастки
Конструктивная увязка деталей планера и элементов бортовых
Увязка эталонно-шаблонной и рабочей оснастки
Конструктивная увязка деталей планера и элементов бортовых
Пространственные носители форм и размеров
При освоении серийного производства нового изделия используется
Пространственные носители форм и размеров
При освоении серийного производства нового изделия используется
Пространственные носители форм и размеров
Каркас базового эталона обычно выполняют сварным, состоящим
Пространственные носители форм и размеров
Каркас базового эталона обычно выполняют сварным, состоящим
Пространственные носители форм и размеров
Стыковые узлы монтируют на каркас базового эталона
Пространственные носители форм и размеров
Стыковые узлы монтируют на каркас базового эталона
Пространственные носители форм и размеров
Для отсеков типа кабин, конструкция которых включает
Пространственные носители форм и размеров
Для отсеков типа кабин, конструкция которых включает
Пространственные носители форм и размеров
Образцовая обшивка служит для обработки номинальных обрезов,
Пространственные носители форм и размеров
Образцовая обшивка служит для обработки номинальных обрезов,
Пространственные носители форм и размеров
Для увязки деталей каркаса планера и получения
Пространственные носители форм и размеров
Для увязки деталей каркаса планера и получения
Увязка сборочной оснастки
Одновременно с изготовлением и увязкой деталей планера выполняют
Увязка сборочной оснастки
Одновременно с изготовлением и увязкой деталей планера выполняют
Агрегатная сборка объемного макета
Для обеспечения с первых изделий высокой степени взаимозаменяемости
Агрегатная сборка объемного макета
Для обеспечения с первых изделий высокой степени взаимозаменяемости
Достоинства МОУ
МОУ, лежащий в основе ТПП, обладает высокой эффективностью, способствует совершенствованию
Достоинства МОУ
МОУ, лежащий в основе ТПП, обладает высокой эффективностью, способствует совершенствованию

Программно-инструментальный метод увязки
Программно-инструментальный метод увязки
Общие сведения
Основой автоматизации производства, сокращения сроков подготовки выпуска новых изделий и
Общие сведения
Основой автоматизации производства, сокращения сроков подготовки выпуска новых изделий и
Этапы ПРИМ
Новая форма подготовки производства – программно-инструментальный метод (ПРИМ) – обеспечивает
Этапы ПРИМ
Новая форма подготовки производства – программно-инструментальный метод (ПРИМ) – обеспечивает
Этапы ПРИМ
Этапы ПРИМ
Этапы ПРИМ
2 этап: В CAD/CAM/CAE системе генерируются программы обработки контуров на
Этапы ПРИМ
2 этап: В CAD/CAM/CAE системе генерируются программы обработки контуров на
Этапы ПРИМ
Этапы ПРИМ
Этапы ПРИМ
4 этап: Базовые ВОЭ фиксируются на соответствующие БО носителя координатной
Этапы ПРИМ
4 этап: Базовые ВОЭ фиксируются на соответствующие БО носителя координатной
Этапы ПРИМ
Этапы ПРИМ
Увязка агрегатов с линейчатой поверхностью
Для агрегатов с простой линейчатой поверхностью схема
Увязка агрегатов с линейчатой поверхностью
Для агрегатов с простой линейчатой поверхностью схема

