- Операции слесарной обработки

Содержание
- 2. это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой
- 3. До начала работы необходимо: надев спецодежду, проверить, чтобы у неё не было свисающих концов; рукава надо
- 4. Во время работы необходимо: прочно зажимать в тисках деталь или заготовку, а во время установки или
- 5. Слесарная операция, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют
- 6. Представляет собой процесс нанесения на обрабатываемую заготовку рисунка, определяющего контур детали и места обработки. Разметочные инструменты:
- 7. Перед разметкой следует провести подготовительные работы: изучить чертёж изделия, продумать наметить план разметки; измерить и заготовку
- 8. Распространенная слесарная операция, широко применяемая при разделении металла на части, при вырезании углов, фигур, пазов. Ручные
- 9. Прямолинейные ножницы служат для резания тонколистового металла по прямым и кривым линиям внешнего контура без резких
- 10. Для резки листового металла сечением больше 3-5 мм., а так же сортового металла применяются ножовки. Сортовой
- 11. Ручная ножовка состоит из рамки и полотна. Натяжение выполняется натяжным винтом. Ножовочное полотно представляет собой тонкую
- 12. Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к
- 13. Положение корпуса работающего. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол
- 14. В процессе резки осуществляется два хода – рабочий, когда ножовка перемещается вперёд от работающего, и холостой,
- 15. Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного
- 16. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. При рубке осуществляется резание
