- Основные термины и определения менеджмента

Содержание
- 2. Классификация форм и видов менеджмента По уровню управления стратегический менеджмент; тактический менеджмент; оперативный менеджмент. Объекты управления
- 3. Определения производственного менеджмента Производственный менеджмент – это управление производственными процессами на предприятии. Производственный менеджмент - комплексная
- 4. Понятие производственного менеджмента Производственный менеджмент – это управление производственными процессами на предприятии ЗАТРАТЫ НА ВХОДЕ ПРОИЗВОДСТВЕННЫЙ
- 6. Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий по реализации концепции создания
- 8. Жизненный цикл зрелого товара
- 9. Первое в мире беспилотное летающее такси Электрический беспилотник, созданный совместно с германским производителем Volocopter, может перевозить
- 10. Критерии постановки целей производственной стратегии: 1) затраты на производство продукта; 2) качество производства; 3) качество производственных
- 11. Стратегические решения в сфере производства производственные мощности; технологические процессы, их совершенствование; масштаб производства (спрос, конкуренты, стадии
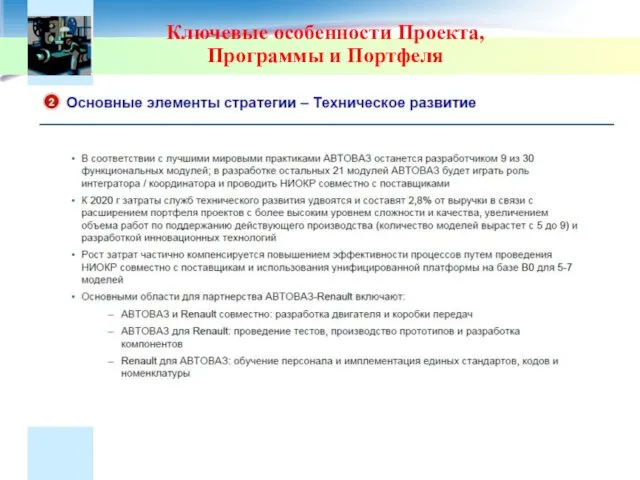
- 13. Ключевые особенности Проекта, Программы и Портфеля
- 14. Ключевые особенности Проекта, Программы и Портфеля
- 15. ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2 млрд рублей Об этом стало
- 16. АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям Возвращение бывших производств АвтоВАЗа, которые в последние годы
- 17. Универсалы Lada Vesta SW и Lada Vesta SW Cross Штамповка Для производства LADA Vesta SW и
- 18. Электромобили El Lada успешно завершили экопробег Краснодар - Сочи "Тольяттинский автозавод наряду с другими мировыми автопроизводителями
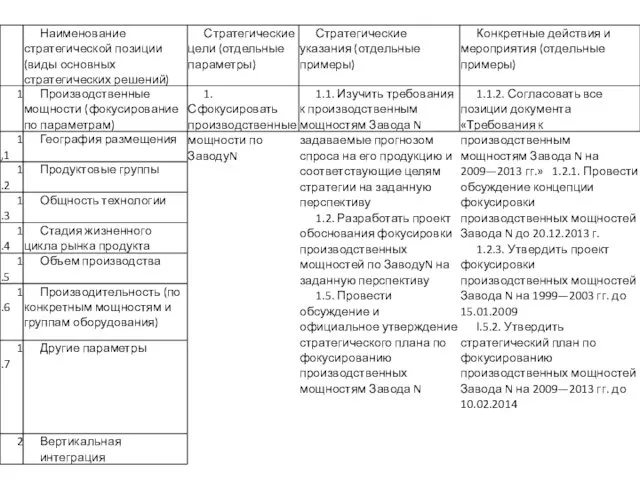
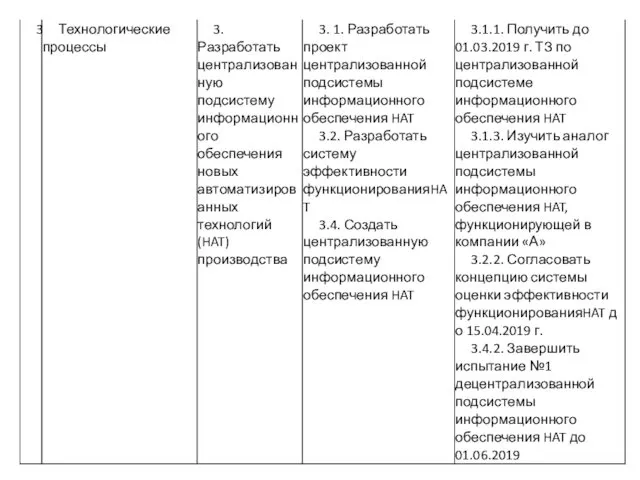
- 19. Основные позиции производственной стратегии Основные стратегические решения по производству, которые надо принять на заданную стратегическую перспективу.
- 24. Ключевые особенности Проекта, Программы и Портфеля
- 25. Оперативный менеджмент включает организацию и управление процессами реализации оперативных планов и диспетчеризацию. Задачами диспетчеризации производственных процессов
- 26. К"АвтоВАЗ" приостановил производство в Тольятти и Ижевске "АвтоВАЗ" приостановил производство на всех сборочных линиях в Тольятти
- 27. Основные функции производственного менеджмента: прогнозирование; планирование; регулирование; контроль.
- 28. Механизм функционирования
- 30. Производственная система включает прогнозирование; планирование; анализ; контроль.
- 31. Вопросы производственного менеджмента как расставить оборудование; как разместить производственные мощности; как минимизировать длительность производственного цикла как
- 32. Основная структура производственного процесса
- 33. Понятие производственного процесса Производственный процесс представляет собой совокупность всех действий людей и орудий труда, необходимых на
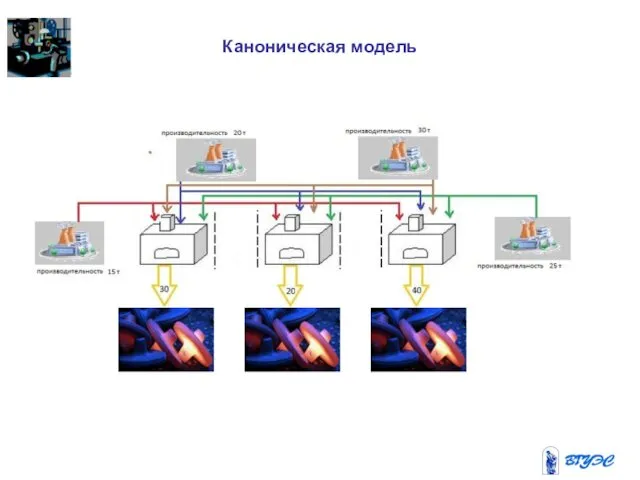
- 34. Каноническая модель производственного процесса
- 37. Каноническая модель
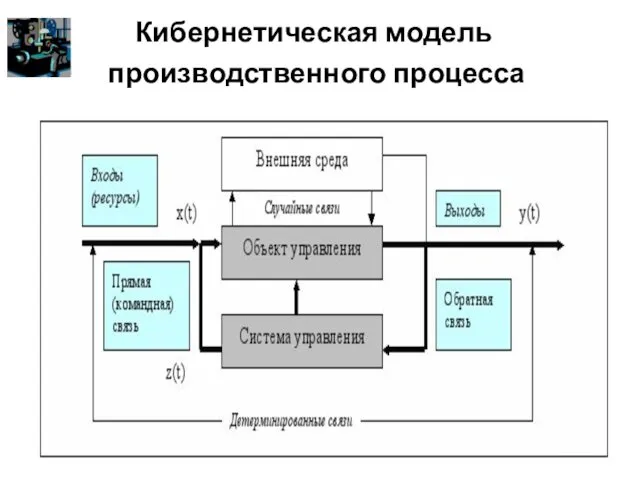
- 38. Кибернетическая модель производственного процесса
- 39. Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает прямая связь, но и принимает
- 40. ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ Входы: x(t) = x(t1) + x(t2) + x(t3) + x(tn) Выходные параметры: y(t)
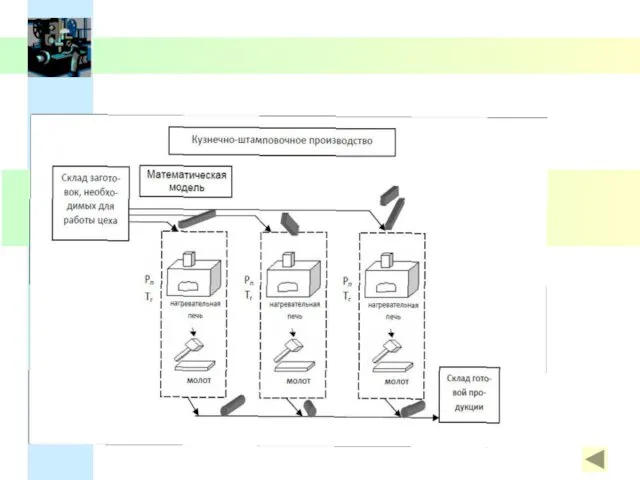
