- Основное оборудование сварочно-монтажного цеха

Содержание
- 2. Правка листа При поступлении на завод листового проката вначале проверяют соответствие марки стали чертежу, а также
- 3. Листоправильная машина Правильная машина для листового материала предназначена для уплощения или правки тонколистового металла. Когда лист
- 4. Правильные машины используют несколько роликов для регулярного помещения листов между верхними и нижними раскатывающими роликами и
- 5. Рольганг 1) Рольганг - устройство в виде ряда роликов, размещенных на станине для транспортировки металла к
- 6. Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических операциях в промышленных зданиях (цехах), на
- 7. Консольный кран Консольный кран — кран, у которого грузозахватный орган подвешен на консоли или тележке, перемещающейся
- 8. Наиболее распространенные грузовые захваты Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе подъема различных грузов
- 9. Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который предназначен для подъема и транспортировки
- 10. Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах для работы с различными типами
- 11. Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные концевыми и навесными звеньями, которые
- 12. Электрокар Электротележка Электротележка рельсовая
- 13. Разметка На разметочном стенде выполняется разметка заготовок. Разметочные плиты предназначены для контроля плоскости по методу «пятен
- 14. Раскрой металла После разметки листы переносятся на промежуточное складское место. Затем, с промежуточного складского места листы
- 15. Операция резки может выполняться на газорезательных машинах. Газоплазменная и газопламенная резка металла предназначена для резки листового
- 16. Станок лазерной резки серии LTC75 Лазерная резка - точный и современный метод раскройки листов. С помощью
- 17. Резка патрубков Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая производительность и кромки получаются
- 18. Обработка кромок После раскройки листы снова передают на промежуточное складское место. Затем листы подают на кромкострогальные
- 19. Вальцовка и калибровка Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из цельных
- 20. Гибка на 4-х валковой машине Гибка конической обечайки на 3-х валковой машине со смещением верхнего валка
- 21. Вальцовка обечаек в производственных условиях
- 22. Сборка Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий.
- 23. Схемы сборок под сварку
- 24. Роликоопоры Сварочные роликовые опоры используются для установки цилиндрических изделий в удобное для сварки положение, а также
- 25. Вращатели Сварочный вращатель (позиционер сварочный, сварочный манипулятор) – предназначен для установки свариваемых изделий в удобное для
- 28. Кантователи Предназначены для установки сварных металлоконструкций в положение, удобное для выполнения сварочных и других работ, требующих
- 29. Центраторы Это приспособления, используемые для центрирования торцов труб перед их соединением и сваркой. Необходимы для обеспечения
- 30. Центраторы Внутренний центратор Наружный центратор
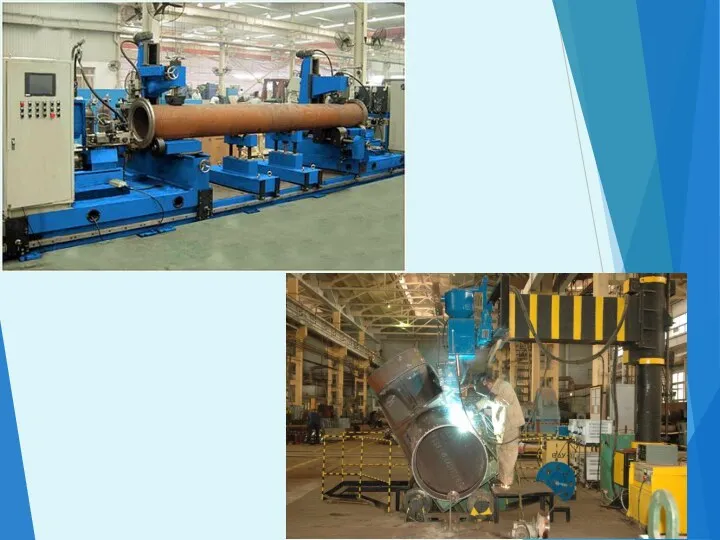
- 31. Сварка Для сварки продольных швов обечаек можно применить автоматическую сварку под слоем флюса. Сварочная головка размещается
- 32. Сварочный аппарат и роликоопоры Сварка продольного стыка обечайки
- 33. Сварочная колонна Сварка под слоем флюса Экран управления Сварочный трактор Profarc ASAW1000
- 34. Подачу флюса в 50-ти килограммовых мешках к рабочему месту осуществлять на электрокарах или тележках. . Сварочный
- 35. Когда стоит задача получить вертикальный сварной шов, целесообразно применить ЭШС. Аппарат предназначен для однопроходной электрошлаковой сварки
- 36. Зачистка сварного шва Зачистку сварного шва и удаление дефектов можно произвести с помощью угловой шлифовальной машинки
- 37. Контроль Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к примеру, шлаковых включений, газовых
- 38. Установка кроулерного типа для проведения рентгенконтроля РПД-200 и схема на чертеже Рентгенкамера
- 39. Ультразвуковая дефектоскопия Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при производстве ответственных узлов металлических конструкций
- 40. Пример планировки участка изготовления отводов
- 42. Скачать презентацию