- 17. Зубило – это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин,
- 18. Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов
- 19. При ручной рубке металлов следует выполнять следующие правила безопасности: Рукоятка ручного слесарного молотка должна быть хорошо
- 20. Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на
- 21. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными
- 22. Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие
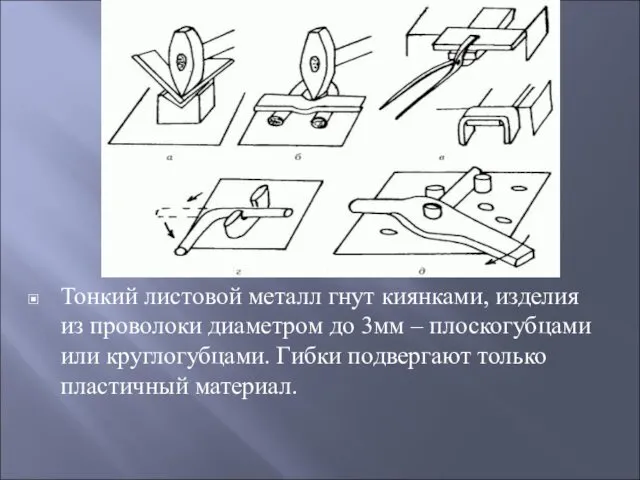
- 23. Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма
- 24. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных
- 25. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм – плоскогубцами или круглогубцами. Гибки
- 26. Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление
- 27. для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки
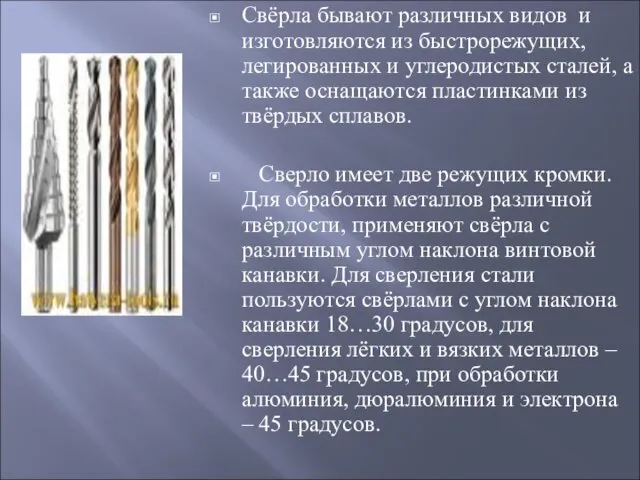
- 28. Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками
- 29. Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой,
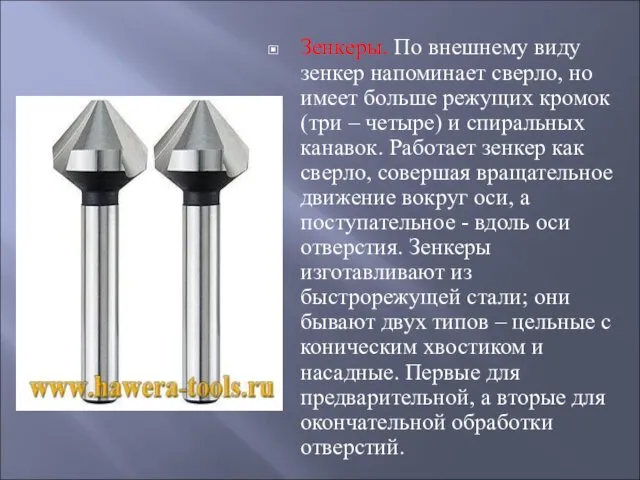
- 30. Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и
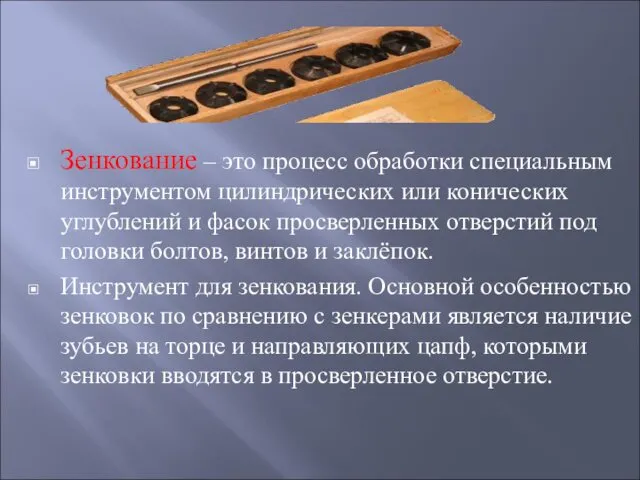
- 31. Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под
- 32. Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий высокую точность. Развёртки – это инструмент для развёртывания
- 34. Скачать презентацию
это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление
это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление
До начала работы необходимо:
надев спецодежду, проверить, чтобы у