- 42. Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями. Наиболее часто встречаются задачи в виде:
- 46. Производственная структура - состав цехов и служб предприятия с указанием связей между ними. ГОСТ 14.004-83. Технологическая
- 49. Иерархическая структура
- 50. Сетевая модель управления
- 51. ИЗ ИСТОРИИ МАТРИЧНЫХ СТРУКТУР http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html Матричная структура возникла в аэрокосмических компаниях США. Необходимость работы над крупными
- 52. МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
- 53. МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
- 54. СЛАБАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА https://ppt-online.org/159823
- 55. СБАЛАНСИРОВАННАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА https://ppt-online.org/159823
- 56. КОМБИНИРОВАННАЯ ОРГАНИЗАЦИЯ ПРОЕКТА https://ppt-online.org/159823
- 57. Матричная структура управления на фирме "Тойота" Тойота осуществляет свою деятельность, используя матричную структуру управления. Эта структура
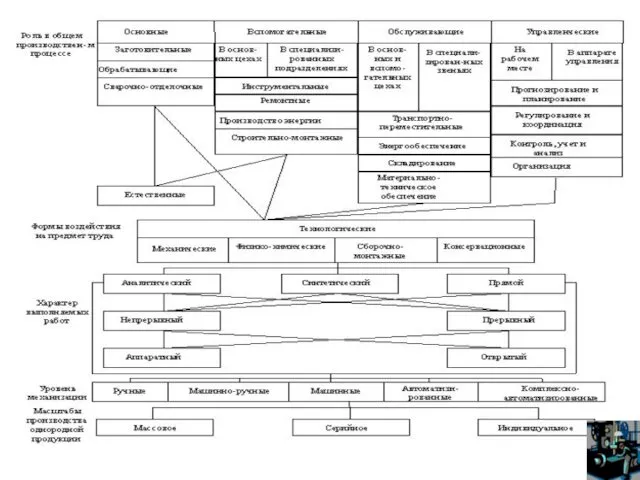
- 59. основные, направленные на изменение основных предметов труда и придание им свойств готовых продуктов; в этом случае
- 60. Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета
- 61. По характеру воздействия на предмет труда: технологические, в ходе которых происходит изменение предмета труда под воздействием
- 62. По формам взаимосвязи со смежными процессами различают: • аналитические, когда в результате первичной обработки (расчленения) комплексного
- 63. По степени непрерывности различают: превращения предметов труда в готовый продукт: • непрерывные; • дискретные (прорывные) процессы.
- 64. ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента; машинно-ручные, выполняемые с помощью машин и
- 66. Производственный цикл - интервал времени от начала до окончания производственного процесса изготовления или ремонта изделия. ГОСТ
- 67. Цикл технологической операции - интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо
- 68. Такт выпуска - интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмеров
- 69. Структура производственного цикла
- 70. Виды организации движения производственных процессов последовательный, характерный для обработки или сборки единичной детали или партии изделий;
- 71. . Штучное время - интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или
- 72. Схема процесса «Производство изделия»
- 73. Последовательное движение партий деталей
- 74. Параллельное движение партий деталей
- 75. Параллельное – последовательное движение партий деталей
- 76. Производственный цикл состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет
- 77. Используемые предприятием ресурсы и технологии Технология – это способ преобразования исходных материалов для получения желаемой продукции.
- 78. Тип производства - классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска
- 79. Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как
- 80. Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества
- 81. Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение
- 82. Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным: - для мелкосерийного производства - свыше
- 83. Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в
- 84. Классификация типов производства с учетом формы движения деталей
- 86. Зависимость трудоемкости, материалоемкости и себестоимости продукции от объема производства
- 87. Поточное производство - производство, характеризуемое расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и
