- Організація технологічного процесу розкрійного цеху

Содержание
- 2. 1.1.Основні задачі та види робіт розкрійного цеху
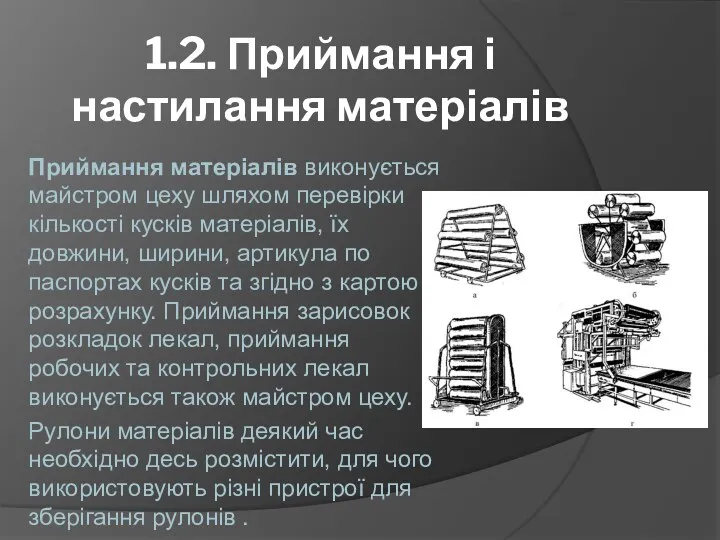
- 3. 1.2. Приймання і настилання матеріалів Приймання матеріалів виконується майстром цеху шляхом перевірки кількості кусків матеріалів, їх
- 4. НАСТИЛАННЯ МАТЕРІАЛІВ – ЦЕ УКЛАДАННЯ ПОЛОТЕН ЗАРАННЯ ВИЗНАЧЕНОЇ ДОВЖИНИ ДЛЯ ОТРИМАННЯ НАСТИЛУ ТА ПОДАЛЬШОГО РОЗКРОЮ. НАСТИЛАННЯ
- 5. Настилання матеріалів в залежності від виду обладнання може бути:
- 6. Ручне настилання виконують на настильно-розкрійних столах. Кінці настилу при цьому притискають притискною кінцевою лінійкою з механізованим
- 7. Контроль якості настилу включає наступні технологічні вимоги: вирівнювання настилу по одному пружку вирівнювання настилу на кінцях
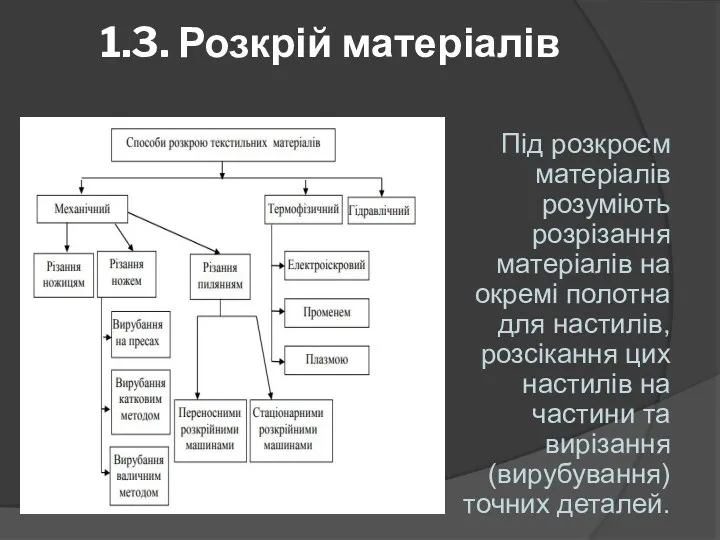
- 8. 1.3. Розкрій матеріалів Під розкроєм матеріалів розуміють розрізання матеріалів на окремі полотна для настилів, розсікання цих
- 9. Найбільше застосування у швейній промисловості одержали універсальні інструменти для різання: пересувні розкрійні машини з вертикальним і
- 10. Розсікання готового настилу на частини виконують пересувними розкрійними машинами з вертикальним або дисковим ножем. Операція розсікання
- 11. ВИКРОЮВАННЯ ДЕТАЛЕЙ ВИКОНУЮТЬ СТРІЧКОВИМИ РОЗКРІЙНИМИ МАШИНАМИ. ВОНИ БІЛЬШ ПРОДУКТИВНІ, НІЖ ПЕРЕСУВНІ, І ЗАБЕЗПЕЧУЮТЬ ВИСОКУ ЯКІСТЬ КРОЮ.