До начала работы необходимо:
надев спецодежду, проверить, чтобы у
Во время работы необходимо:
прочно зажимать в тисках деталь
Во время работы необходимо:
прочно зажимать в тисках деталь
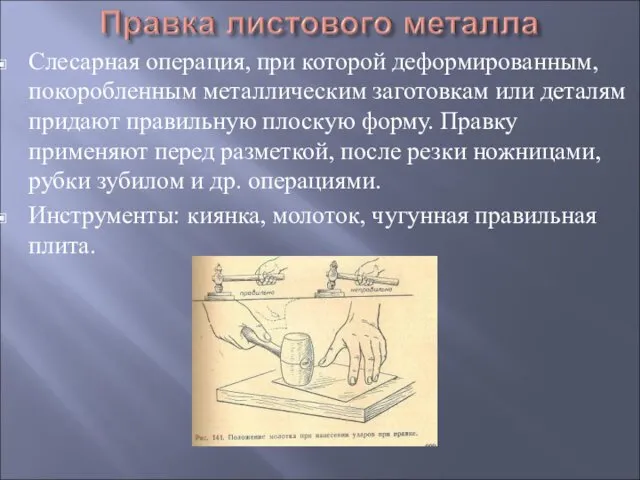
Слесарная операция, при которой деформированным, покоробленным металлическим заготовкам или деталям придают
Слесарная операция, при которой деформированным, покоробленным металлическим заготовкам или деталям придают
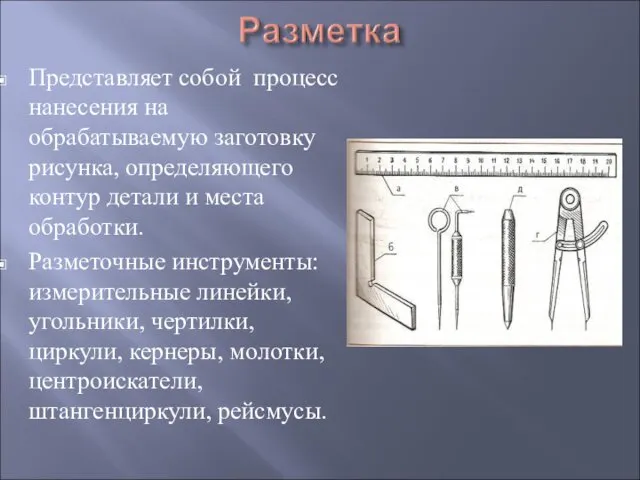
Представляет собой процесс нанесения на обрабатываемую заготовку рисунка, определяющего контур детали
Представляет собой процесс нанесения на обрабатываемую заготовку рисунка, определяющего контур детали
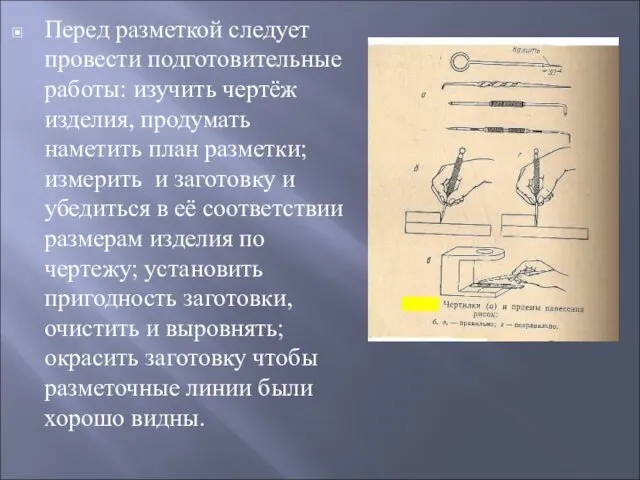
Перед разметкой следует провести подготовительные работы: изучить чертёж изделия, продумать наметить
Перед разметкой следует провести подготовительные работы: изучить чертёж изделия, продумать наметить
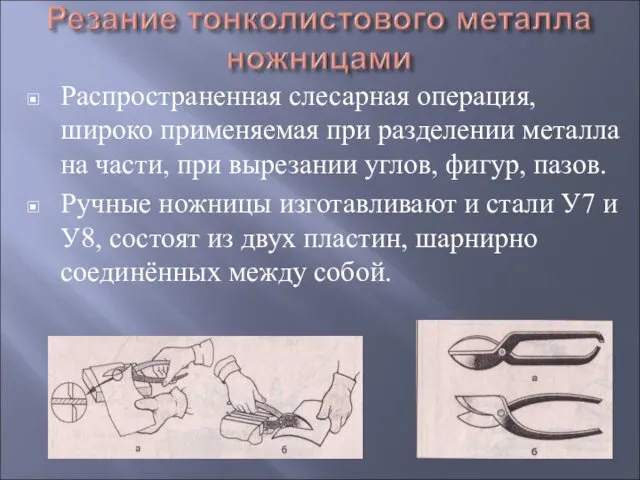
Распространенная слесарная операция, широко применяемая при разделении металла на части, при
Распространенная слесарная операция, широко применяемая при разделении металла на части, при

Прямолинейные ножницы служат для резания тонколистового металла по прямым и кривым
Прямолинейные ножницы служат для резания тонколистового металла по прямым и кривым

Для резки листового металла сечением больше 3-5 мм., а так же
Для резки листового металла сечением больше 3-5 мм., а так же

Ручная ножовка состоит из рамки и полотна. Натяжение выполняется натяжным винтом.
Ручная ножовка состоит из рамки и полотна. Натяжение выполняется натяжным винтом.