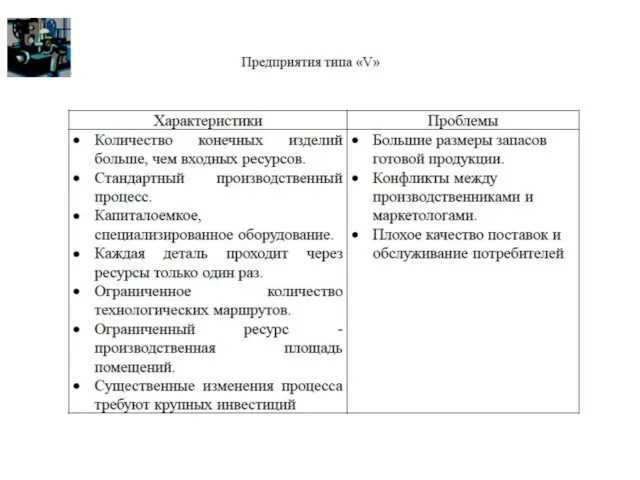
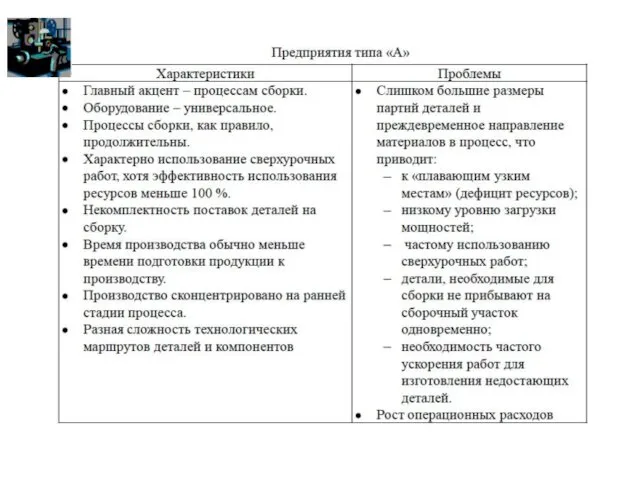
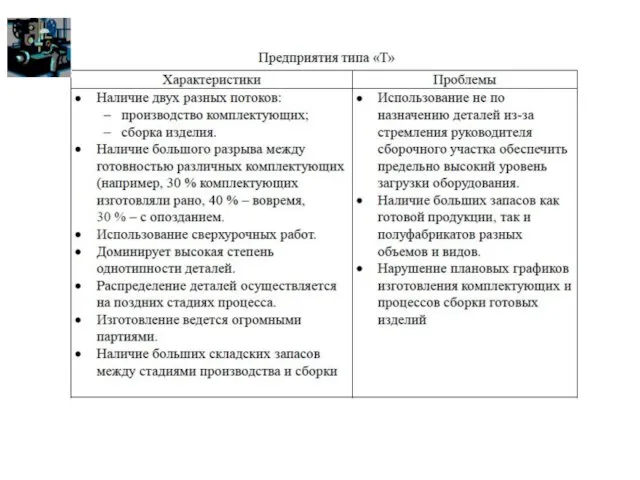
- 88. VAT- классификация
- 92. Перечень решаемых задач в процессе планирования Назначение работ Упорядочение Расписание Выполнение работ Диспетчирование Производственное и финансовое
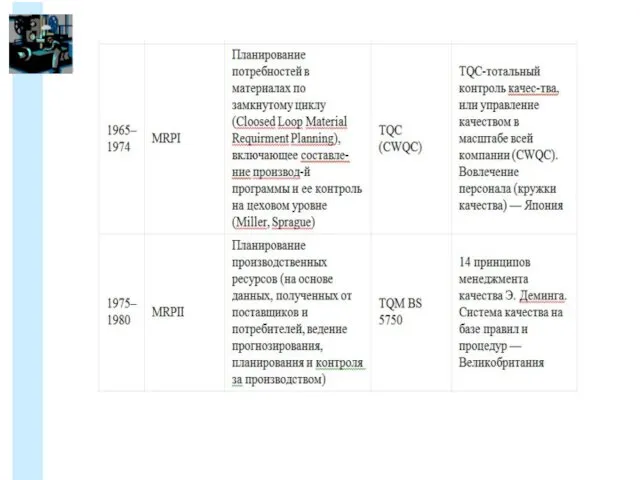
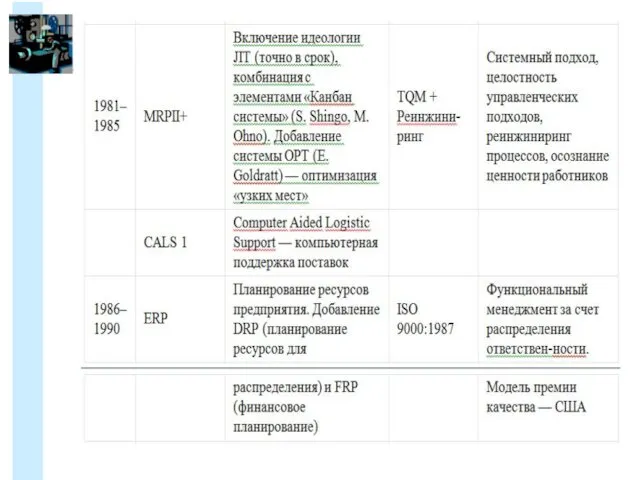
- 93. ERP-стандарты
- 94. ERP-стандарты включают следующие основные управленческие методики: — MRP (Material Requirement Planning) — планирование потребности в материалах;
- 100. Это свидетельствует о дурном ведении дела - когда прибыль выжимается из рабочих или покупателей. Ее должно
- 102. Принципы менеджмента по Ф. Тейлору Во-первых. Администрация берёт на себя выработку научного фундамента, заменяющего собой старые
- 103. Принципы управления А. Файоля Разделение труда Полномочия и ответственность. Дисциплина. Единоначалие Единство направления Подчиненность личных интересов
- 104. Принципы управления производством Г.Форда 1. Отбор рабочего персонала, совершенствование труда; 2. Эффективность за счет технических и
- 107. Отдельные элементы этого подхода использовал еще Генри Форд при модернизации в начале XX в. своих конвейерных
- 108. Преимущества: снижаются запасы сырья и незавершенного производства сокращается время выполнения заказов и производства продукции повышается производительность
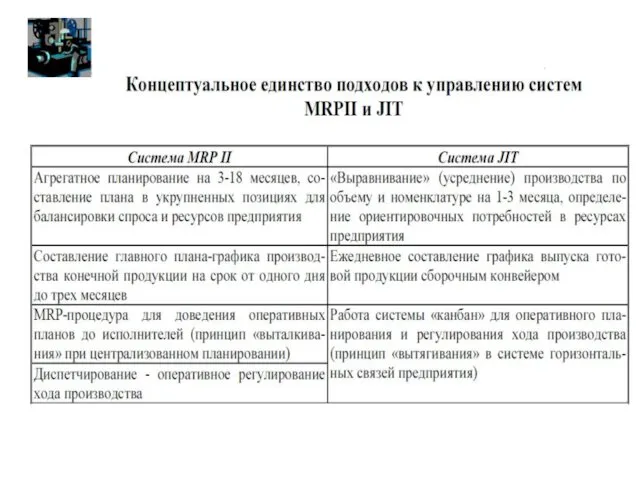
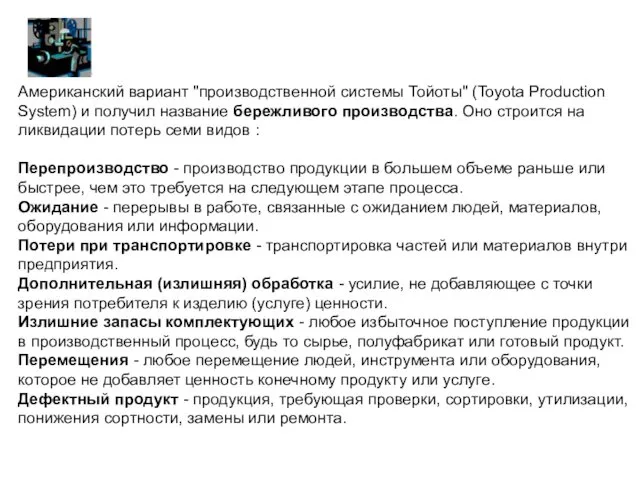
- 110. Американский вариант "производственной системы Тойоты" (Toyota Production System)
- 111. Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название бережливого производства. Оно строится на
- 113. Говорят, в среде японских менеджеров бытует мнение: "Если менеджер не может развернуть систему 5S - он
- 114. Saturn американской автомобилестроительной компании General Motors Запас двигателей на его сборочном конвейере никогда не превышает 140
- 115. «Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование маленькими шагами». Это понятие предполагает
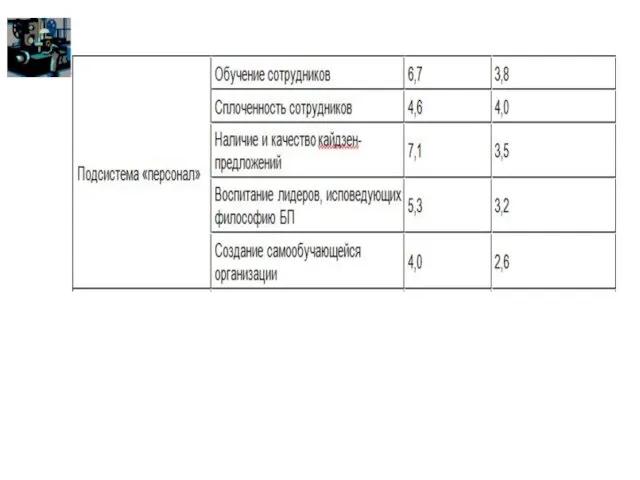
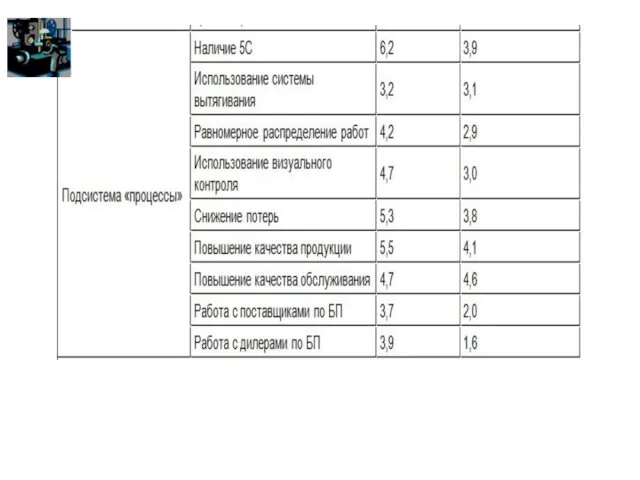
- 117. Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского комплекса. Первый проект внедрения называется
- 121. Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию в 2,5 млн рублей. Это стало
- 122. . Кайдзен на КАМАЗе – эффект почти 6 млрд рублей Экономический эффект составил 5,7 млрд рублей.
- 123. Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены следующие приоритеты производственного развития: 1.
- 124. 6. Внедрение интегрированной системы логистики уровня 4PL. 7. Увеличение производительности труда до уровня не менее 2,5
- 125. Глава АвтоВАЗа Бу Андерссон будет добиваться введения системы just in time, то есть поставки комплектующих на
- 128. Скачать презентацию
Классификация форм и видов менеджмента
По уровню управления
стратегический менеджмент;
тактический менеджмент;
оперативный менеджмент.
Объекты
Классификация форм и видов менеджмента
По уровню управления
стратегический менеджмент;
тактический менеджмент;
оперативный менеджмент.
Объекты
Определения производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии.
Производственный
Определения производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии.
Производственный
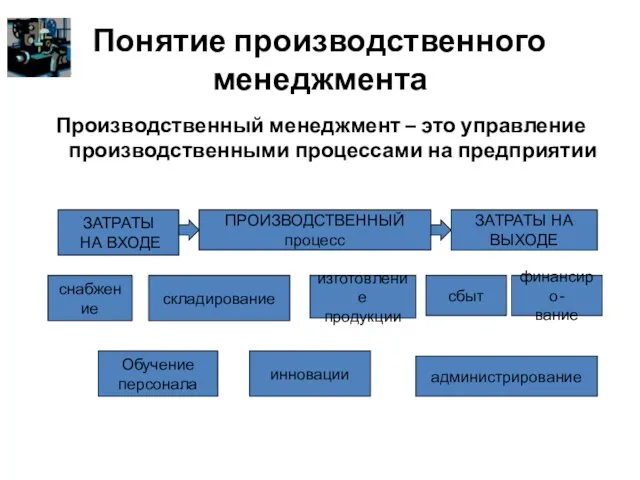
Понятие производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии
ЗАТРАТЫ
Понятие производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии
ЗАТРАТЫ

Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий
Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий

Жизненный цикл зрелого
товара
Жизненный цикл зрелого
товара

Первое в мире беспилотное
летающее такси
Электрический беспилотник, созданный совместно с германским производителем
Первое в мире беспилотное
летающее такси
Электрический беспилотник, созданный совместно с германским производителем
Критерии постановки целей производственной стратегии:
1) затраты на производство продукта;
2) качество производства;
3)
Критерии постановки целей производственной стратегии:
1) затраты на производство продукта;
2) качество производства;
3)
Стратегические решения в сфере производства
производственные мощности;
технологические процессы, их совершенствование;
масштаб производства (спрос,
Стратегические решения в сфере производства
производственные мощности;
технологические процессы, их совершенствование;
масштаб производства (спрос,

Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2
ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2
АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям
Возвращение бывших
АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям
Возвращение бывших
Универсалы Lada Vesta SW и Lada Vesta SW Cross
Штамповка
Для
Универсалы Lada Vesta SW и Lada Vesta SW Cross
Штамповка
Для
Электромобили El Lada успешно
завершили экопробег Краснодар - Сочи
"Тольяттинский автозавод
Электромобили El Lada успешно
завершили экопробег Краснодар - Сочи
"Тольяттинский автозавод
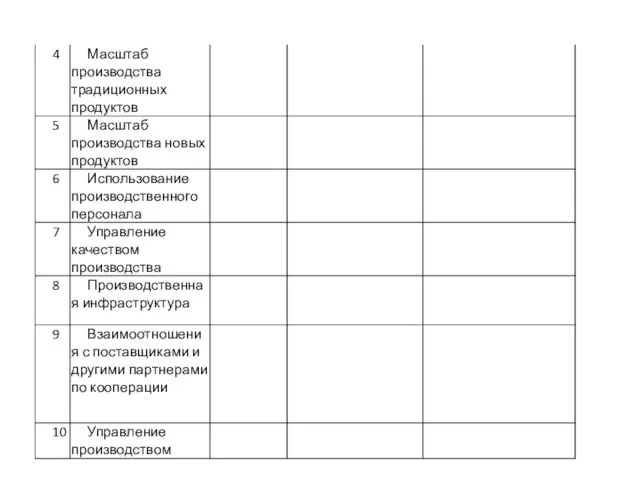
Основные позиции производственной стратегии
Основные стратегические решения по производству, которые надо принять
Основные позиции производственной стратегии
Основные стратегические решения по производству, которые надо принять

Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Оперативный менеджмент
включает организацию и управление процессами реализации оперативных планов и диспетчеризацию.
Оперативный менеджмент
включает организацию и управление процессами реализации оперативных планов и диспетчеризацию.
К"АвтоВАЗ" приостановил производство в Тольятти и Ижевске
"АвтоВАЗ" приостановил производство на всех
К"АвтоВАЗ" приостановил производство в Тольятти и Ижевске
"АвтоВАЗ" приостановил производство на всех
Основные функции производственного менеджмента:
прогнозирование;
планирование;
регулирование;
контроль.
Основные функции производственного менеджмента:
прогнозирование;
планирование;
регулирование;
контроль.
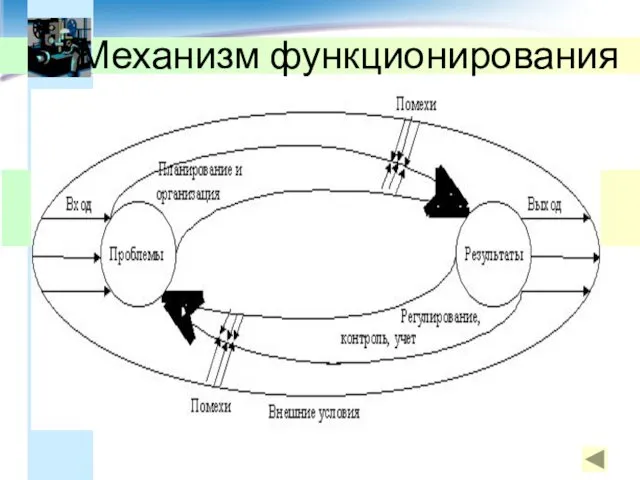
Механизм функционирования
Механизм функционирования
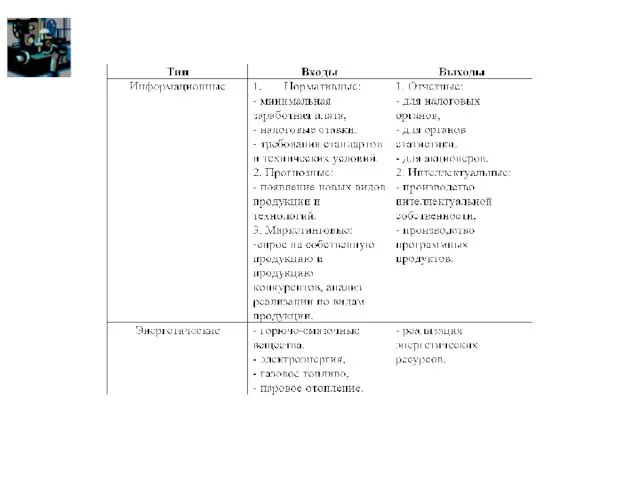
Производственная система включает
прогнозирование;
планирование;
анализ;
контроль.
Производственная система включает
прогнозирование;
планирование;
анализ;
контроль.
Вопросы производственного менеджмента
как расставить оборудование;
как разместить производственные мощности;
как минимизировать длительность производственного
Вопросы производственного менеджмента
как расставить оборудование;
как разместить производственные мощности;
как минимизировать длительность производственного

