- ООО Донвард – Гидравлические системы. План преобразований

Содержание
- 2. Этапы проекта Договор на аудит возможностей и ограничений Применение BFG IS для управления производством Этап I
- 3. Выбор вариантов (Из результатов I этапа)
- 4. Техническое задание Этапа II Целью реализации плана преобразований является поэтапное изменение бизнес-процессов, организационной структуры, правил планирования
- 5. Производственная система «Донвард-ГС» Синтезирован Виртуальный двойник предприятия, на котором показана достижимость поставленных целей; Подготовлен план изменений
- 6. Укрупненный план преобразования Производственной системы Организационно-штатные изменения: 1.1 Перемещение станков; 1.2 Организация идентификации и прослеживаемости; 1.3
- 7. 1.1 Перемещение станков Размещение оборудования Станки одного Рабочего центра (участка) расположены в одном помещении; Все станки
- 8. 1.2 Организация идентификации и прослеживаемости Предлагается разделить два понятия идентификации: идентификация чертежей; идентификация заказа. Заказ на
- 9. 1.2 Организация идентификации и прослеживаемости Идентификация партий деталей при движении между Рабочими центрами Партия деталей Чертеж
- 10. 1.3 Создание службы внутрицеховой логистики Служба внутрицеховой логистики (1 сотрудник): при внедрении системы идентификации и тары
- 11. 1.3 Создание службы внутрицеховой логистики Склад «ДО» Склад «ПОСЛЕ» Движение деталей на обработку Движение деталей после
- 12. 2.1 Изменение системы подготовки производства Подготовка КД Комплектация Оценка возможности выполнения Плана производства Ориентировочная дата изготовления
- 13. 2.1 Изменение системы планирования производства Заготовительные операции Механообработка Сборка Директор по производству Дата старта производства Расчёт
- 14. 2.2 Автоматизация системы управления складами Предлагается доработка 1С: Наведение порядка на складах
- 15. 2.3 Предложение по развертыванию ПС «Донвард-ГС» Генерация плана заказов c учетом состояния склада 1С Планирование производства:
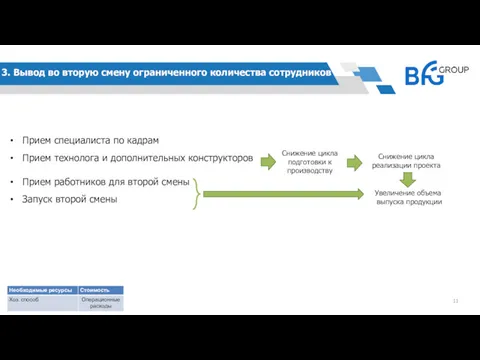
- 16. 3. Вывод во вторую смену ограниченного количества сотрудников Прием специалиста по кадрам Прием технолога и дополнительных