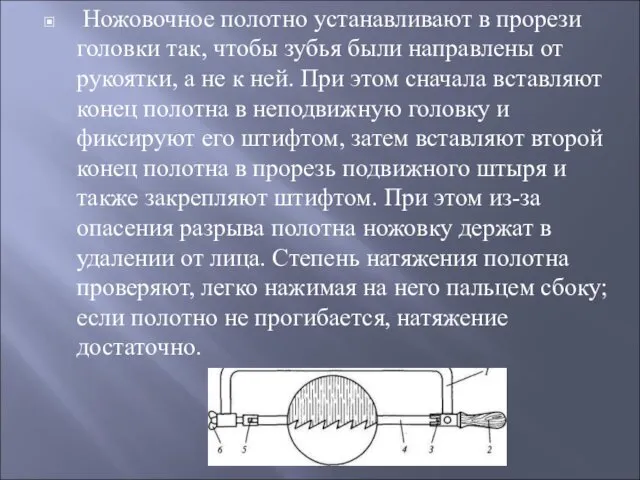
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были
Положение корпуса работающего. При резке ручной ножовкой становятся перед тисками прямо,
Положение корпуса работающего. При резке ручной ножовкой становятся перед тисками прямо,
В процессе резки осуществляется два хода – рабочий, когда ножовка
В процессе резки осуществляется два хода – рабочий, когда ножовка
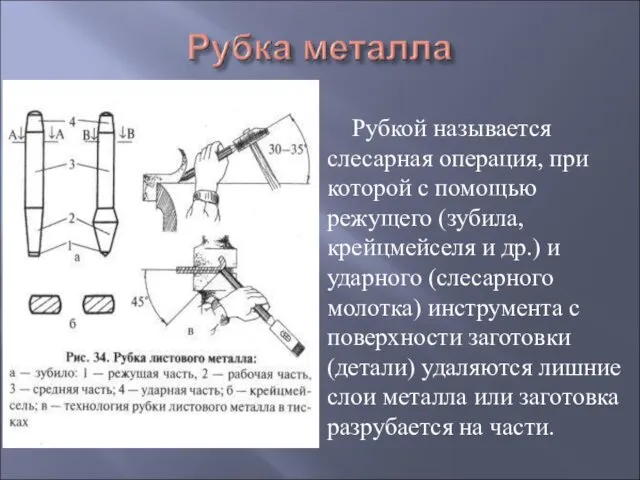
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя
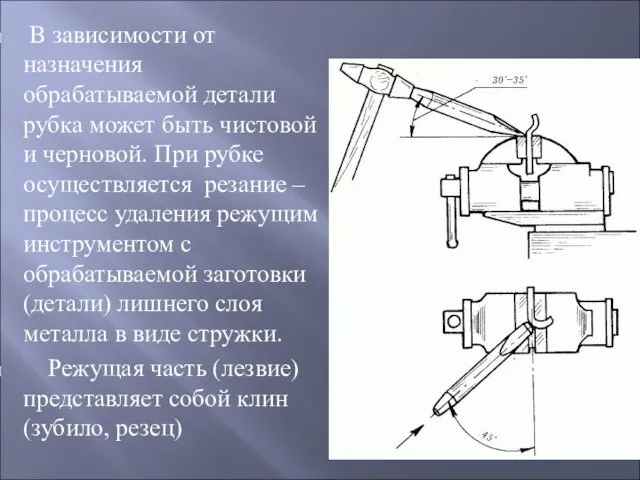
В зависимости от назначения обрабатываемой детали рубка может быть чистовой
В зависимости от назначения обрабатываемой детали рубка может быть чистовой
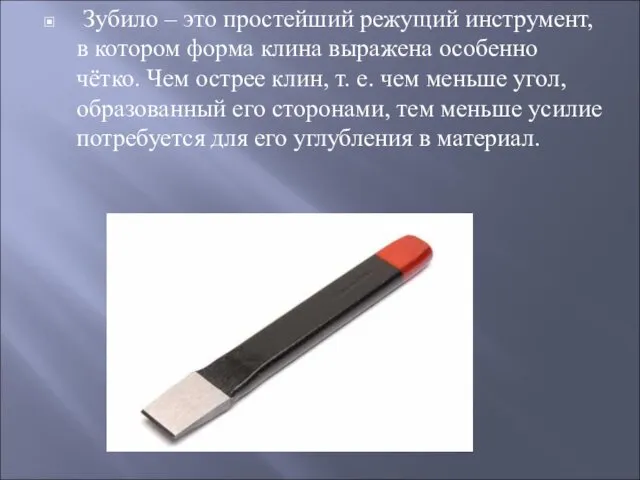