Основная структура производственного процесса
Основная структура производственного процесса
Понятие производственного процесса
Производственный процесс представляет собой совокупность всех действий людей и
Понятие производственного процесса
Производственный процесс представляет собой совокупность всех действий людей и
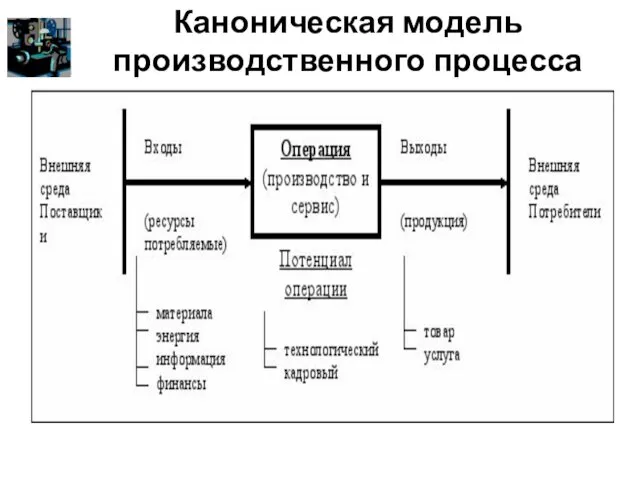
Каноническая модель производственного процесса
Каноническая модель производственного процесса
Каноническая модель
Каноническая модель
Кибернетическая модель
производственного процесса
Кибернетическая модель
производственного процесса
Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает
Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает
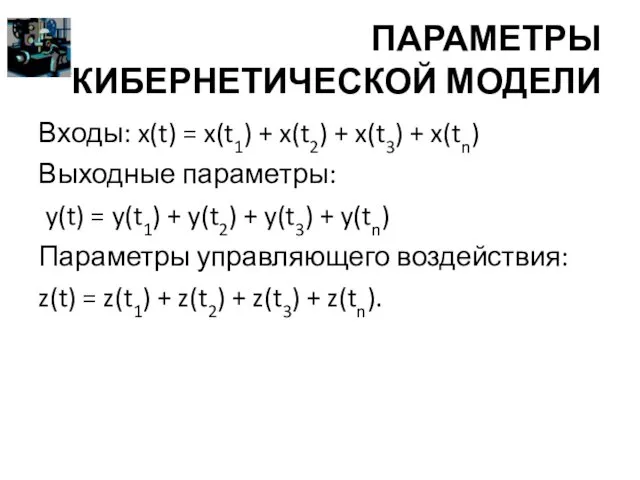
ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ
Входы: x(t) = x(t1) + x(t2) + x(t3) +
ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ
Входы: x(t) = x(t1) + x(t2) + x(t3) +
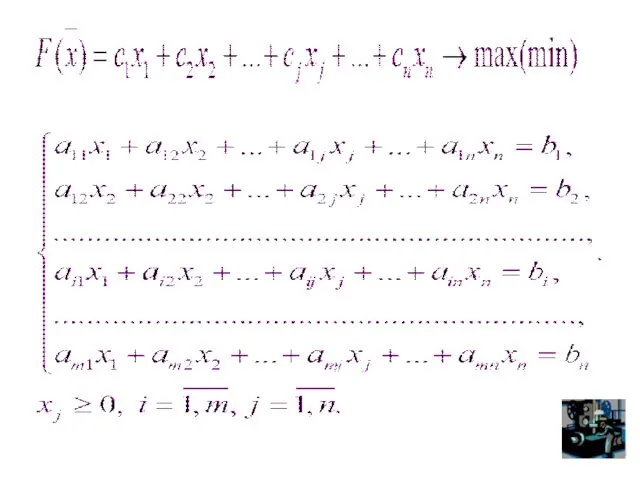
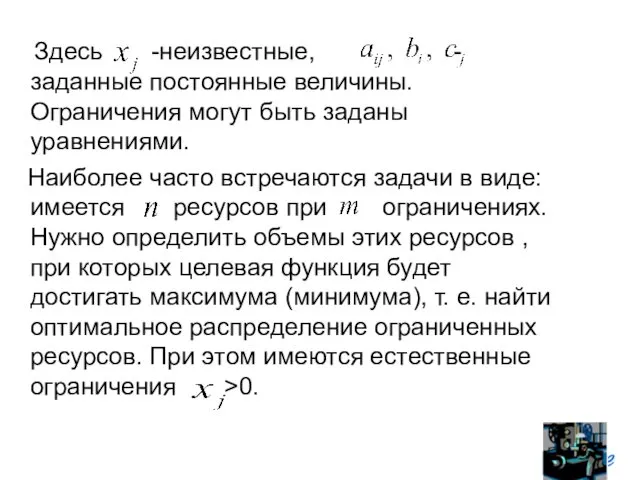
Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями.
Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями.
Производственная структура - состав цехов и служб предприятия с указанием
Производственная структура - состав цехов и служб предприятия с указанием
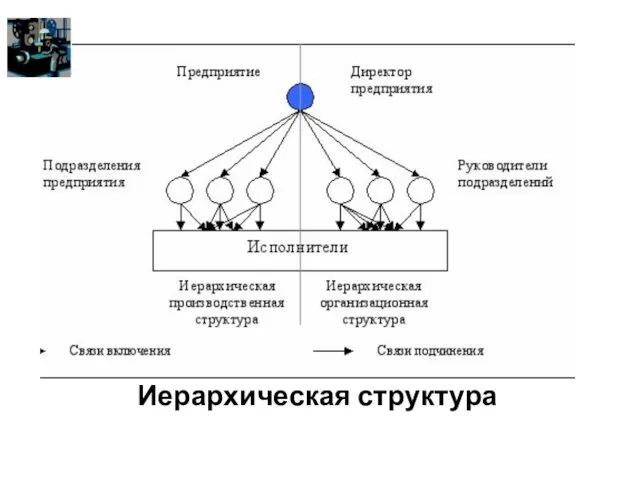
Иерархическая структура
Иерархическая структура
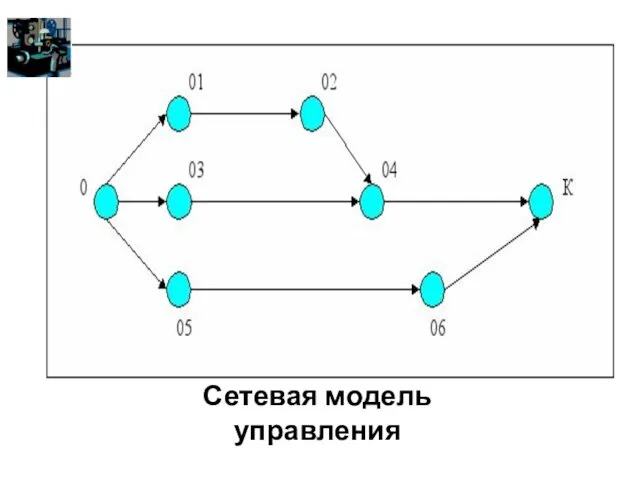
Сетевая модель управления
Сетевая модель управления
ИЗ ИСТОРИИ МАТРИЧНЫХ СТРУКТУР
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
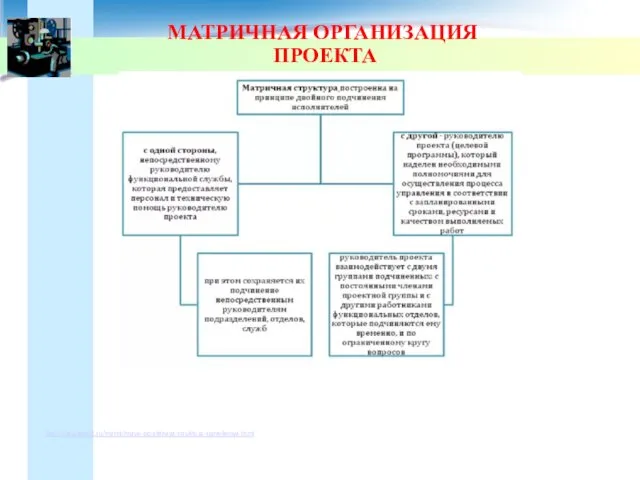
Матричная структура возникла в аэрокосмических компаниях США. Необходимость
ИЗ ИСТОРИИ МАТРИЧНЫХ СТРУКТУР
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
Матричная структура возникла в аэрокосмических компаниях США. Необходимость

МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
http://ya-prepod.ru/matrichnaya-proektnaya-struktura-upravleniya.html
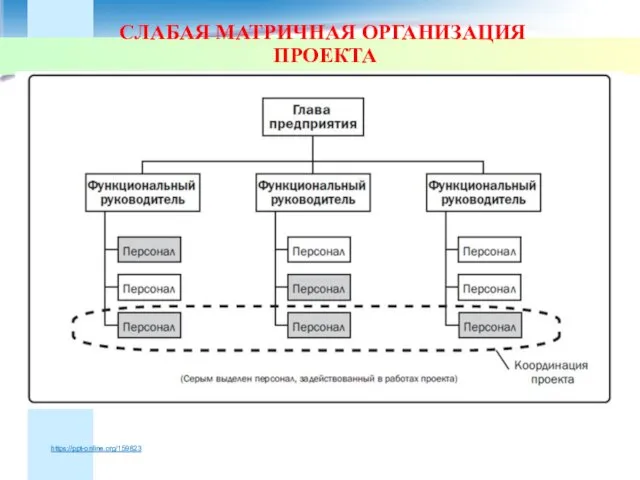
СЛАБАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
https://ppt-online.org/159823
СЛАБАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
https://ppt-online.org/159823
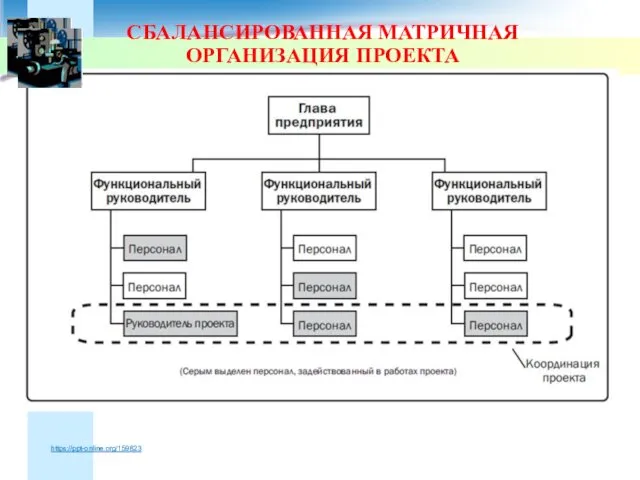
СБАЛАНСИРОВАННАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА
https://ppt-online.org/159823
СБАЛАНСИРОВАННАЯ МАТРИЧНАЯ ОРГАНИЗАЦИЯ ПРОЕКТА
https://ppt-online.org/159823
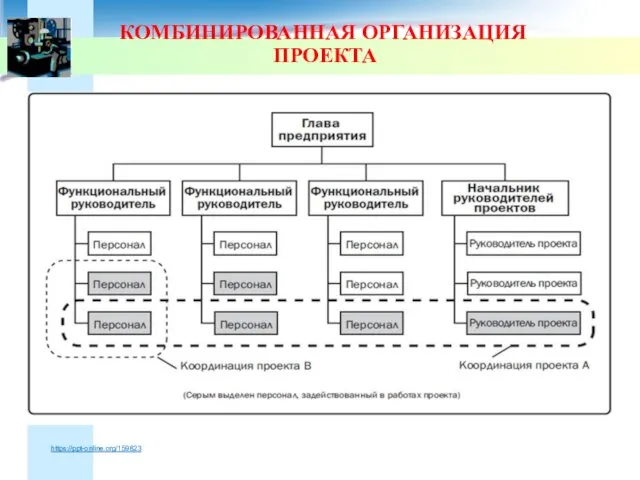
КОМБИНИРОВАННАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
https://ppt-online.org/159823
КОМБИНИРОВАННАЯ ОРГАНИЗАЦИЯ
ПРОЕКТА
https://ppt-online.org/159823
Матричная структура управления
на фирме "Тойота"
Тойота осуществляет свою деятельность, используя матричную
Матричная структура управления
на фирме "Тойота"
Тойота осуществляет свою деятельность, используя матричную
основные, направленные на изменение основных предметов труда и придание им свойств
основные, направленные на изменение основных предметов труда и придание им свойств
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по
По характеру воздействия на предмет труда:
технологические, в ходе которых происходит
По характеру воздействия на предмет труда:
технологические, в ходе которых происходит
По формам взаимосвязи со смежными процессами различают:
• аналитические, когда в результате
По формам взаимосвязи со смежными процессами различают:
• аналитические, когда в результате
По степени непрерывности различают:
превращения предметов труда в готовый продукт:
• непрерывные;
• дискретные (прорывные) процессы.
По
По степени непрерывности различают:
превращения предметов труда в готовый продукт:
• непрерывные;
• дискретные (прорывные) процессы.
По
ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
машинно-ручные, выполняемые
ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
машинно-ручные, выполняемые
Производственный цикл - интервал времени от начала до окончания производственного процесса
Производственный цикл - интервал времени от начала до окончания производственного процесса
Цикл технологической операции - интервал календарного времени от начала до
Цикл технологической операции - интервал календарного времени от начала до
Такт выпуска - интервал времени, через который периодически производится выпуск
Такт выпуска - интервал времени, через который периодически производится выпуск
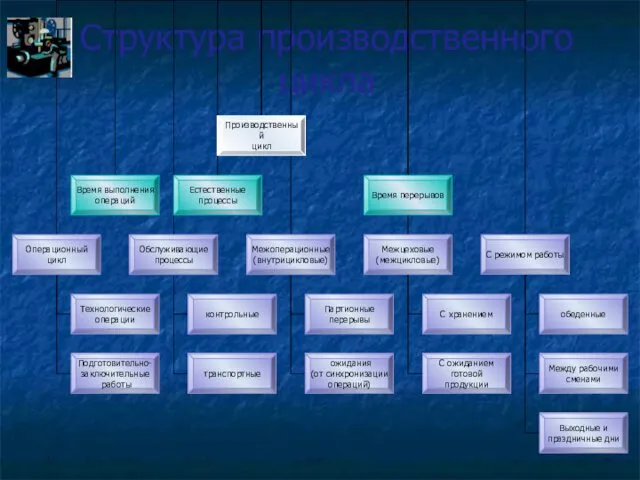
Структура производственного цикла
Структура производственного цикла
Виды организации движения производственных процессов
последовательный, характерный для обработки или сборки единичной
Виды организации движения производственных процессов
последовательный, характерный для обработки или сборки единичной
. Штучное время - интервал времени, равный отношению цикла технологической операции
. Штучное время - интервал времени, равный отношению цикла технологической операции

