- Основные термины и определения. Технология машиностроения. Лекция 1

Содержание
- 2. * Лекция 1 Содержание Введение 1. Изделие и его элементы 2. Производственный и технологический процессы 3.
- 3. ВВЕДЕНИЕ * Лекция 1
- 4. Технология – это наука, которая систематизирует знания о способах и приемах переработки исходного сырья и материалов
- 5. Классификация машин
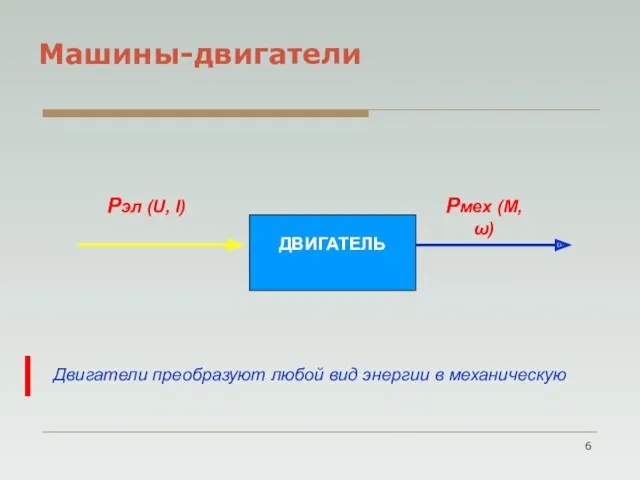
- 6. Машины-двигатели ДВИГАТЕЛЬ Рмех (М, ω) Двигатели преобразуют любой вид энергии в механическую Рэл (U, I)
- 7. Примеры двигателей
- 8. Машины-генераторы ГЕНЕРАТОР Рмех (М, ω) Генераторы преобразуют механическую энергию в энергию другого вида Рэл (U, I)
- 9. Примеры генераторов
- 10. Транспортные машины ТРАНСПОРТНАЯ МАШИНА Рмех f(x0, y0) f(xn, yn) Транспортные машины используют механическую энергию для изменения
- 11. Примеры транспортных машин
- 12. Технологические машины ТЕХНОЛОГИЧЕСКАЯ МАШИНА Рмех f(x0, y0, z0) f(xn, yn, zn) Технологические машины используют механическую энергию
- 13. Примеры технологических машин
- 14. Информационные машины Информационная машина I0 Информационные машины преобразуют входную информацию в выходную информацию In
- 15. Рабочая машина Контрольно-управляющие машины Контрольно-управляющая машина I0 Контрольно-управляющие машины преобразуют получаемую контрольно-измерительную информацию с целью управления