- 12. До процесів розкрою матеріалів відносять вирубування деталей швейних виробів. Вирубування здійснюють на пресах. Вирубування може бути
- 13. Характеристика обладнання для розкрою
- 14. 1.4. Карта розкрою Розкрій полотен виконують у відповідності до карти розкрою.
- 15. Вихідні дані у карті розкрою:
- 16. 1.5. Альтернативні способи розкрою матеріалів Безконтактний спосіб Електроіскровий спосіб Розкрій плазмою Водяний струмінь чи струмінь кислоти
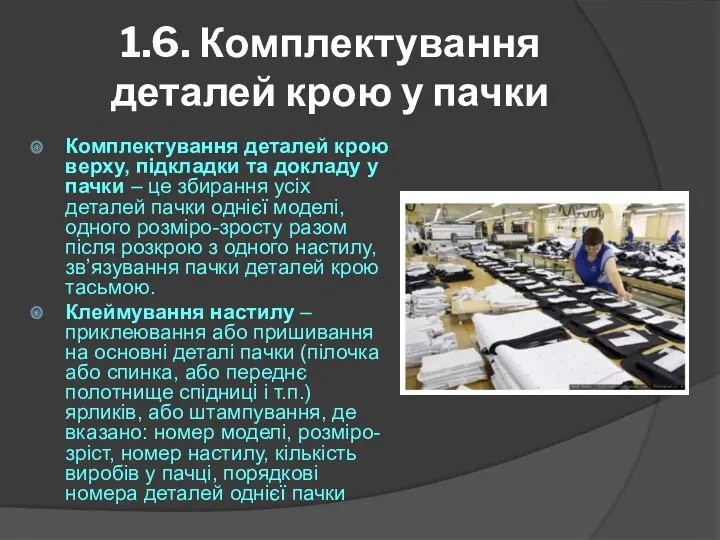
- 17. 1.6. Комплектування деталей крою у пачки Комплектування деталей крою верху, підкладки та докладу у пачки –
- 18. 1.7. Контроль якості крою та намічування деталей При контролі якості крою перевіряють наявність усіх деталей виробу:
- 19. 1.8. Нумерація деталей крою Суть нумерації деталей крою полягає у тому, що всім деталям виробу, які
- 20. 1.9. Дублювання деталей крою ДУБЛЮВАННЯ ДЕТАЛЕЙ КРОЮ ВИКОНУЮТЬ У РОЗКРІЙНОМУ ЦЕХУ НА ПРЕСАХ ПРОХІДНОГО ТИПУ.