Зубило – это простейший режущий инструмент, в котором форма клина
Зубило – это простейший режущий инструмент, в котором форма клина
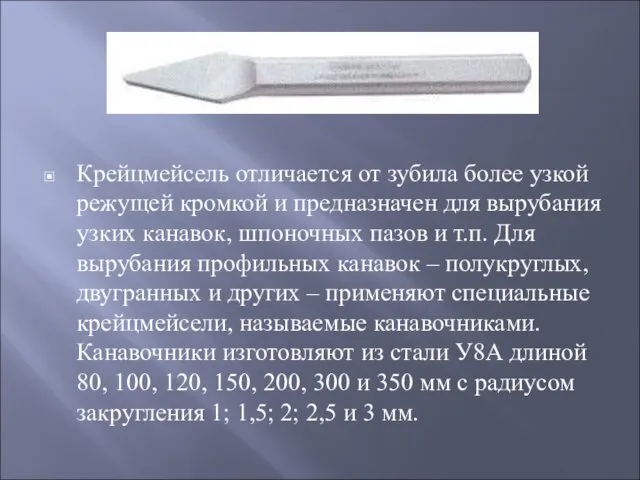
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для
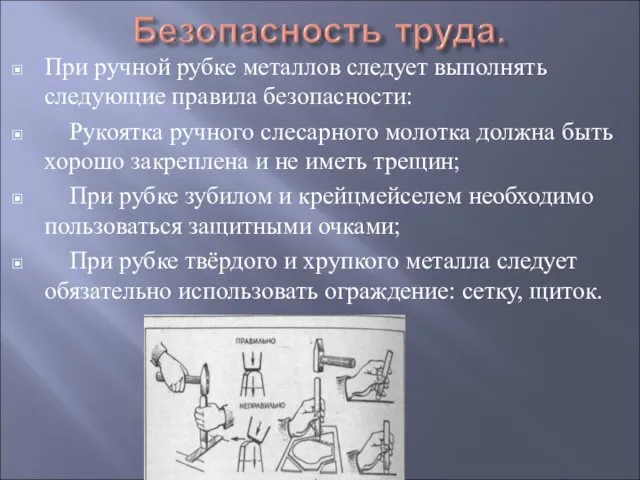
При ручной рубке металлов следует выполнять следующие правила безопасности:
Рукоятка ручного
При ручной рубке металлов следует выполнять следующие правила безопасности:
Рукоятка ручного
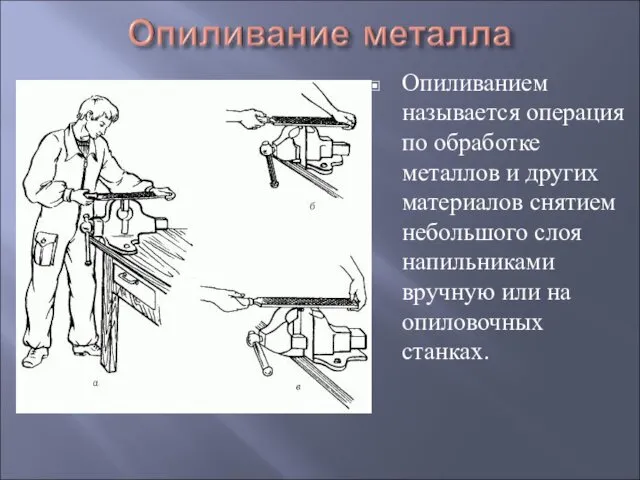
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого
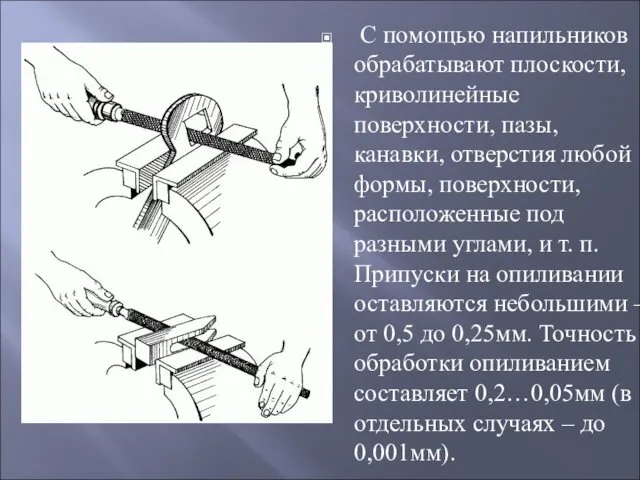
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия
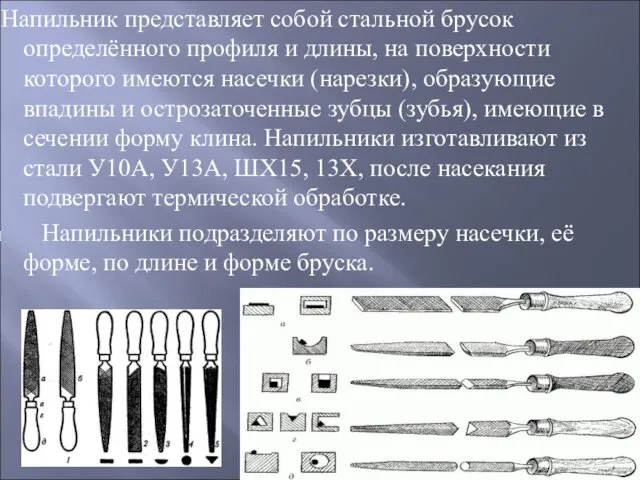
Напильник представляет собой стальной брусок определённого профиля и длины, на
