- Ориентационная вытяжка полимеров

Содержание
- 2. ОРИЕНТАЦИОННАЯ ВЫТЯЖКА ПОЛИМЕРОВ Ориентационная вытяжка – процесс деформирования в одном или двух направлениях нагретых пленок, листов,
- 3. ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ: Для получения ориентированных изделий применяют: ПЭВП, ПЭНП. ПЭСП, ПП, ПС, ПК, ПВХ (жесткий и
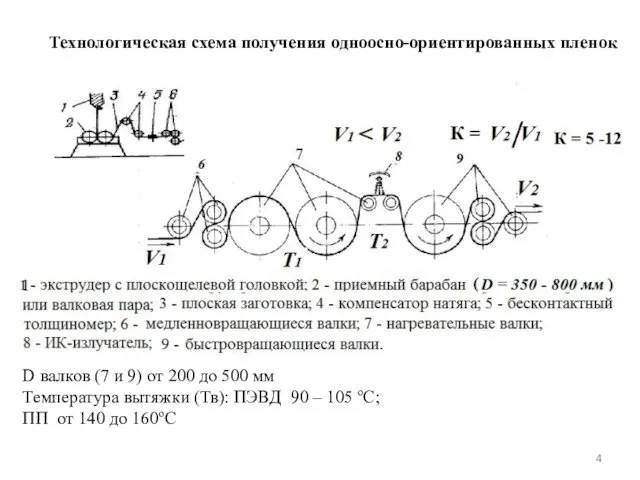
- 4. Технологическая схема получения одноосно-ориентированных пленок D валков (7 и 9) от 200 до 500 мм Температура
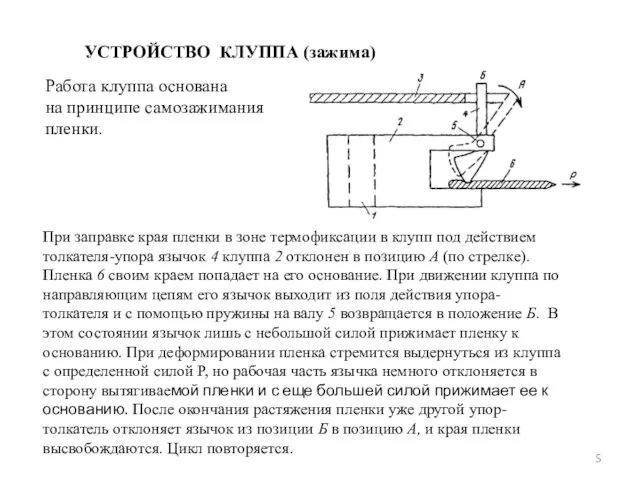
- 5. УСТРОЙСТВО КЛУППА (зажима) Работа клуппа основана на принципе самозажимания пленки. При заправке края пленки в зоне
- 6. ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА а - изотропное состояние аморфного (1) и кристаллического (2) полимера б, д -одноосно-ориентированное
- 7. Ориентация кристаллических полимеров проходит через образование шейки, а аморфных в зависимости от условий – либо через
- 10. где lk и lo размеры рабочего участка образца после и до вытяжки; ε - относительная деформация
- 11. 2. ОТНОСИТЕЛЬНАЯ СКОРОСТЬ ДЕФОРМИРОВАНИЯ ⱴ связана с размерами рабочего участка вытягиваемого образца, степенью вытяжки и временем
- 12. Соотношение Твытяжки и относительной скорости деформирования lg ⱴ для разных режимов вытяжки изотропных полимеров:
- 13. СХЕМА ПОПЕРЕЧНОЙ ОРИЕНТАЦИИ: 20 – -клуппы 21 – движущаяся непрерывная цепь 22 – обрезанная кромка пленки
- 14. Связь продольной (К1) и поперечной (К2) степеней вытяжки Параметры термофиксации - температура Тт.ф. и время tТф.