- 21. Технічні характеристики пресів для дублювання
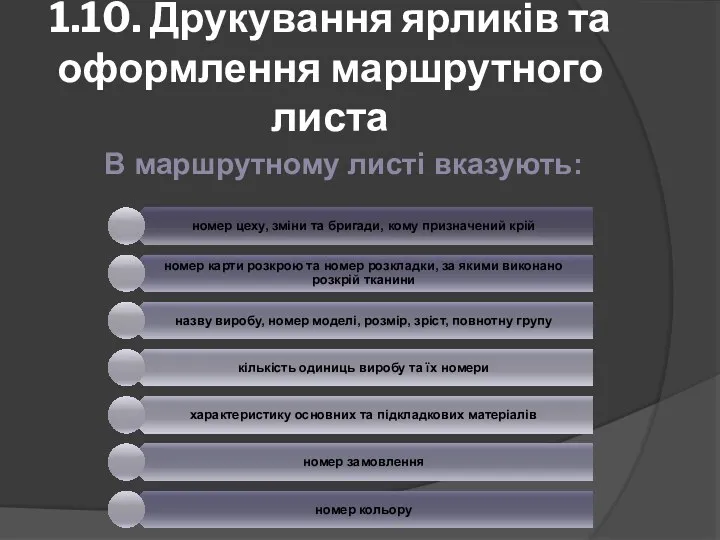
- 22. 1.10. Друкування ярликів та оформлення маршрутного листа В маршрутному листі вказують:
- 23. Ярлики бувають: ТОРГОВІ КАЛЬКУЛЯЦІЙНІ
- 24. 1.11. Робота з «червоними полотнами» «Червоними» у швейному виробництві називають полотна з дефектами. Як правило, такі
- 26. Скачать презентацию
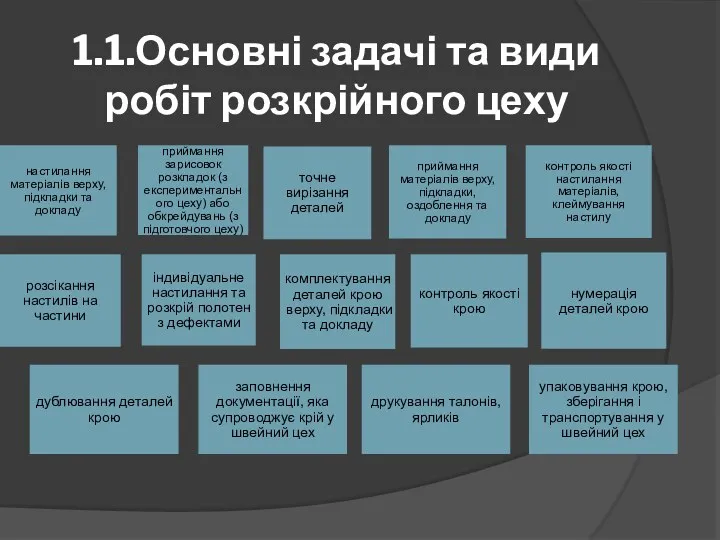
1.1.Основні задачі та види робіт розкрійного цеху
1.1.Основні задачі та види робіт розкрійного цеху
1.2. Приймання і настилання матеріалів
Приймання матеріалів виконується майстром цеху шляхом перевірки
1.2. Приймання і настилання матеріалів
Приймання матеріалів виконується майстром цеху шляхом перевірки
НАСТИЛАННЯ МАТЕРІАЛІВ – ЦЕ УКЛАДАННЯ ПОЛОТЕН ЗАРАННЯ ВИЗНАЧЕНОЇ ДОВЖИНИ ДЛЯ ОТРИМАННЯ
НАСТИЛАННЯ МАТЕРІАЛІВ – ЦЕ УКЛАДАННЯ ПОЛОТЕН ЗАРАННЯ ВИЗНАЧЕНОЇ ДОВЖИНИ ДЛЯ ОТРИМАННЯ
Настилання матеріалів в залежності від виду обладнання може бути:
Настилання матеріалів в залежності від виду обладнання може бути:

Ручне настилання виконують на настильно-розкрійних столах. Кінці настилу при цьому притискають
Ручне настилання виконують на настильно-розкрійних столах. Кінці настилу при цьому притискають
Контроль якості настилу включає наступні технологічні вимоги:
вирівнювання настилу по одному пружку
вирівнювання
Контроль якості настилу включає наступні технологічні вимоги:
вирівнювання настилу по одному пружку
вирівнювання
1.3. Розкрій матеріалів
Під розкроєм матеріалів розуміють розрізання матеріалів на окремі
1.3. Розкрій матеріалів
Під розкроєм матеріалів розуміють розрізання матеріалів на окремі

Найбільше застосування у швейній промисловості одержали універсальні інструменти для різання:
пересувні
Найбільше застосування у швейній промисловості одержали універсальні інструменти для різання:
пересувні
Розсікання готового настилу на частини виконують пересувними розкрійними машинами з вертикальним
Розсікання готового настилу на частини виконують пересувними розкрійними машинами з вертикальним
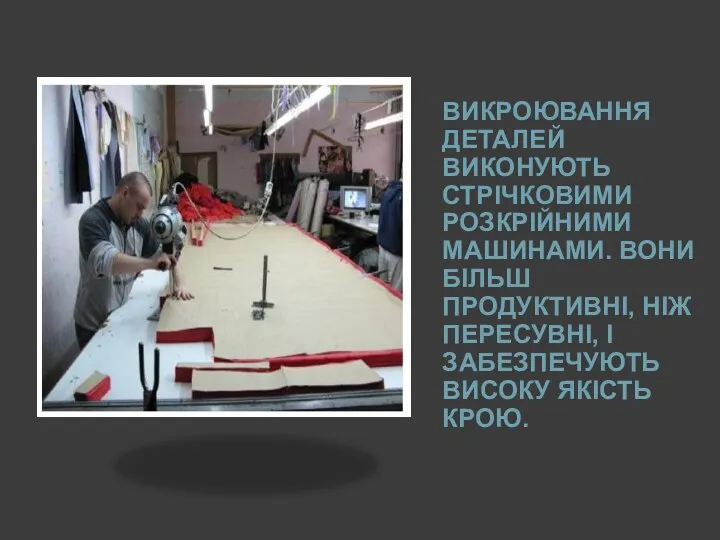
ВИКРОЮВАННЯ ДЕТАЛЕЙ ВИКОНУЮТЬ СТРІЧКОВИМИ РОЗКРІЙНИМИ МАШИНАМИ. ВОНИ БІЛЬШ ПРОДУКТИВНІ, НІЖ ПЕРЕСУВНІ,
ВИКРОЮВАННЯ ДЕТАЛЕЙ ВИКОНУЮТЬ СТРІЧКОВИМИ РОЗКРІЙНИМИ МАШИНАМИ. ВОНИ БІЛЬШ ПРОДУКТИВНІ, НІЖ ПЕРЕСУВНІ,
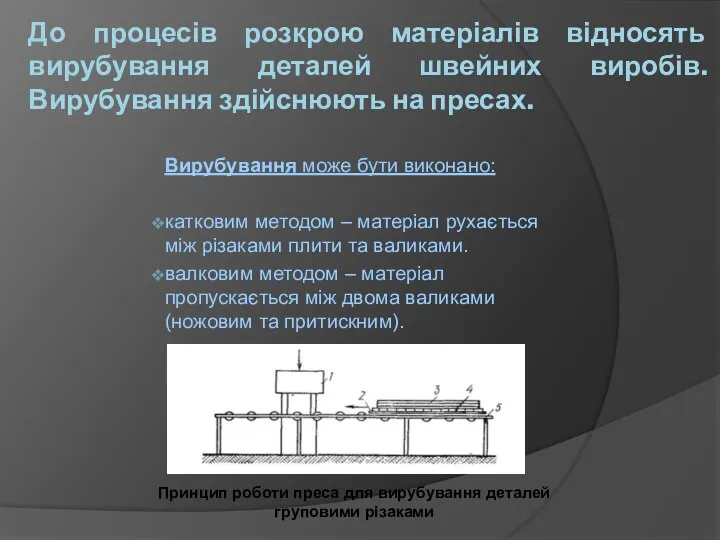
До процесів розкрою матеріалів відносять вирубування деталей швейних виробів. Вирубування здійснюють
До процесів розкрою матеріалів відносять вирубування деталей швейних виробів. Вирубування здійснюють
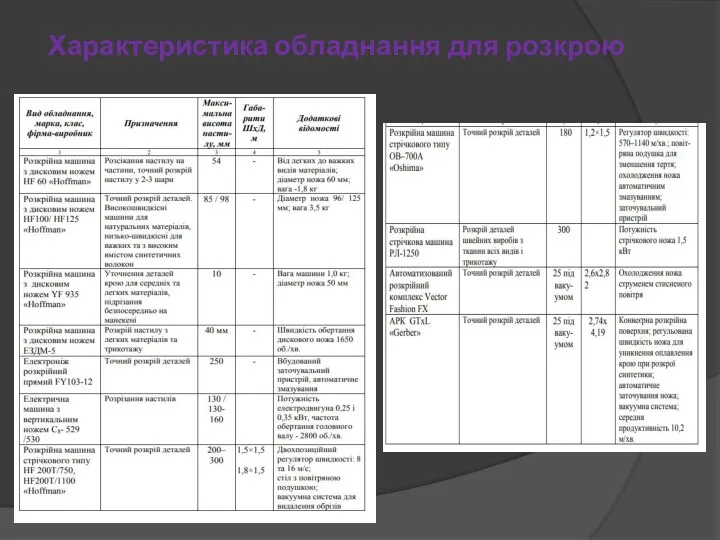
Характеристика обладнання для розкрою
Характеристика обладнання для розкрою
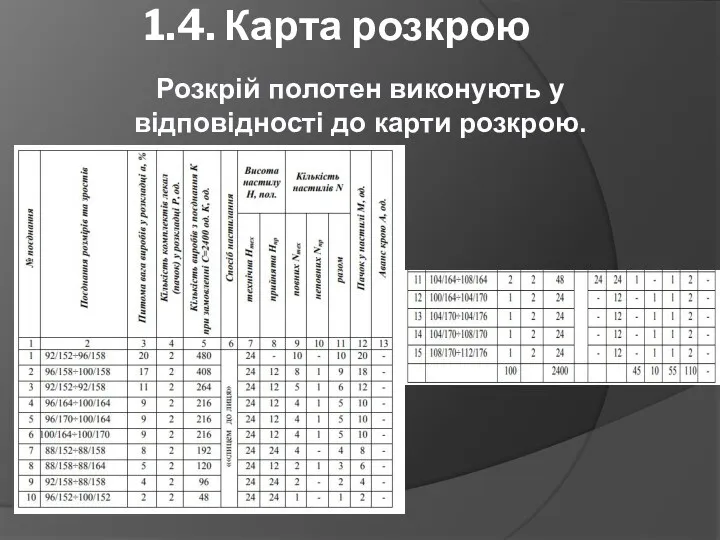
1.4. Карта розкрою
Розкрій полотен виконують у відповідності до карти розкрою.
1.4. Карта розкрою
Розкрій полотен виконують у відповідності до карти розкрою.