Напильник представляет собой стальной брусок определённого профиля и длины, на
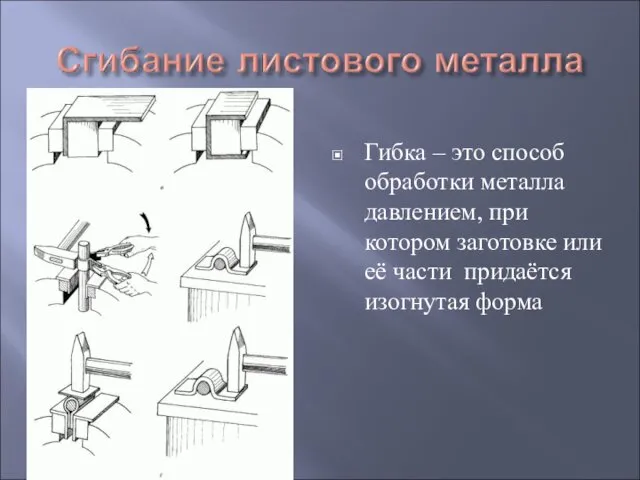
Гибка – это способ обработки металла давлением, при котором заготовке или
Гибка – это способ обработки металла давлением, при котором заготовке или
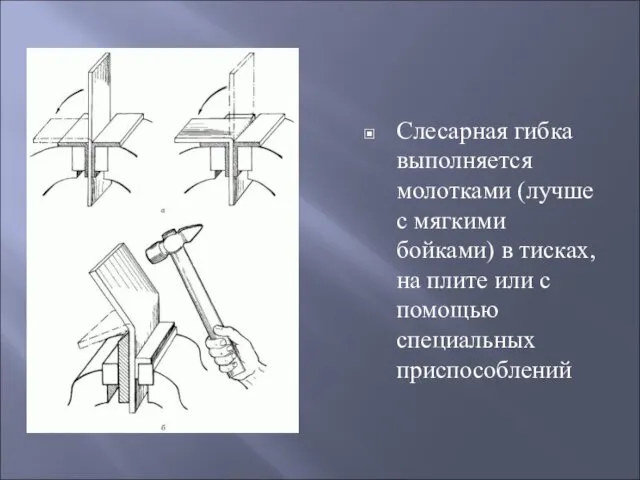
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм
Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью
для получения неответственных отверстий невысокой степени точности и значительной шероховатости,
для получения неответственных отверстий невысокой степени точности и значительной шероховатости,
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий высокую точность.
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий высокую точность.