Правка листа
При поступлении на завод листового проката вначале проверяют соответствие марки
Правка листа
При поступлении на завод листового проката вначале проверяют соответствие марки

Листоправильная машина
Правильная машина для листового материала предназначена для уплощения или правки
Листоправильная машина
Правильная машина для листового материала предназначена для уплощения или правки
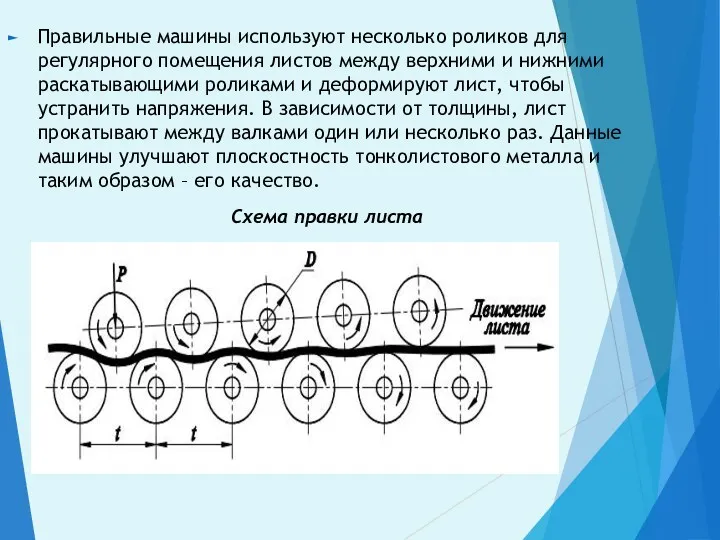
Правильные машины используют несколько роликов для регулярного помещения листов между верхними
Правильные машины используют несколько роликов для регулярного помещения листов между верхними

Рольганг
1) Рольганг - устройство в виде ряда роликов, размещенных на станине для
Рольганг
1) Рольганг - устройство в виде ряда роликов, размещенных на станине для
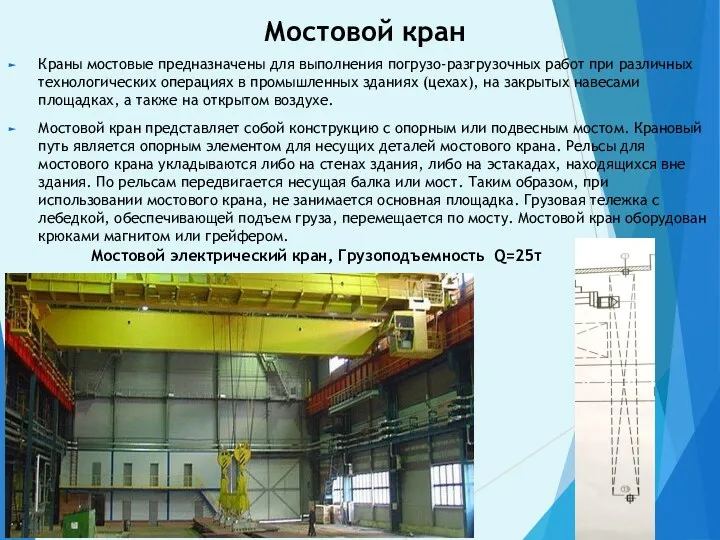
Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических операциях
Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических операциях