Вихідні дані у карті розкрою:
Вихідні дані у карті розкрою:
1.5. Альтернативні способи розкрою матеріалів
Безконтактний спосіб
Електроіскровий спосіб
Розкрій плазмою
Водяний струмінь чи струмінь
1.5. Альтернативні способи розкрою матеріалів
Безконтактний спосіб
Електроіскровий спосіб
Розкрій плазмою
Водяний струмінь чи струмінь
1.6. Комплектування деталей крою у пачки
Комплектування деталей крою верху, підкладки та
1.6. Комплектування деталей крою у пачки
Комплектування деталей крою верху, підкладки та
1.7. Контроль якості крою та намічування деталей
При контролі якості крою
1.7. Контроль якості крою та намічування деталей
При контролі якості крою
1.8. Нумерація деталей крою
Суть нумерації деталей крою полягає у тому,
1.8. Нумерація деталей крою
Суть нумерації деталей крою полягає у тому,
1.9. Дублювання деталей крою
ДУБЛЮВАННЯ ДЕТАЛЕЙ КРОЮ ВИКОНУЮТЬ У РОЗКРІЙНОМУ ЦЕХУ НА
1.9. Дублювання деталей крою
ДУБЛЮВАННЯ ДЕТАЛЕЙ КРОЮ ВИКОНУЮТЬ У РОЗКРІЙНОМУ ЦЕХУ НА
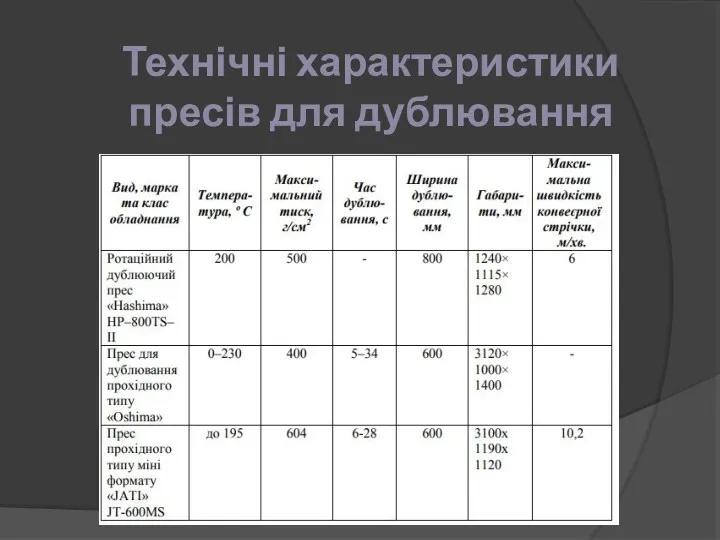
Технічні характеристики пресів для дублювання
Технічні характеристики пресів для дублювання
1.10. Друкування ярликів та оформлення маршрутного листа
В маршрутному листі вказують:
1.10. Друкування ярликів та оформлення маршрутного листа
В маршрутному листі вказують:
Ярлики бувають:
ТОРГОВІ
КАЛЬКУЛЯЦІЙНІ
Ярлики бувають:
ТОРГОВІ
КАЛЬКУЛЯЦІЙНІ
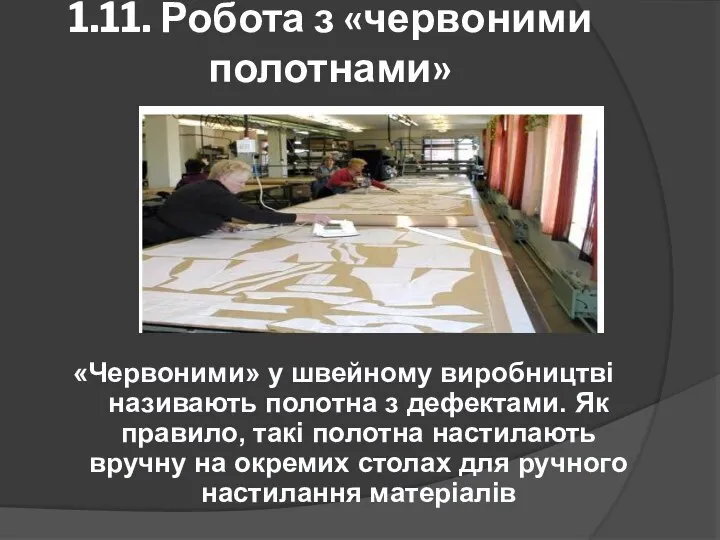
1.11. Робота з «червоними полотнами»
«Червоними» у швейному виробництві називають полотна з
1.11. Робота з «червоними полотнами»
«Червоними» у швейному виробництві називають полотна з
 Аккредитивы и торговое финансирование. Райффайзен Банк
Аккредитивы и торговое финансирование. Райффайзен Банк Attractions in Finland
Attractions in Finland ОФОРМЛЕНИЕ РАЗДЕВАЛЬНОЙ КОМНАТЫ
ОФОРМЛЕНИЕ РАЗДЕВАЛЬНОЙ КОМНАТЫ Использование энергии Солнца на земле
Использование энергии Солнца на земле Создание станка для предприятий в сфере машиностроения
Создание станка для предприятий в сфере машиностроения Александр Сергеевич Пушкин
Александр Сергеевич Пушкин ЖИВИ, ЛЕС!