- 16. Кибернетические машины Рабочая машина Контрольно-управляющая машина I0 I1 Программа ΔI1 Окружающая среда Кибернетические машины заменяют или
- 17. Примеры кибернетических машин
- 18. ИЗДЕЛИЕ И ЕГО ЭЛЕМЕНТЫ * Лекция 1
- 19. * Лекция 1 Виды изделий машиностроительного производства Установлены следующие виды изделий машиностроительного производства: деталь; сборочная единица;
- 20. * Лекция 1 Виды изделий машиностроительного производства Деталь – изделие, изготовленное из однородного материала без применения
- 21. * Лекция 1 Виды изделий машиностроительного производства Комплекс – два и более изделий, не соединенных на
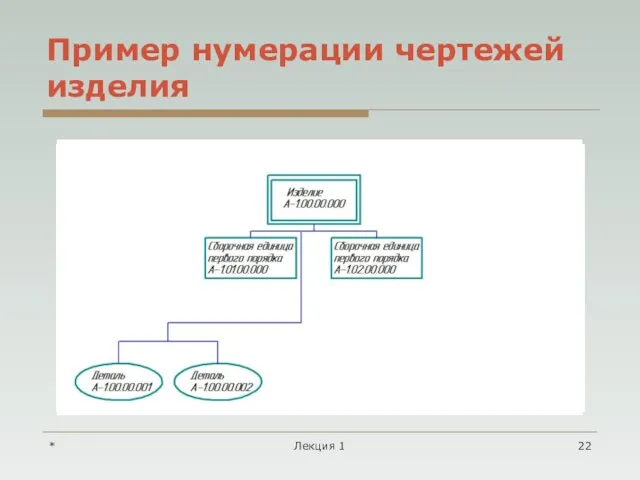
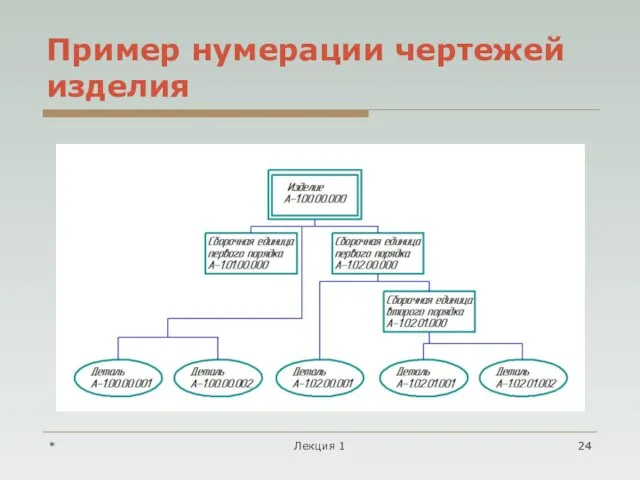
- 22. * Лекция 1 Пример нумерации чертежей изделия
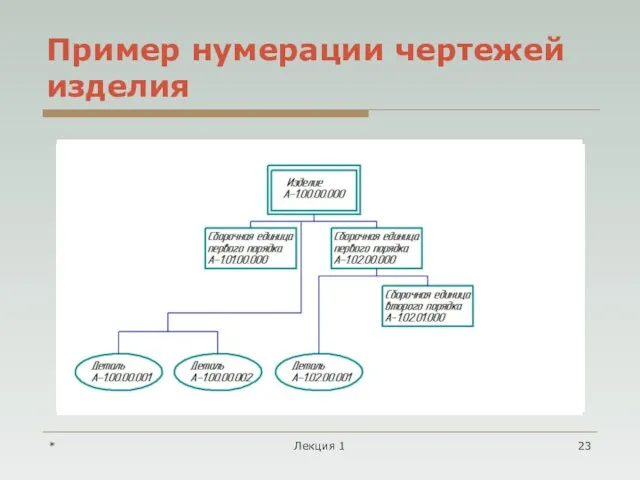
- 23. * Лекция 1 Пример нумерации чертежей изделия
- 24. * Лекция 1 Пример нумерации чертежей изделия
- 25. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ * Лекция 1
- 26. * Лекция 1 Производственный процесс – это совокупность взаимосвязанных действий, в результате которых исходные материалы и
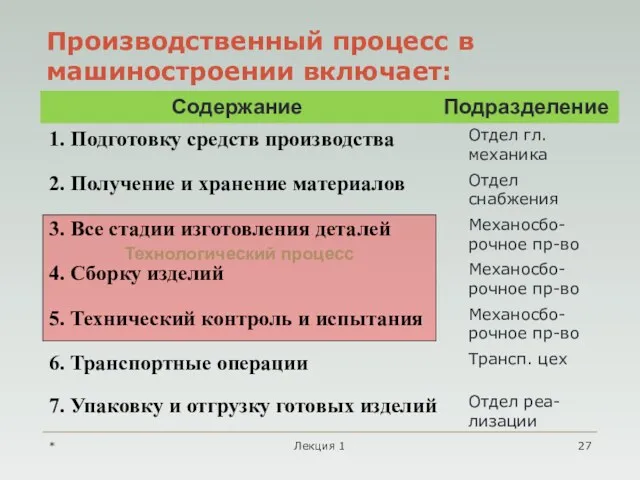
- 27. * Лекция 1 Технологический процесс 4. Сборку изделий Производственный процесс в машиностроении включает: Отдел реа-лизации 7.