Схема процесса
«Производство изделия»
Схема процесса
«Производство изделия»
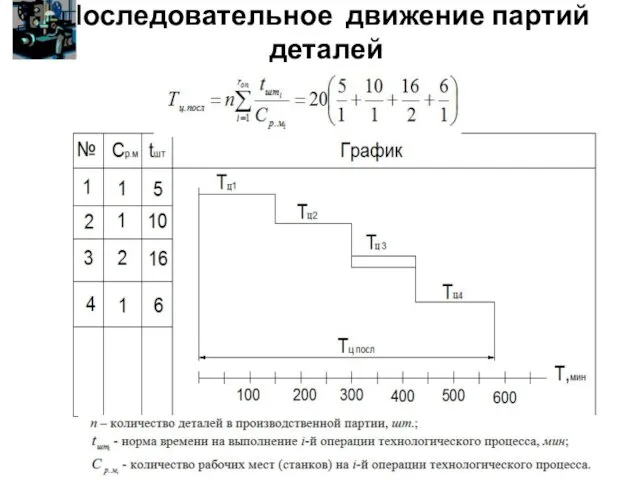
Последовательное движение партий
деталей
Последовательное движение партий
деталей

Параллельное движение партий деталей
Параллельное движение партий деталей
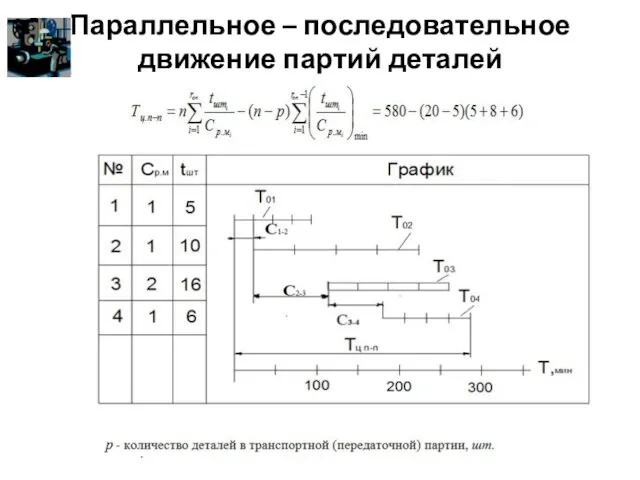
Параллельное – последовательное движение партий деталей
Параллельное – последовательное движение партий деталей
Производственный цикл состоит из двух частей: из рабочего периода, т.
Производственный цикл состоит из двух частей: из рабочего периода, т.
Используемые предприятием ресурсы
и технологии
Технология – это способ преобразования исходных
Используемые предприятием ресурсы
и технологии
Технология – это способ преобразования исходных
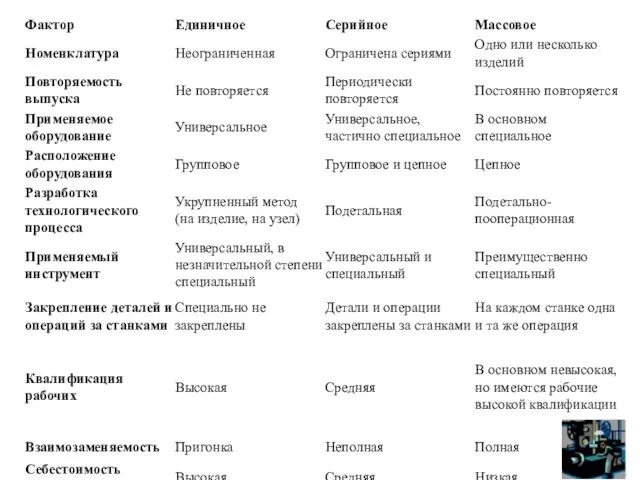
Тип производства - классификационная категория производства, выделяемая по признакам широты
Тип производства - классификационная категория производства, выделяемая по признакам широты
Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий,
Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий,
Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически
Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически
Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих
Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих
Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным:
Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным:
Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно
Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно

Классификация типов производства с учетом формы движения
деталей
Классификация типов производства с учетом формы движения
деталей
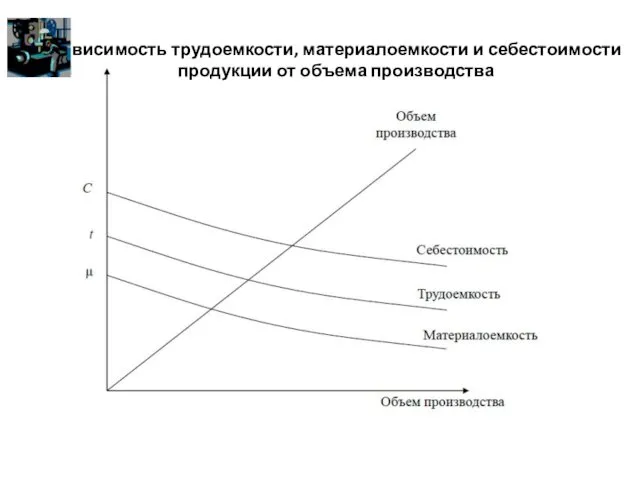
Зависимость трудоемкости, материалоемкости и себестоимости
продукции от объема производства
Зависимость трудоемкости, материалоемкости и себестоимости
продукции от объема производства
Поточное производство - производство, характеризуемое расположением средств технологического оснащения в
Поточное производство - производство, характеризуемое расположением средств технологического оснащения в

VAT- классификация
VAT- классификация
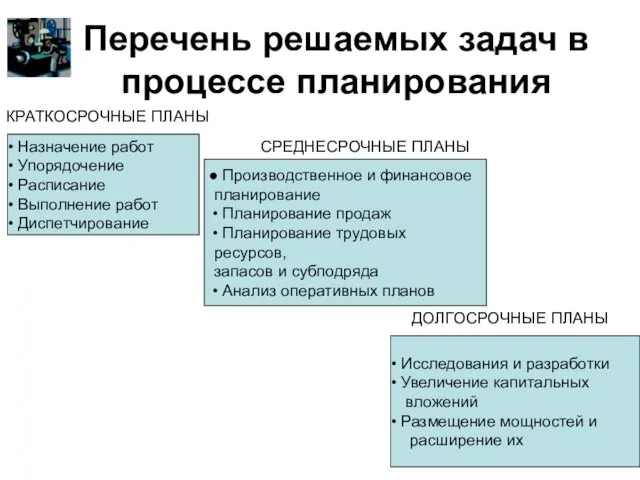
Перечень решаемых задач в процессе планирования
Назначение работ
Упорядочение
Расписание
Выполнение
Перечень решаемых задач в процессе планирования
Назначение работ
Упорядочение
Расписание
Выполнение
ERP-стандарты
ERP-стандарты
ERP-стандарты включают следующие основные управленческие методики:
— MRP (Material Requirement Planning) —
ERP-стандарты включают следующие основные управленческие методики:
— MRP (Material Requirement Planning) —


Это свидетельствует о дурном ведении дела - когда прибыль выжимается
Это свидетельствует о дурном ведении дела - когда прибыль выжимается
Принципы менеджмента
по Ф. Тейлору
Во-первых. Администрация берёт на себя выработку научного
Принципы менеджмента
по Ф. Тейлору
Во-первых. Администрация берёт на себя выработку научного
Принципы управления А. Файоля
Разделение труда
Полномочия и ответственность.
Дисциплина.
Единоначалие
Единство направления
Подчиненность личных интересов
Принципы управления А. Файоля
Разделение труда
Полномочия и ответственность.
Дисциплина.
Единоначалие
Единство направления
Подчиненность личных интересов
Принципы управления производством Г.Форда
1. Отбор рабочего персонала, совершенствование труда;
2.
Принципы управления производством Г.Форда
1. Отбор рабочего персонала, совершенствование труда; 2.