- 17. Укрупненный план преобразования Производственной системы Организационно-штатные изменения: 1.1 Перемещение станков; 1.2 Организация идентификации и прослеживаемости; 1.3
- 18. Предложение по организации быстрореагирующего производства Перемещение станков РЦ в одно место Создание складов Промежуточного хранения в
- 20. Скачать презентацию
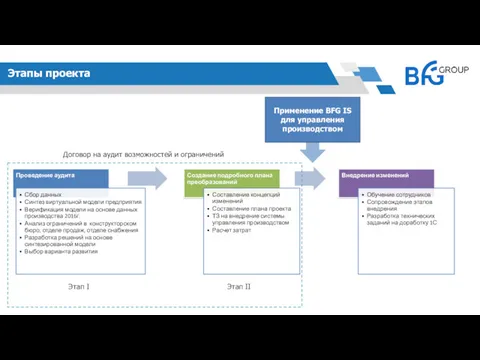
Этапы проекта
Договор на аудит возможностей и ограничений
Применение BFG IS для управления
Этапы проекта
Договор на аудит возможностей и ограничений
Применение BFG IS для управления
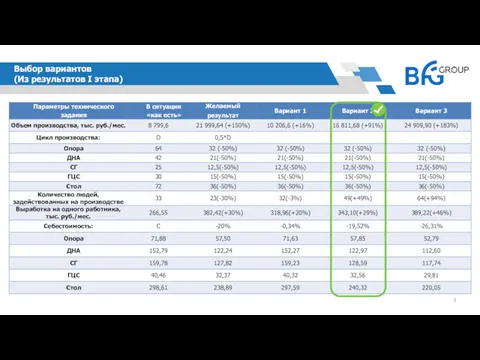
Выбор вариантов
(Из результатов I этапа)
Выбор вариантов
(Из результатов I этапа)
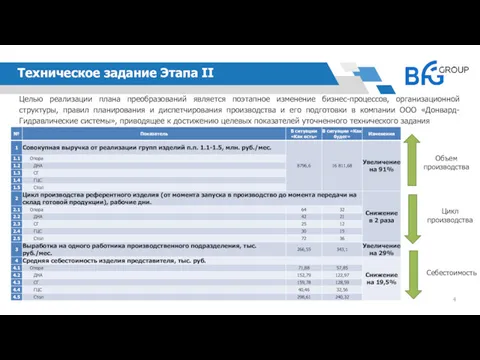
Техническое задание Этапа II
Целью реализации плана преобразований является поэтапное изменение бизнес-процессов,
Техническое задание Этапа II
Целью реализации плана преобразований является поэтапное изменение бизнес-процессов,

Производственная система «Донвард-ГС»
Синтезирован Виртуальный двойник предприятия, на котором показана достижимость поставленных
Производственная система «Донвард-ГС»
Синтезирован Виртуальный двойник предприятия, на котором показана достижимость поставленных

Укрупненный план преобразования Производственной системы
Организационно-штатные изменения:
1.1 Перемещение станков;
1.2 Организация идентификации и
Укрупненный план преобразования Производственной системы
Организационно-штатные изменения:
1.1 Перемещение станков;
1.2 Организация идентификации и
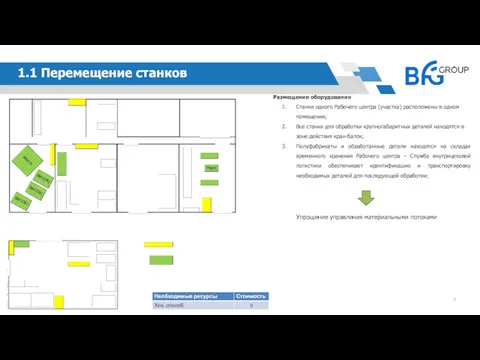
1.1 Перемещение станков
Размещение оборудования
Станки одного Рабочего центра (участка) расположены
1.1 Перемещение станков
Размещение оборудования
Станки одного Рабочего центра (участка) расположены
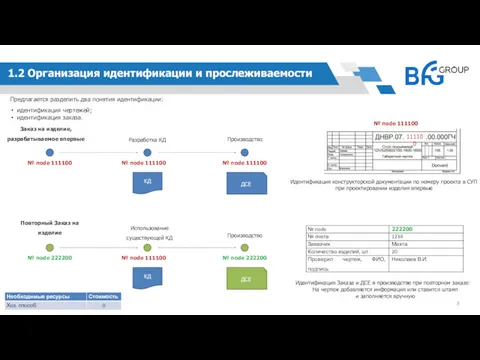
1.2 Организация идентификации и прослеживаемости
Предлагается разделить два понятия идентификации:
идентификация чертежей;
идентификация заказа.
Заказ
1.2 Организация идентификации и прослеживаемости
Предлагается разделить два понятия идентификации:
идентификация чертежей;
идентификация заказа.