Увязка агрегатов с линейчатой поверхностью
Увязка агрегатов с линейчатой поверхностью
Увязка агрегатов с линейчатой поверхностью
Таким образом, жесткий носитель БО с фиксаторами
Увязка агрегатов с линейчатой поверхностью
Таким образом, жесткий носитель БО с фиксаторами
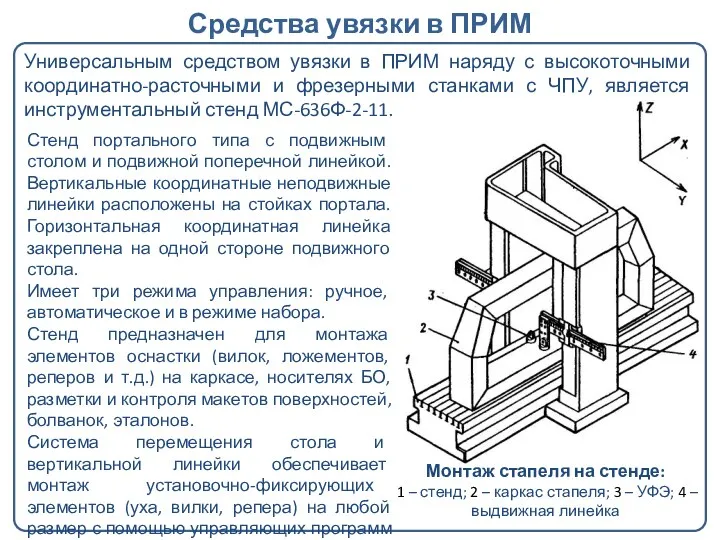
Средства увязки в ПРИМ
Универсальным средством увязки в ПРИМ наряду с высокоточными
Средства увязки в ПРИМ
Универсальным средством увязки в ПРИМ наряду с высокоточными

Метод бесплазовой увязки
Метод бесплазовой увязки
Краткая характеристика метода
Применяется для нежестких крупногабаритных деталей планера. Метод переноса размеров
Краткая характеристика метода
Применяется для нежестких крупногабаритных деталей планера. Метод переноса размеров
Метод бесплазовой увязки
ПШМ и его различные варианты имели большое значение в
Метод бесплазовой увязки
ПШМ и его различные варианты имели большое значение в
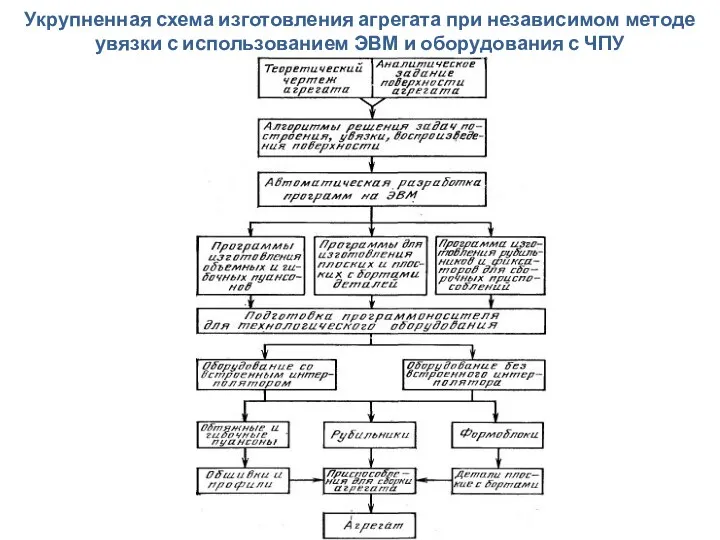
Укрупненная схема изготовления агрегата при независимом методе увязки с использованием ЭВМ
Укрупненная схема изготовления агрегата при независимом методе увязки с использованием ЭВМ
Метод бесплазовой увязки
Алгоритмы решения различных задач позволяют аналитическими методами выполнять увязку
Метод бесплазовой увязки
Алгоритмы решения различных задач позволяют аналитическими методами выполнять увязку
Метод бесплазовой увязки
МБУ осуществляется с помощью математической модели аэродинамической поверхности, полученной
Метод бесплазовой увязки
МБУ осуществляется с помощью математической модели аэродинамической поверхности, полученной
Метод бесплазовой увязки
Сущность МБУ и изготовления заготовительной и сборочной оснастки заключается
Метод бесплазовой увязки
Сущность МБУ и изготовления заготовительной и сборочной оснастки заключается