 Хирургиялық инфекция. Жергілікті хирургиялық инфекция. Фурункул, карбункул, абцесс, флегмона, тендовагинит, іріңді артрит
Хирургиялық инфекция. Жергілікті хирургиялық инфекция. Фурункул, карбункул, абцесс, флегмона, тендовагинит, іріңді артрит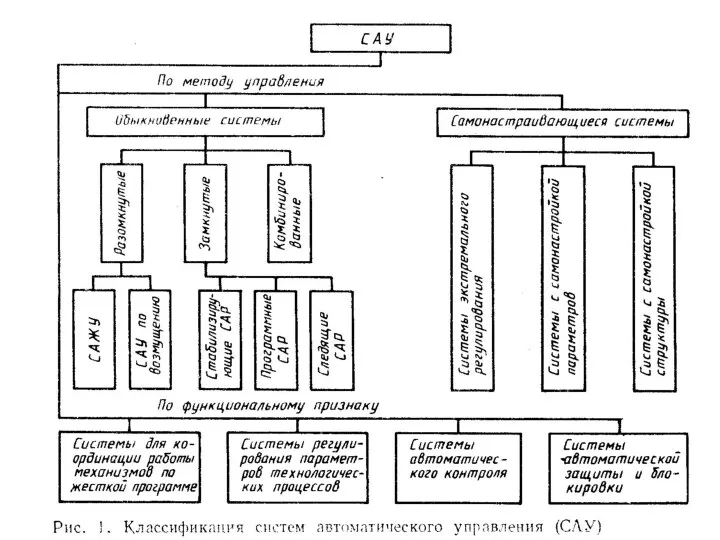 Первичные преобразователи
Первичные преобразователи История русского фарфора. Классический период
История русского фарфора. Классический период Рембрандт ван Рейн Возвращение блудного сына
Рембрандт ван Рейн Возвращение блудного сына Разработка урока. Презентация. Международные организации мира.Тема:ПКМ.10 класс.
Разработка урока. Презентация. Международные организации мира.Тема:ПКМ.10 класс. Гавриил Романович Державин (1743-1816). Творчество Г. Р. Державина
Гавриил Романович Державин (1743-1816). Творчество Г. Р. Державина Моя профессия - помощник машиниста
Моя профессия - помощник машиниста Плесень и условия ее появления. 6 класс
Плесень и условия ее появления. 6 класс Где живут слоны
Где живут слоны Цвет. Цветовая температура
Цвет. Цветовая температура День Земли
День Земли Выступление-презентация на методическом объединении учителя-логопеда Ярошевич Т.Я. Построение образовательного процесса в дошкольном образовательном учреждении компенсирующего вида
Выступление-презентация на методическом объединении учителя-логопеда Ярошевич Т.Я. Построение образовательного процесса в дошкольном образовательном учреждении компенсирующего вида 20231123_prezentatsiya_k_uroku
20231123_prezentatsiya_k_uroku Биологическая очистка воды. Лекция 10
Биологическая очистка воды. Лекция 10 JavaScript Основы программирования, часть 3
JavaScript Основы программирования, часть 3 Архитектура Древнерусских Церквей
Архитектура Древнерусских Церквей Tracking integration in concentrating photovoltaic using laterally moving optics
Tracking integration in concentrating photovoltaic using laterally moving optics Сфера обслуживания
Сфера обслуживания Лексические и фразеологические единицы русского языка
Лексические и фразеологические единицы русского языка Фестиваль уличной еды - Ярмарка вкусов
Фестиваль уличной еды - Ярмарка вкусов Игра Африка.
Игра Африка. Технологическая карта урока по теме Окислительно-восстановительные реакции
Технологическая карта урока по теме Окислительно-восстановительные реакции Презентация(игра-викторина) Умники и умницы
Презентация(игра-викторина) Умники и умницы 20190814_dekorativnyy_natyurmort._izo._6_klass._kartamysheva_e.s
20190814_dekorativnyy_natyurmort._izo._6_klass._kartamysheva_e.s ВКР: Модернизация волоконно-оптической линии связи РЖД на участке ж/д станции Ижевск-Воткинск
ВКР: Модернизация волоконно-оптической линии связи РЖД на участке ж/д станции Ижевск-Воткинск Трудовое воспитание - важнейшее направление в становлении личности
Трудовое воспитание - важнейшее направление в становлении личности Окантовочный шов с открытым и закрытым срезом
Окантовочный шов с открытым и закрытым срезом Устройство сверлильного станка
Устройство сверлильного станка