- 28. * Лекция 1 Технологический процесс – часть производственного процесса, содержащая действия по изменению и контролю состояния
- 29. * Лекция 1 Технологические переделы (виды технологических процессов): изготовление заготовок; механическая обработка заготовок; термическая обработка заготовок;
- 30. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА * Лекция 1
- 31. * Лекция 1 Структура технологического процесса Для удобства документирования весь технологический процесс разделяется на отдельные элементы.
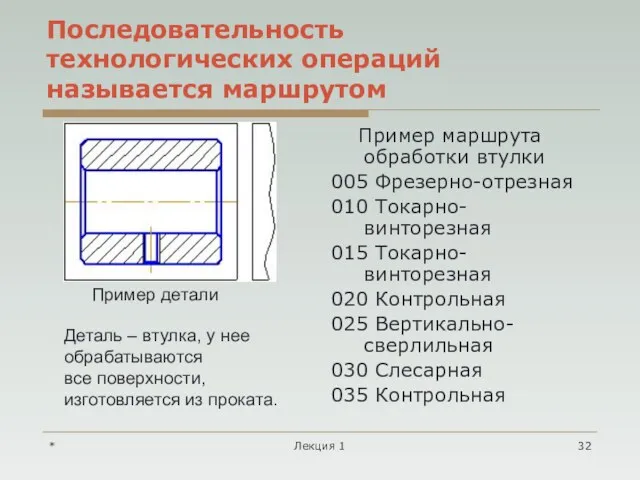
- 32. * Лекция 1 Последовательность технологических операций называется маршрутом Пример маршрута обработки втулки 005 Фрезерно-отрезная 010 Токарно-винторезная
- 33. * Лекция 1 Элементы технологических операций Для описания в документах сложных технологических операций, они разбиваются на
- 34. * Лекция 1 Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей,
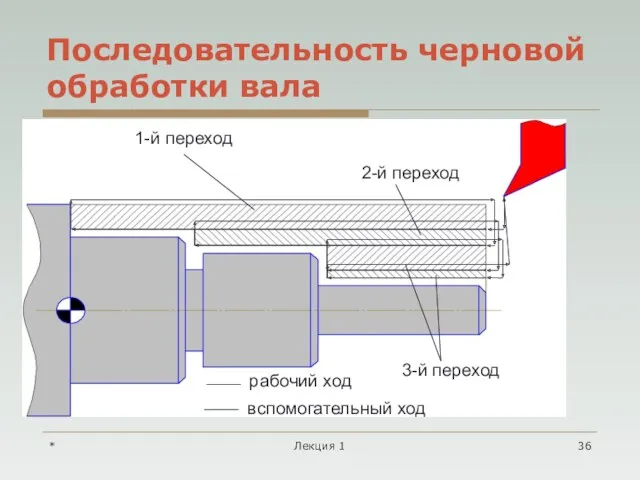
- 35. * Лекция 1 Элементы технологического перехода Рабочий ход – часть технологического перехода, состоящая из однократного перемещения
- 36. * Лекция 1 Последовательность черновой обработки вала
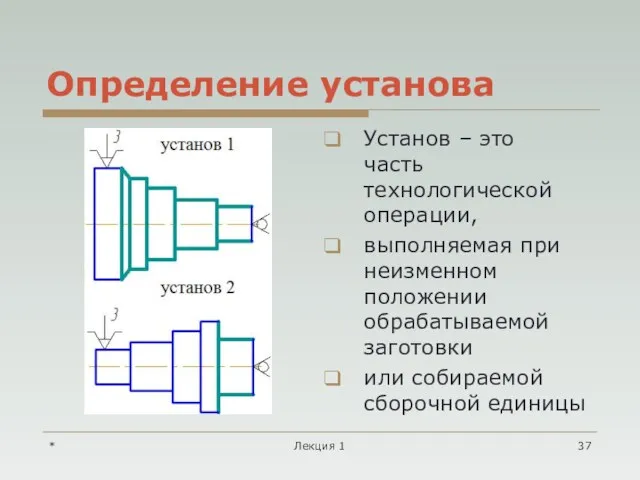