Консольный кран
Консольный кран — кран, у которого грузозахватный орган подвешен на консоли
Консольный кран
Консольный кран — кран, у которого грузозахватный орган подвешен на консоли

Наиболее распространенные грузовые захваты
Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе
Наиболее распространенные грузовые захваты
Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе

Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который предназначен
Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который предназначен
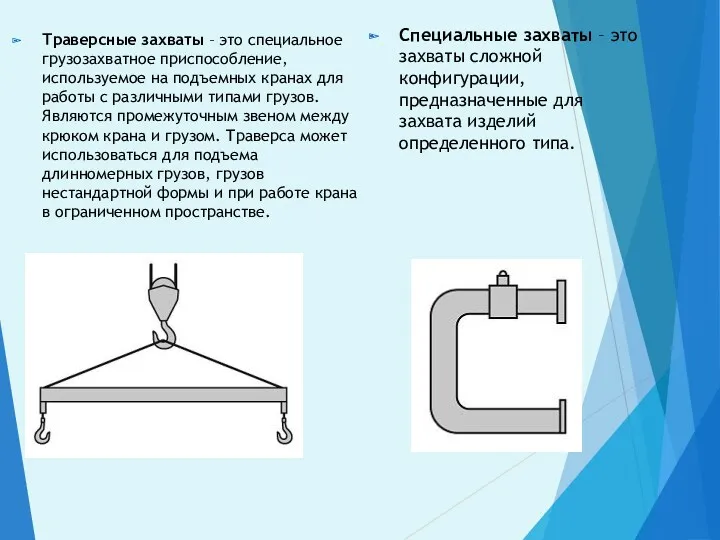
Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах для
Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах для
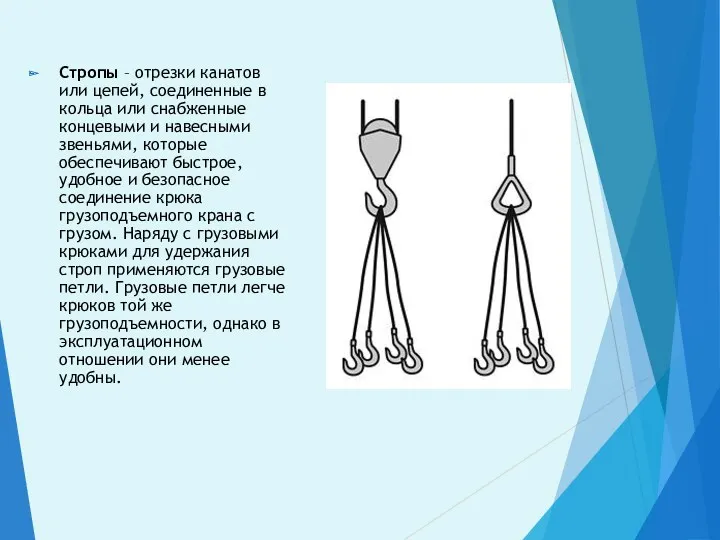
Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные концевыми
Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные концевыми

Электрокар
Электротележка
Электротележка рельсовая
Электрокар
Электротележка
Электротележка рельсовая

Разметка
На разметочном стенде выполняется разметка заготовок.
Разметочные плиты предназначены для контроля
Разметка
На разметочном стенде выполняется разметка заготовок.
Разметочные плиты предназначены для контроля