Заказ
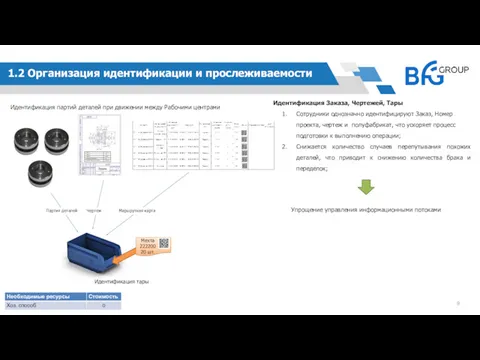
1.2 Организация идентификации и прослеживаемости
Идентификация партий деталей при движении между Рабочими
1.2 Организация идентификации и прослеживаемости
Идентификация партий деталей при движении между Рабочими
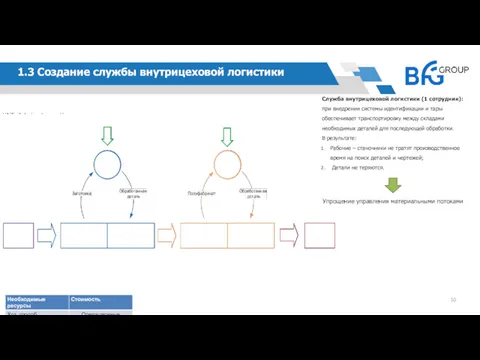
1.3 Создание службы внутрицеховой логистики
Служба внутрицеховой логистики (1 сотрудник):
при внедрении
1.3 Создание службы внутрицеховой логистики
Служба внутрицеховой логистики (1 сотрудник):
при внедрении
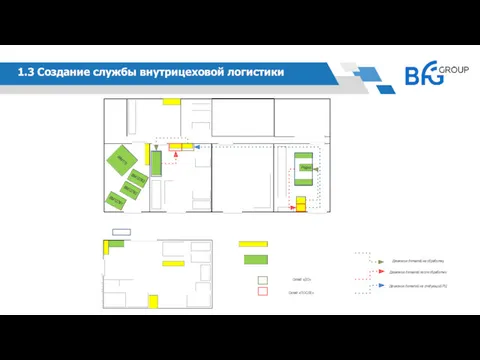
1.3 Создание службы внутрицеховой логистики
Склад «ДО»
Склад «ПОСЛЕ»
Движение деталей на обработку
Движение деталей
1.3 Создание службы внутрицеховой логистики
Склад «ДО»
Склад «ПОСЛЕ»
Движение деталей на обработку
Движение деталей
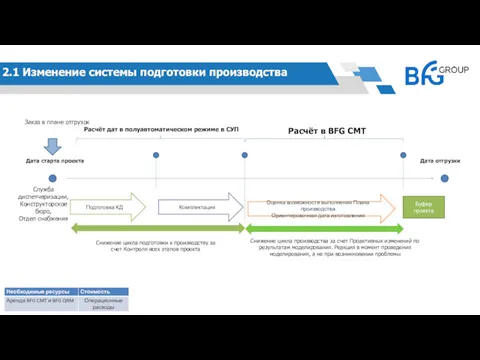
2.1 Изменение системы подготовки производства
Подготовка КД
Комплектация
Оценка возможности выполнения Плана производства
Ориентировочная дата
2.1 Изменение системы подготовки производства
Подготовка КД
Комплектация
Оценка возможности выполнения Плана производства
Ориентировочная дата
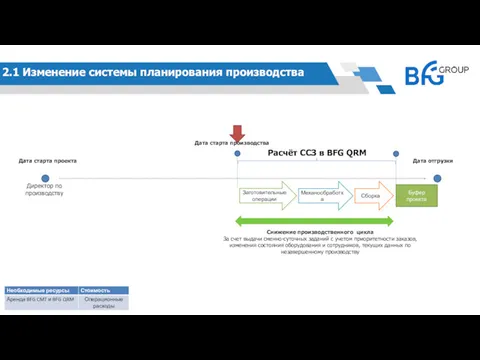
2.1 Изменение системы планирования производства
Заготовительные операции
Механообработка
Сборка
Директор по производству
Дата старта производства
Расчёт ССЗ
2.1 Изменение системы планирования производства
Заготовительные операции
Механообработка
Сборка
Директор по производству
Дата старта производства
Расчёт ССЗ
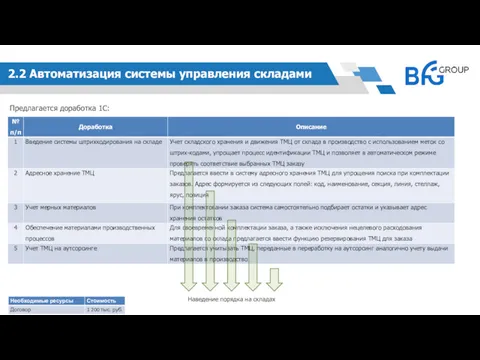
2.2 Автоматизация системы управления складами
Предлагается доработка 1С:
Наведение порядка на складах
2.2 Автоматизация системы управления складами
Предлагается доработка 1С:
Наведение порядка на складах
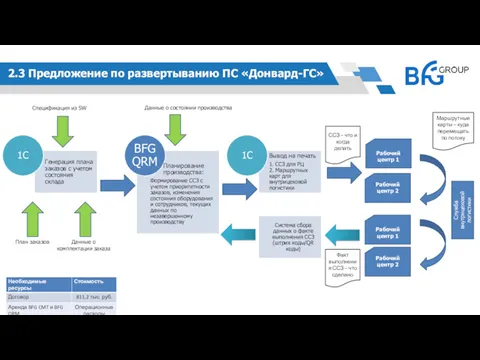
2.3 Предложение по развертыванию ПС «Донвард-ГС»
Генерация плана заказов c учетом
2.3 Предложение по развертыванию ПС «Донвард-ГС»
Генерация плана заказов c учетом
3. Вывод во вторую смену ограниченного количества сотрудников
Прием специалиста по
3. Вывод во вторую смену ограниченного количества сотрудников
Прием специалиста по

Укрупненный план преобразования Производственной системы
Организационно-штатные изменения:
1.1 Перемещение станков;
1.2 Организация идентификации и
Укрупненный план преобразования Производственной системы
Организационно-штатные изменения:
1.1 Перемещение станков;
1.2 Организация идентификации и
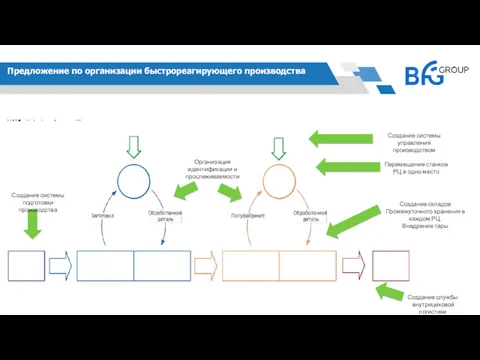
Предложение по организации быстрореагирующего производства
Перемещение станков
РЦ в одно место
Создание
Предложение по организации быстрореагирующего производства