- 37. * Лекция 1 Определение установа Установ – это часть технологической операции, выполняемая при неизменном положении обрабатываемой
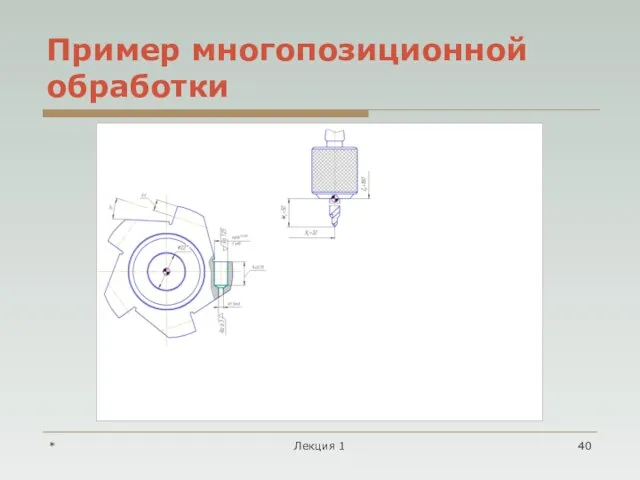
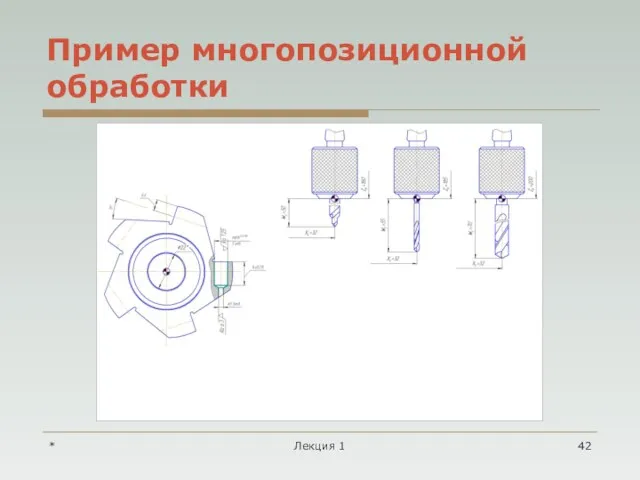
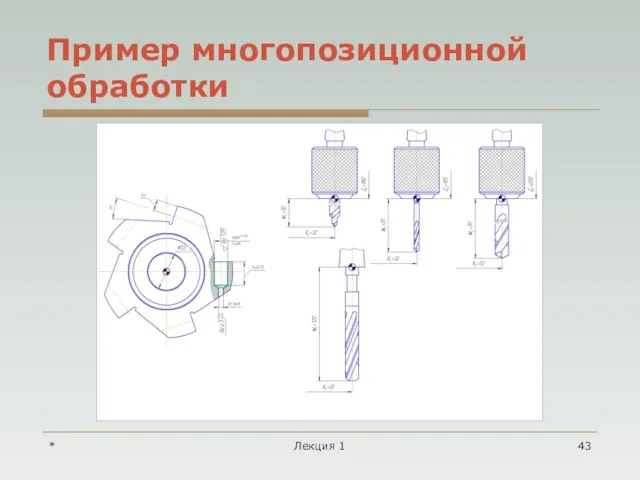
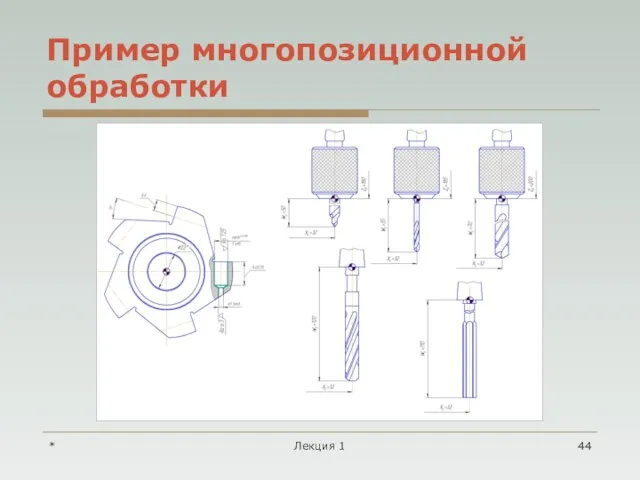
- 38. * Лекция 1 Определение позиции Позиция – фиксированное положение, занимаемое закрепленной заготовкой или собираемой сборочной единицей
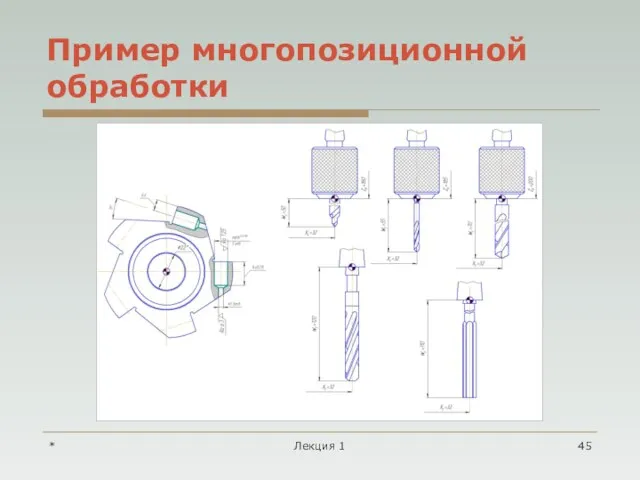
- 39. * Лекция 1 Пример многопозиционной обработки
- 40. * Лекция 1 Пример многопозиционной обработки
- 41. * Лекция 1 Пример многопозиционной обработки
- 42. * Лекция 1 Пример многопозиционной обработки
- 43. * Лекция 1 Пример многопозиционной обработки
- 44. * Лекция 1 Пример многопозиционной обработки
- 45. * Лекция 1 Пример многопозиционной обработки
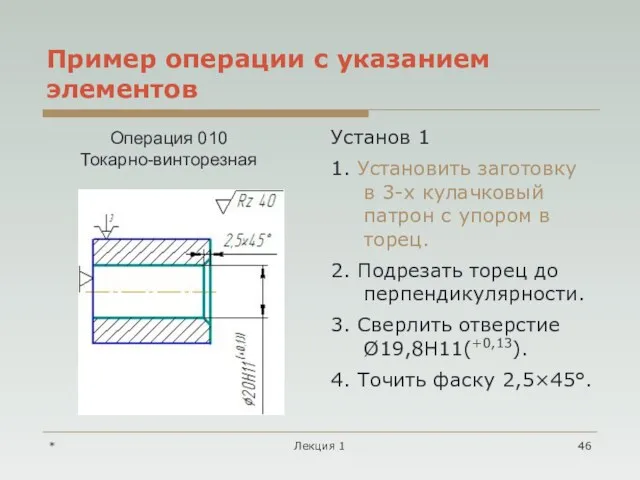
- 46. * Лекция 1 Пример операции с указанием элементов Установ 1 1. Установить заготовку в 3-х кулачковый
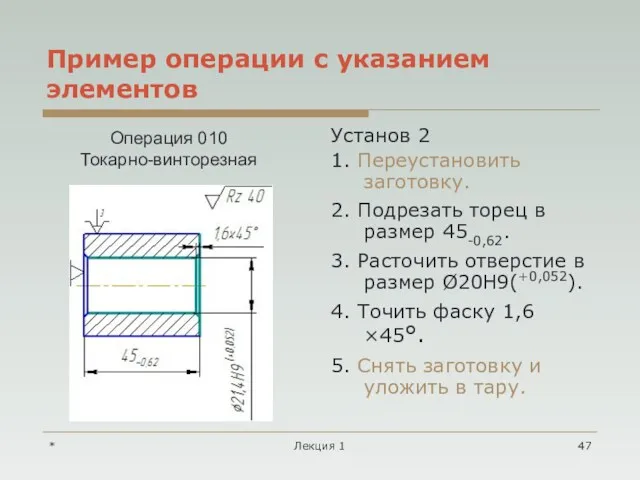
- 47. * Лекция 1 Пример операции с указанием элементов Установ 2 1. Переустановить заготовку. 2. Подрезать торец
- 48. ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ * Лекция 1