Раскрой металла
После разметки листы переносятся на промежуточное складское место. Затем, с
Раскрой металла
После разметки листы переносятся на промежуточное складское место. Затем, с

Операция резки может выполняться на газорезательных машинах.
Газоплазменная и газопламенная резка
Операция резки может выполняться на газорезательных машинах.
Газоплазменная и газопламенная резка

Станок лазерной резки серии LTC75
Лазерная резка - точный и современный метод
Станок лазерной резки серии LTC75
Лазерная резка - точный и современный метод

Резка патрубков
Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая
Резка патрубков
Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая

Обработка кромок
После раскройки листы снова передают на промежуточное складское место.
Затем
Обработка кромок
После раскройки листы снова передают на промежуточное складское место.
Затем

Вальцовка и калибровка
Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из
Вальцовка и калибровка
Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из
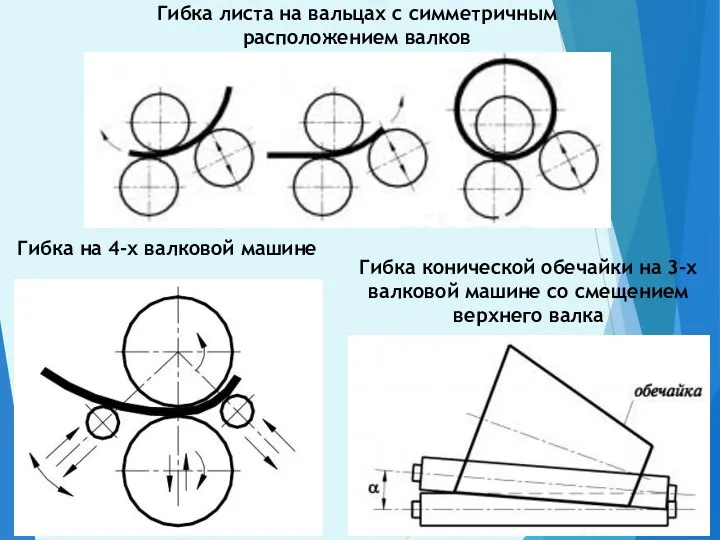
Гибка на 4-х валковой машине
Гибка конической обечайки на 3-х валковой машине
Гибка на 4-х валковой машине
Гибка конической обечайки на 3-х валковой машине
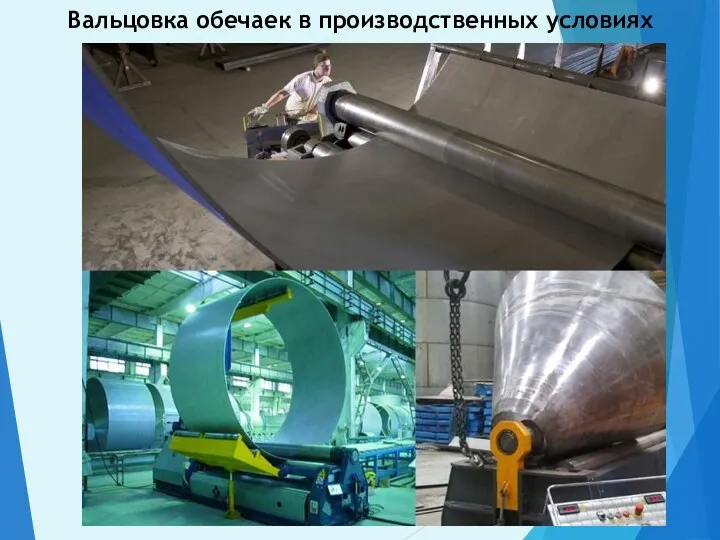
Вальцовка обечаек в производственных условиях
Вальцовка обечаек в производственных условиях