ЖИВИ, ЛЕС! Five events that shaped the history of English
Five events that shaped the history of English ЗДОРОВЬЕСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ, ПРИМЕНЯЕМЫЕ В ЛОГОПЕДИЧЕСКОЙ ГРУППЕ ДЕТСКОГО САДА.
ЗДОРОВЬЕСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ, ПРИМЕНЯЕМЫЕ В ЛОГОПЕДИЧЕСКОЙ ГРУППЕ ДЕТСКОГО САДА.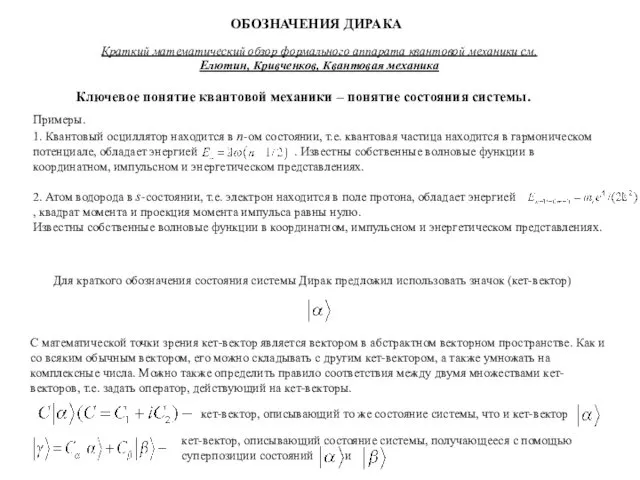 Oboznachenia_Diraka (1)
Oboznachenia_Diraka (1) Аппаратура измерения температуры газов двигателей (урок 15)
Аппаратура измерения температуры газов двигателей (урок 15) Как создать тексты для сайта
Как создать тексты для сайта ПРЕЗЕНТАЦИЯ ЗОЖ
ПРЕЗЕНТАЦИЯ ЗОЖ Архитектура компьютера
Архитектура компьютера English Cuisine
English Cuisine Пестицидтерді кешенді және аймақтық қолдану
Пестицидтерді кешенді және аймақтық қолдану Религия. Пастафарианство
Религия. Пастафарианство Безопасность студентов в стенах образовательного учреждения
Безопасность студентов в стенах образовательного учреждения Опыт работы по теме: Совместное творчество детей и родителей в ДОУ
Опыт работы по теме: Совместное творчество детей и родителей в ДОУ Агропромышленный комплекс
Агропромышленный комплекс Сопровождение детей с ограниченными возможностями в здоровье в инклюзивных группах.
Сопровождение детей с ограниченными возможностями в здоровье в инклюзивных группах. Ремонт улично-дорожной сети города Череповца
Ремонт улично-дорожной сети города Череповца Николай Михайлович Рубцов Сентябрь
Николай Михайлович Рубцов Сентябрь Адаптируем технологии сами.
Адаптируем технологии сами. Европейский Север
Европейский Север Презентація Савицький
Презентація Савицький Охрана окружающей среды от загрязнения сульфуро-содержащими соединениями
Охрана окружающей среды от загрязнения сульфуро-содержащими соединениями Электропневматические контакторы
Электропневматические контакторы