Сравнение ПШМ и МБУ
Первоисточником для перенесения форм и размеров деталей и
Сравнение ПШМ и МБУ
Первоисточником для перенесения форм и размеров деталей и
Основные принципы МБУ
1. ЭМ становится эталоном хранения геометрической информации об изделии
Основные принципы МБУ
1. ЭМ становится эталоном хранения геометрической информации об изделии
Основные принципы МБУ
2. ЭМ используется как первоисточник информации для получения моделей
Основные принципы МБУ
2. ЭМ используется как первоисточник информации для получения моделей
Основные принципы МБУ
3. Значительную часть шаблонов все равно придется делать (бесплазовое
Основные принципы МБУ
3. Значительную часть шаблонов все равно придется делать (бесплазовое

Схема информационных потоков при МБУ
Оборудование, ПО
Исполнители
Что делается?
НТД
Схема информационных потоков при МБУ
Оборудование, ПО
Исполнители
Что делается?
НТД
Тенденции развития машиностроения
Тенденции развития машиностроения

КПП и ТПП при переходе от ПШМ к МБУ
Часть 1
КПП и ТПП при переходе от ПШМ к МБУ
Часть 1

КПП и ТПП при переходе от ПШМ к МБУ
Часть 2
КПП и ТПП при переходе от ПШМ к МБУ
Часть 2

КПП и ТПП при переходе от ПШМ к МБУ
Часть 3
КПП и ТПП при переходе от ПШМ к МБУ
Часть 3
 Портфолио учителя технологии
Портфолио учителя технологии Тукайга килэ халык...
Тукайга килэ халык... Логические схемы. Определение, построение, преобразование
Логические схемы. Определение, построение, преобразование Вводный учебный курс для новых дилеров Audi. Двигатели
Вводный учебный курс для новых дилеров Audi. Двигатели Leben und Schaffen von Johann Wolfgang von Goethe
Leben und Schaffen von Johann Wolfgang von Goethe Задачи, содержание и формы организации работы на уроках ППО
Задачи, содержание и формы организации работы на уроках ППО УФК по Республике Крым. Подключение к системе Электронный бюджет
УФК по Республике Крым. Подключение к системе Электронный бюджет Как стать менеджером
Как стать менеджером Obliczenia w Matlabie. Operatory, instrukcje sterujące, operacje bitowe
Obliczenia w Matlabie. Operatory, instrukcje sterujące, operacje bitowe Презентация по теме География религий
Презентация по теме География религий Гидропрессы. Приводы гидравлических прессов
Гидропрессы. Приводы гидравлических прессов Народные художественные промыслы России. Хохлома
Народные художественные промыслы России. Хохлома Сердце отдаю детям творческий отчет-презентация работы кружка Умелые руки.
Сердце отдаю детям творческий отчет-презентация работы кружка Умелые руки. Алексей Михайлович Романов 1645 - 1676
Алексей Михайлович Романов 1645 - 1676 БАД к пище желе с коллагеном Тяньши
БАД к пище желе с коллагеном Тяньши Как выбрать линолеум? Советы от Парней из Камня
Как выбрать линолеум? Советы от Парней из Камня Макет выпускной квалификационной работы
Макет выпускной квалификационной работы Загальна характеристика електронної комерції в міжнародному торговому праві
Загальна характеристика електронної комерції в міжнародному торговому праві Выставление оценок в электронный журнал
Выставление оценок в электронный журнал Материалы, применяемые в машиностроении
Материалы, применяемые в машиностроении Монтаж квартальных сетей и вводов
Монтаж квартальных сетей и вводов Школьная газета
Школьная газета Продвижение в Интернете. Создание web-сайта
Продвижение в Интернете. Создание web-сайта Личные местоимения
Личные местоимения Пожарный – герой!
Пожарный – герой! Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС
Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС Топливо и маслозаправочные колонки. Тема №6
Топливо и маслозаправочные колонки. Тема №6 Урок Население Африки
Урок Население Африки