- 15. Зависимость термической усадки еу от времени термофиксации tТф пленок из кристаллизующихся полимеров. Температура термофиксации: ТТф1 Зависимость
- 17. Скачать презентацию
ОРИЕНТАЦИОННАЯ ВЫТЯЖКА ПОЛИМЕРОВ
Ориентационная вытяжка – процесс деформирования в одном или двух
ОРИЕНТАЦИОННАЯ ВЫТЯЖКА ПОЛИМЕРОВ
Ориентационная вытяжка – процесс деформирования в одном или двух
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ:
Для получения ориентированных изделий применяют: ПЭВП, ПЭНП. ПЭСП, ПП,
ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ:
Для получения ориентированных изделий применяют: ПЭВП, ПЭНП. ПЭСП, ПП,
Технологическая схема получения одноосно-ориентированных пленок
D валков (7 и 9) от
Технологическая схема получения одноосно-ориентированных пленок
D валков (7 и 9) от
УСТРОЙСТВО КЛУППА (зажима)
Работа клуппа основана
на принципе самозажимания
пленки.
При заправке
УСТРОЙСТВО КЛУППА (зажима)
Работа клуппа основана
на принципе самозажимания
пленки.
При заправке
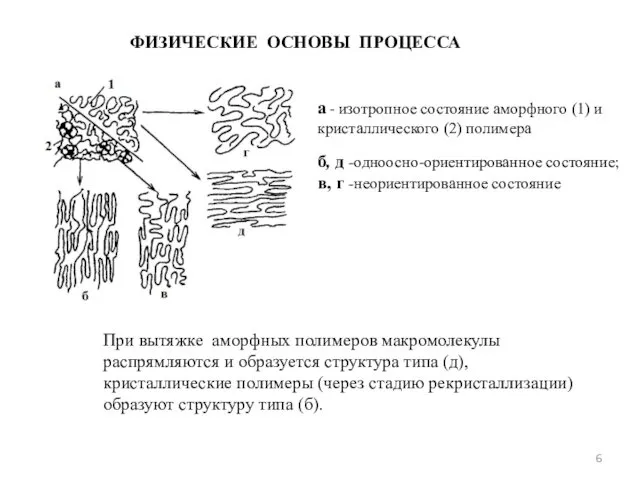
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