Сборка
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится
Сборка
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится
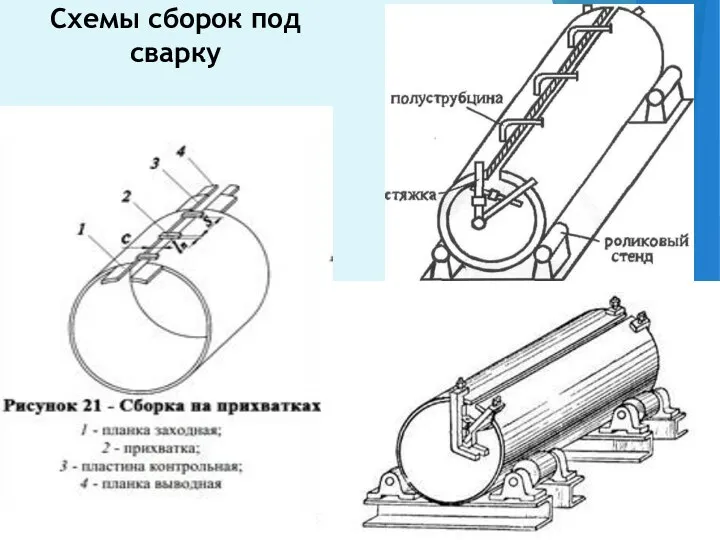
Схемы сборок под сварку
Схемы сборок под сварку

Роликоопоры
Сварочные роликовые опоры используются для установки цилиндрических изделий в удобное для сварки положение,
Роликоопоры
Сварочные роликовые опоры используются для установки цилиндрических изделий в удобное для сварки положение,

Вращатели
Сварочный вращатель (позиционер сварочный, сварочный манипулятор) – предназначен для установки свариваемых изделий в
Вращатели
Сварочный вращатель (позиционер сварочный, сварочный манипулятор) – предназначен для установки свариваемых изделий в

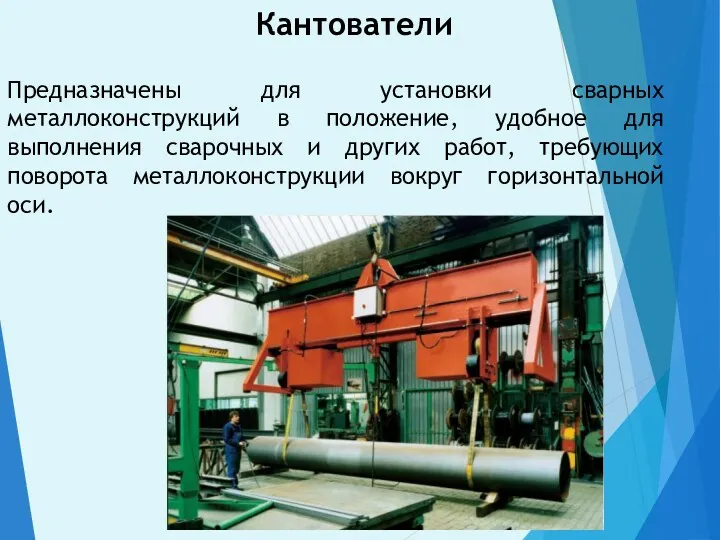
Кантователи
Предназначены для установки сварных металлоконструкций в положение, удобное для выполнения сварочных
Кантователи
Предназначены для установки сварных металлоконструкций в положение, удобное для выполнения сварочных

Центраторы
Это приспособления, используемые для центрирования торцов труб перед их соединением и
Центраторы
Это приспособления, используемые для центрирования торцов труб перед их соединением и

Центраторы
Внутренний центратор
Наружный центратор
Центраторы
Внутренний центратор
Наружный центратор

Сварка
Для сварки продольных швов обечаек можно применить автоматическую сварку под слоем
Сварка
Для сварки продольных швов обечаек можно применить автоматическую сварку под слоем