Перемещение станков
РЦ в одно место
Создание
 Тамақтанудағы май мәселелерінің гигиеналық аспектілері
Тамақтанудағы май мәселелерінің гигиеналық аспектілері Три диагностических признака простых форм средней категории. (Практическое занятие 6)
Три диагностических признака простых форм средней категории. (Практическое занятие 6) Клинический протокол диагностики и лечения. Стеноз аортального клапана
Клинический протокол диагностики и лечения. Стеноз аортального клапана Откуда берутся трудновоспитуемые дети?
Откуда берутся трудновоспитуемые дети? Простые слова
Простые слова Финансы хозяйствующих субъектов
Финансы хозяйствующих субъектов Презентация. Консультация для родителей на тему Бабушки и дедушки в воспитании детей.
Презентация. Консультация для родителей на тему Бабушки и дедушки в воспитании детей. Использование ИКТ в образовательном пространстве ДОУ
Использование ИКТ в образовательном пространстве ДОУ Малі тіла Сонячної системи
Малі тіла Сонячної системи Средства связи предложений
Средства связи предложений Визитная карточка
Визитная карточка Работа с научной литературой
Работа с научной литературой Презентация..Роль комнатных растений в жизни человека
Презентация..Роль комнатных растений в жизни человека Новинки в ассортименте гибкой черепицы. Знание. Опыт. Мастерство
Новинки в ассортименте гибкой черепицы. Знание. Опыт. Мастерство Связь производных индолизина и трополона с медициной
Связь производных индолизина и трополона с медициной Влияние среды на строение листа
Влияние среды на строение листа Презентация каталога Оriflame
Презентация каталога Оriflame презентация опыта
презентация опыта Кислоты
Кислоты Генеральная совокупность и выборка. Дискретные и интервальные вариационные ряды
Генеральная совокупность и выборка. Дискретные и интервальные вариационные ряды Классный час Дорожные знаки
Классный час Дорожные знаки Родительское собрание №1. 2 класс
Родительское собрание №1. 2 класс Рыбы пресных водоемов
Рыбы пресных водоемов Регулируемый блок питания на транзисторах
Регулируемый блок питания на транзисторах Презентация-памятка для воспитателей по оформлению групповых помещений к Новому году и участков зимой
Презентация-памятка для воспитателей по оформлению групповых помещений к Новому году и участков зимой Эти удивительные сталактиты
Эти удивительные сталактиты Рабочая программа по математике 5 класс Диск
Рабочая программа по математике 5 класс Диск Материалы по внесению изменений в ПЗЗ в части технико-экономических показателей и ВРИ по объекту
Материалы по внесению изменений в ПЗЗ в части технико-экономических показателей и ВРИ по объекту