а - изотропное состояние аморфного (1) и кристаллического (2)
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
а - изотропное состояние аморфного (1) и кристаллического (2)
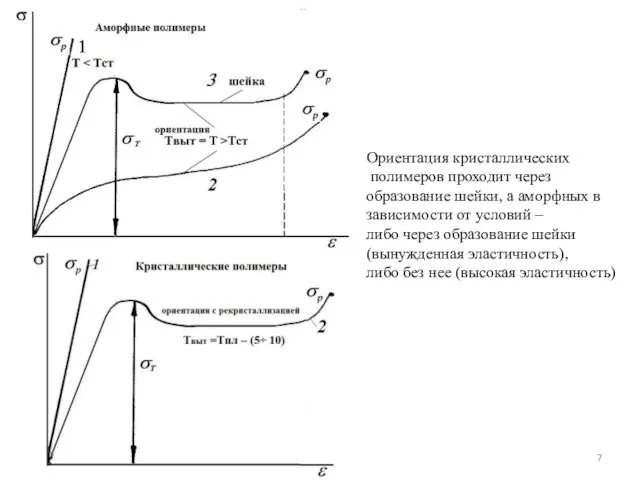
Ориентация кристаллических
полимеров проходит через
образование шейки, а аморфных в зависимости
Ориентация кристаллических
полимеров проходит через
образование шейки, а аморфных в зависимости
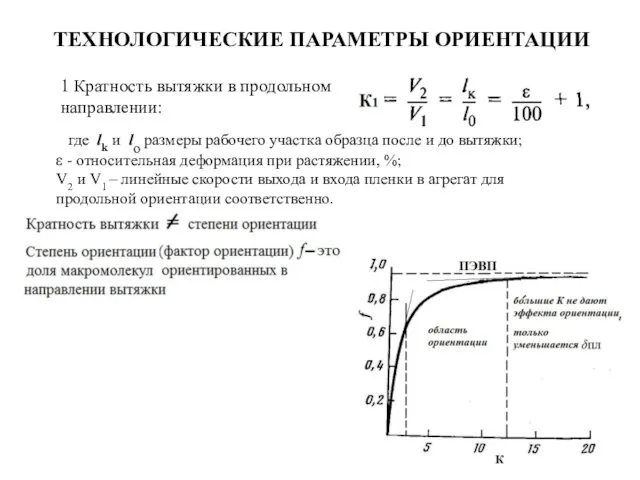
где lk и lo размеры рабочего участка образца после и
где lk и lo размеры рабочего участка образца после и
2. ОТНОСИТЕЛЬНАЯ СКОРОСТЬ ДЕФОРМИРОВАНИЯ ⱴ связана с размерами рабочего участка вытягиваемого
2. ОТНОСИТЕЛЬНАЯ СКОРОСТЬ ДЕФОРМИРОВАНИЯ ⱴ связана с размерами рабочего участка вытягиваемого
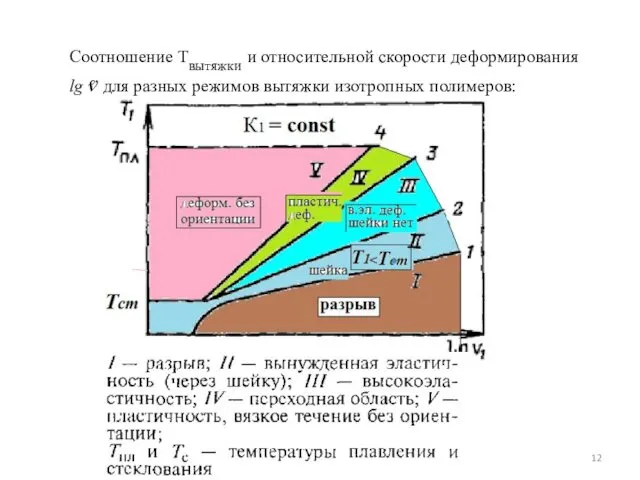
Соотношение Твытяжки и относительной скорости деформирования lg ⱴ для разных режимов
Соотношение Твытяжки и относительной скорости деформирования lg ⱴ для разных режимов
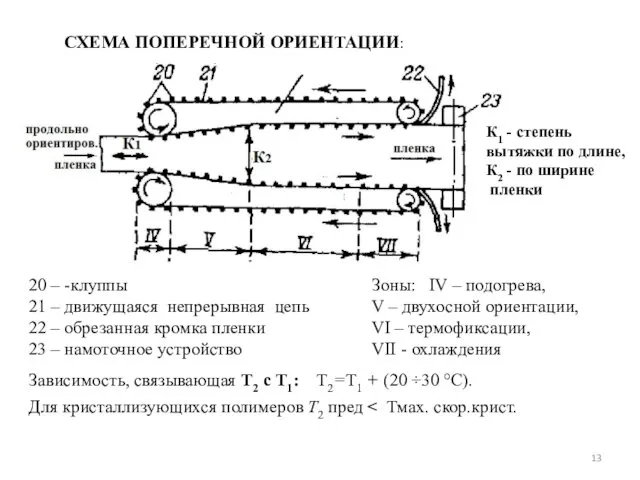
СХЕМА ПОПЕРЕЧНОЙ ОРИЕНТАЦИИ:
20 – -клуппы
21 – движущаяся непрерывная цепь
22 – обрезанная
СХЕМА ПОПЕРЕЧНОЙ ОРИЕНТАЦИИ:
20 – -клуппы
21 – движущаяся непрерывная цепь
22 – обрезанная
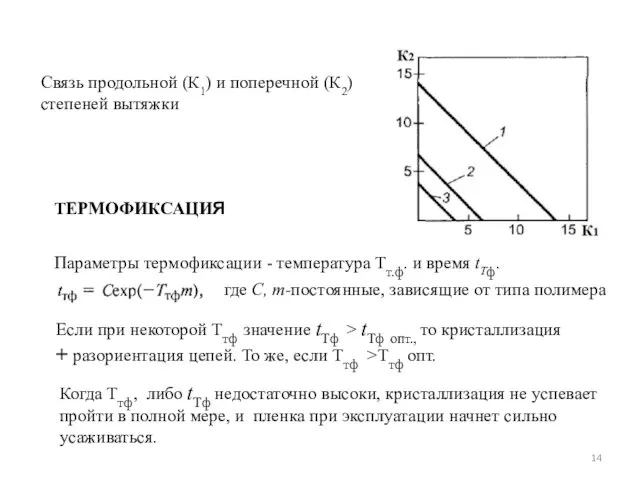
Связь продольной (К1) и поперечной (К2) степеней вытяжки
Параметры термофиксации - температура
Связь продольной (К1) и поперечной (К2) степеней вытяжки
Параметры термофиксации - температура
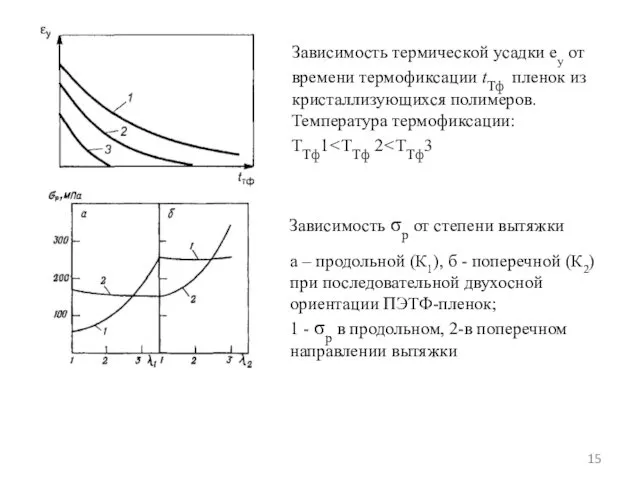
Зависимость термической усадки еу от времени термофиксации tТф пленок из кристаллизующихся
Зависимость термической усадки еу от времени термофиксации tТф пленок из кристаллизующихся
 Финансовое планирование
Финансовое планирование Интерактивная экскурсия Пирамиды Гизы (Египетские пирамиды)
Интерактивная экскурсия Пирамиды Гизы (Египетские пирамиды) Взаимодействие семьи и школы (презентация)
Взаимодействие семьи и школы (презентация)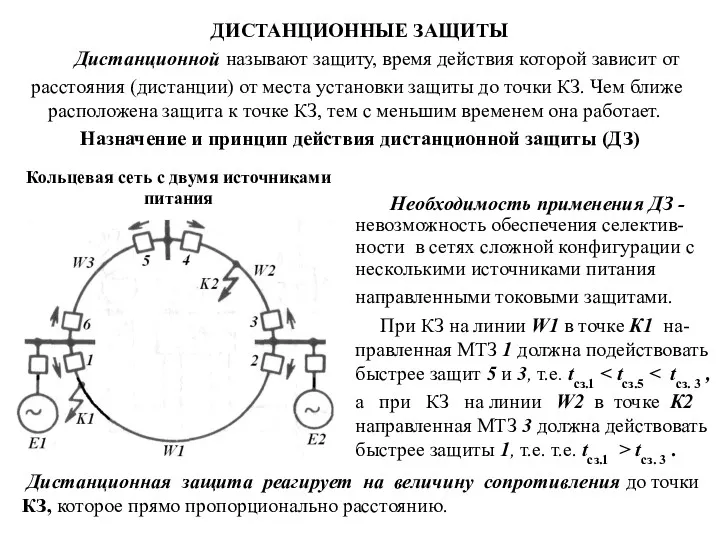 Дистанционные защиты
Дистанционные защиты Послание к Ефесянам
Послание к Ефесянам Презентация. Организация ситуации успеха в учебно - воспитательном процессе.