Отдельные элементы этого подхода использовал еще Генри Форд при
модернизации в начале
Отдельные элементы этого подхода использовал еще Генри Форд при
модернизации в начале
Преимущества:
снижаются запасы сырья и незавершенного производства
сокращается время выполнения заказов и производства
Преимущества:
снижаются запасы сырья и незавершенного производства
сокращается время выполнения заказов и производства

Американский вариант "производственной системы Тойоты" (Toyota Production System)
Американский вариант "производственной системы Тойоты" (Toyota Production System)
Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название
Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название

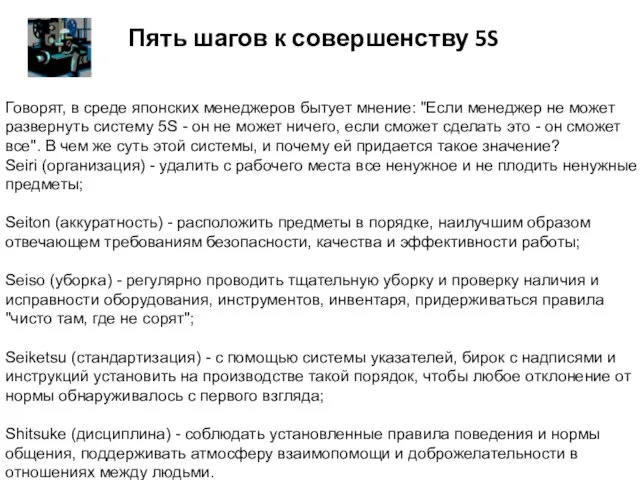
Говорят, в среде японских менеджеров бытует мнение: "Если менеджер не может
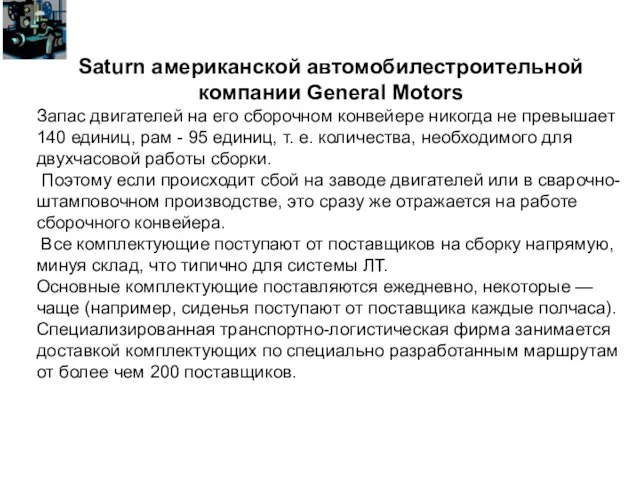
Saturn американской автомобилестроительной компании General Motors
Запас двигателей на его сборочном конвейере
Saturn американской автомобилестроительной компании General Motors
Запас двигателей на его сборочном конвейере
«Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование
«Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование
Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского
Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского
Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию
Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию
.
Кайдзен на КАМАЗе – эффект почти 6 млрд рублей
Экономический эффект
Кайдзен на КАМАЗе – эффект почти 6 млрд рублей
Экономический эффект
Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены
Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены
6. Внедрение интегрированной системы логистики уровня 4PL.
7. Увеличение производительности труда до
6. Внедрение интегрированной системы логистики уровня 4PL.
7. Увеличение производительности труда до

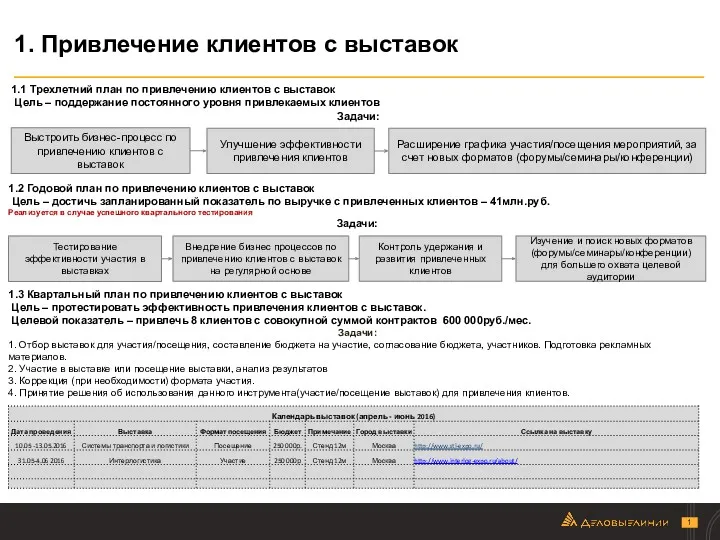 Привлечение клиентов с выставок. Выстроить бизнес-процесс по привлечению клиентов с выставок
Привлечение клиентов с выставок. Выстроить бизнес-процесс по привлечению клиентов с выставок A little bit about Spimun
A little bit about Spimun Momente
Momente Имануил Валлерстайн и Теда Скопкол. Историческая ориентация в марксизме
Имануил Валлерстайн и Теда Скопкол. Историческая ориентация в марксизме Эколого-благотворительный проект #Добрые крышечки
Эколого-благотворительный проект #Добрые крышечки 1_Предмет_і_зміст_ТМФВ_Наукові_основи_2 (3)
1_Предмет_і_зміст_ТМФВ_Наукові_основи_2 (3) Презентация День Знаний
Презентация День Знаний Отдел инвестиционной деятельности Управления инвестиционной и инновационной деятельности
Отдел инвестиционной деятельности Управления инвестиционной и инновационной деятельности Строительство тепличных комплексов. Организация тепличного хозяйства в городских округах
Строительство тепличных комплексов. Организация тепличного хозяйства в городских округах Устройства СЦБ и связи при движении поездов
Устройства СЦБ и связи при движении поездов Национальная стратегия противодействия корупции
Национальная стратегия противодействия корупции Формула удачи: улыбка - настроение - вера в себя - результат. Урок русского языка
Формула удачи: улыбка - настроение - вера в себя - результат. Урок русского языка Электромеханикалы көмірлі бұйымдар мен материалдар
Электромеханикалы көмірлі бұйымдар мен материалдар Урок Краеведения 8 класс
Урок Краеведения 8 класс Основные принципы построения систем ввода вывода и интерфейсов
Основные принципы построения систем ввода вывода и интерфейсов презентация волшебный мир театра
презентация волшебный мир театра Портфолио учителя математики Водяковой В. В.
Портфолио учителя математики Водяковой В. В. Привлечение финансирования для создания объектов инфраструктуры
Привлечение финансирования для создания объектов инфраструктуры Прессование изделий из керамических порошков
Прессование изделий из керамических порошков Новые религиозные движения
Новые религиозные движения Качество процесса инсталляционных и установочных работ ДКС МРФ Урал ПАО Ростелеком
Качество процесса инсталляционных и установочных работ ДКС МРФ Урал ПАО Ростелеком Годовой отчет о деятельности организации за 2021.pdf [Восстановленный]
Годовой отчет о деятельности организации за 2021.pdf [Восстановленный] Мировые религии
Мировые религии Республика Беларусь. Теория государственной службы
Республика Беларусь. Теория государственной службы Вируальная выставка Книжные новинки
Вируальная выставка Книжные новинки Презентация к уроку географии Население мира 10 класс
Презентация к уроку географии Население мира 10 класс Как научиться управлять классом
Как научиться управлять классом Поезда. Российские Железные Дороги
Поезда. Российские Железные Дороги