Сварочный аппарат и роликоопоры
Сварка продольного стыка обечайки
Сварочный аппарат и роликоопоры
Сварка продольного стыка обечайки
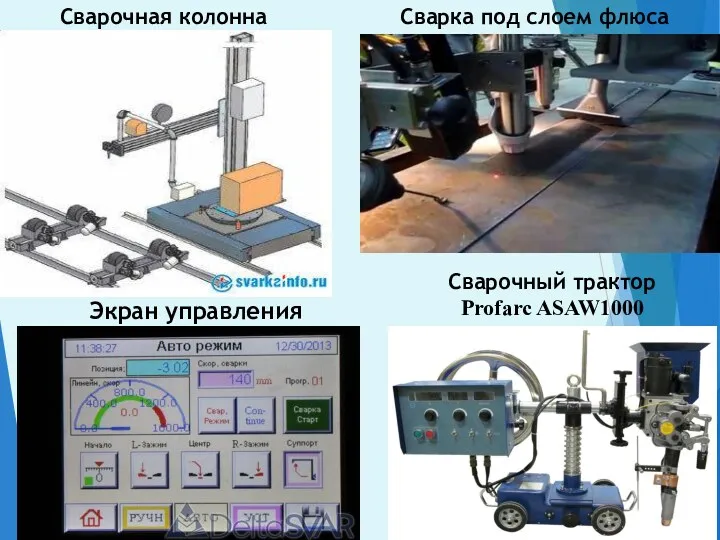
Сварочная колонна
Сварка под слоем флюса
Экран управления
Сварочный трактор Profarc ASAW1000
Сварочная колонна
Сварка под слоем флюса
Экран управления
Сварочный трактор Profarc ASAW1000

Подачу флюса в 50-ти килограммовых мешках к рабочему месту осуществлять на
Подачу флюса в 50-ти килограммовых мешках к рабочему месту осуществлять на

Когда стоит задача получить вертикальный сварной шов, целесообразно применить ЭШС. Аппарат
Когда стоит задача получить вертикальный сварной шов, целесообразно применить ЭШС. Аппарат

Зачистка сварного шва
Зачистку сварного шва и удаление дефектов можно произвести с
Зачистка сварного шва
Зачистку сварного шва и удаление дефектов можно произвести с
Контроль
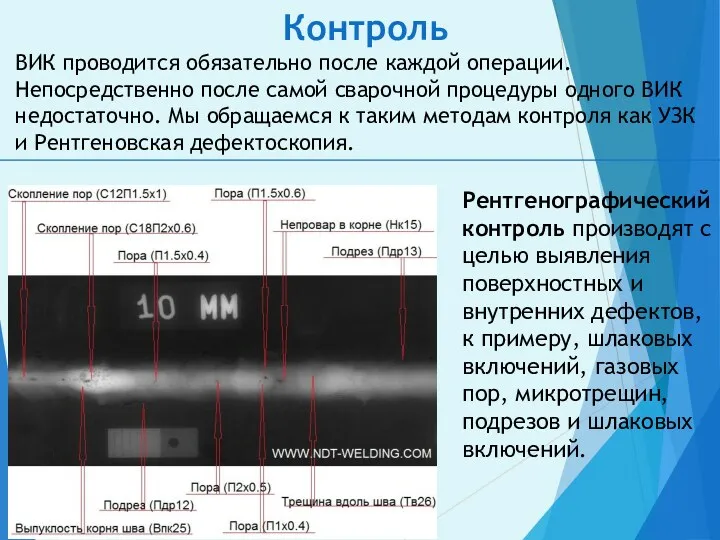
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к
Контроль
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к