Презентация. Организация ситуации успеха в учебно - воспитательном процессе.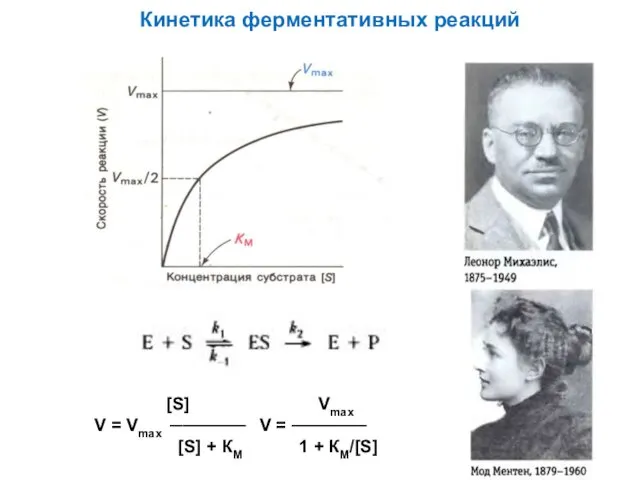 Кинетика ферментативных реакций
Кинетика ферментативных реакций Моделирование фотоэлектрических характеристик твердотельных фотоприемников
Моделирование фотоэлектрических характеристик твердотельных фотоприемников Николай Рубцов
Николай Рубцов Neural Networks
Neural Networks Новая линейка дебетовых карт для зарплатных клиентов
Новая линейка дебетовых карт для зарплатных клиентов Онкология. Отличия доброкачественных опухолей от злокачественных
Онкология. Отличия доброкачественных опухолей от злокачественных 20230329_dlya_izucheniya_v_penii_1
20230329_dlya_izucheniya_v_penii_1 Внеклассное мероприятие Звёздный час
Внеклассное мероприятие Звёздный час Көру мүшелерінің құрылысы. Көрудің маңызы. Көру қызметінің бұзылуы. Көру гигиенасы
Көру мүшелерінің құрылысы. Көрудің маңызы. Көру қызметінің бұзылуы. Көру гигиенасы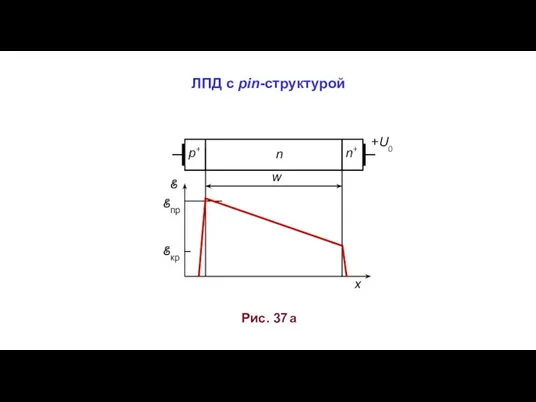 ЛПД с pin-структурой
ЛПД с pin-структурой Obuchenie_KTs_i_TsI
Obuchenie_KTs_i_TsI Строение и классификация плодов
Строение и классификация плодов Александрийский маяк
Александрийский маяк Составляющие и функции операционной системы Linux
Составляющие и функции операционной системы Linux Сако-скифская цивилизация
Сако-скифская цивилизация Конспект урока по технологии 2 класс Я- парикмахер
Конспект урока по технологии 2 класс Я- парикмахер Государственный строй стран мира
Государственный строй стран мира Презентация Детство, опаленное войной
Презентация Детство, опаленное войной Классификация сталей. Термическая обработка сталей
Классификация сталей. Термическая обработка сталей Адаптируем технологии сами.
Адаптируем технологии сами. Физические свойства нефти и газа
Физические свойства нефти и газа Основные свойства кристаллов
Основные свойства кристаллов