Установка кроулерного типа для проведения рентгенконтроля РПД-200 и схема на чертеже
Рентгенкамера
Установка кроулерного типа для проведения рентгенконтроля РПД-200 и схема на чертеже
Рентгенкамера
Ультразвуковая дефектоскопия
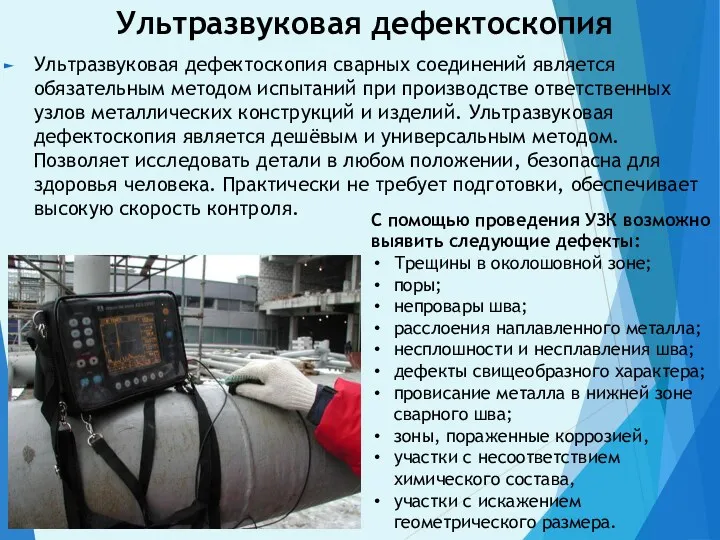
Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при производстве
Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при производстве

Пример планировки участка изготовления отводов
Пример планировки участка изготовления отводов
 Портфолио педагога- Биккиняевой Рамили Абдрякиповны
Портфолио педагога- Биккиняевой Рамили Абдрякиповны Основы безопасности жизнедеятельности в сети интернет. Безопасная работа для рук и спины
Основы безопасности жизнедеятельности в сети интернет. Безопасная работа для рук и спины Искусство японской каллиграфии
Искусство японской каллиграфии Диплом_Петров
Диплом_Петров Умножение одночленов. Возведение одночлена в степень
Умножение одночленов. Возведение одночлена в степень Средства музыкальной выразительности
Средства музыкальной выразительности Хлеб всему голова
Хлеб всему голова Хвала Христу
Хвала Христу ВКР: Изготовление бюгельного протеза на нижнюю челюсть с кламмерной фиксацией
ВКР: Изготовление бюгельного протеза на нижнюю челюсть с кламмерной фиксацией Животноводство. Окружающий мир. (3 класс)
Животноводство. Окружающий мир. (3 класс) Знатоки математики
Знатоки математики Коррекция агрессивного поведения
Коррекция агрессивного поведения Озон в перерабатывающих производствах
Озон в перерабатывающих производствах Выставка поделок на тему Зимушка-зима
Выставка поделок на тему Зимушка-зима Александр Бенуа. Грани таланта
Александр Бенуа. Грани таланта Творческий отчет по самообразрванию на тему: Развитие творческих способностей учащихся на уроках литературного чтения
Творческий отчет по самообразрванию на тему: Развитие творческих способностей учащихся на уроках литературного чтения UNIFICAZIONE
UNIFICAZIONE Интеллектуальная игра Что такое хорошо и что такое плохо для учеников 2-го класса
Интеллектуальная игра Что такое хорошо и что такое плохо для учеников 2-го класса Из чего состоят роботы?
Из чего состоят роботы? Контрольная работа по технологии, 6 класс
Контрольная работа по технологии, 6 класс Общие понятия о Биомедицине. Разграничение и взаимосвязь медицинской практики и исследования
Общие понятия о Биомедицине. Разграничение и взаимосвязь медицинской практики и исследования Построение автоматической воронки продаж
Построение автоматической воронки продаж Презентация Права ребенка Диск
Презентация Права ребенка Диск Рассказ Федора Абрамова О чем плачут лошади
Рассказ Федора Абрамова О чем плачут лошади Цветовые контрасты
Цветовые контрасты Государственные финансы
Государственные финансы День Святого Валентина
День Святого Валентина Keeping healthy
Keeping healthy