- 49. * Лекция 1 Принципы построения технологических процессов В машиностроительном производстве используют два принципа построения технологических процессов:
- 50. * Лекция 1 Принципы построения технологических процессов Дифференцированный тех. процесс содержит большое количество простых операций Достоинства:
- 51. * Лекция 1 Принципы построения технологических процессов Концентрированный технологический процесс содержит небольшое число сложных операций Достоинства:
- 52. ТИПЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА * Лекция 1
- 53. Типы машиностроительного производства Тип производства является характеристикой условий производства Для характеристики условий производства следует рассмотреть структуру
- 54. * Лекция 1 Структура машиностроительного предприятия Структурной единицей машиностроительного предприятия является цех Цех представляет собой совокупность
- 55. * Лекция 1 Типы машиностроительного производства Рабочее место – элементарная единица структуры предприятия, где размещаются исполнители
- 56. * Лекция 1 Типы машиностроительного производства Для характеристики условий производства в соответствии с действующими стандартами устанавливаются
- 57. * Лекция 1 Характеристика единичного производства Единичное производство характеризуется малым объемом выпускаемых изделий повторное изготовление или
- 58. * Лекция 1 Характеристика единичного производства Оборудование, инструмент, приспособления - универсальные Заготовки – простейшие (прокат, литье
- 59. * Лекция 1 Характеристика массового производства Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых продолжительное
- 60. * Лекция 1 Характеристика массового производства Оборудование – станки-автоматы, поточные линии Приспособления, инструмент – специальные Заготовки
- 61. * Лекция 1 Характеристика серийного производства Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями.
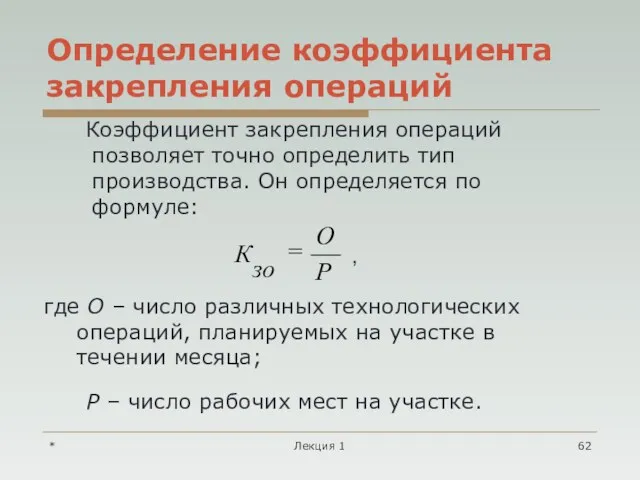
- 62. * Лекция 1 Определение коэффициента закрепления операций где О – число различных технологических операций, планируемых на
- 63. * Лекция 1 Характеристика типов производства в зависимости от Кзо Для различных типов производства коэффициент закрепления
- 64. ФОРМЫ ОРГАНИЗАЦИИ РАБОТ В МАШИНОСТРОЕНИИ * Лекция 1
- 65. * Лекция 1 Формы организации работ в машиностроении В настоящее время в машиностроении существуют две основные
- 66. * Лекция 1 Характеристика поточной формы Поточная форма характеризуется размещением рабочих мест в последовательности, строго соответствующей
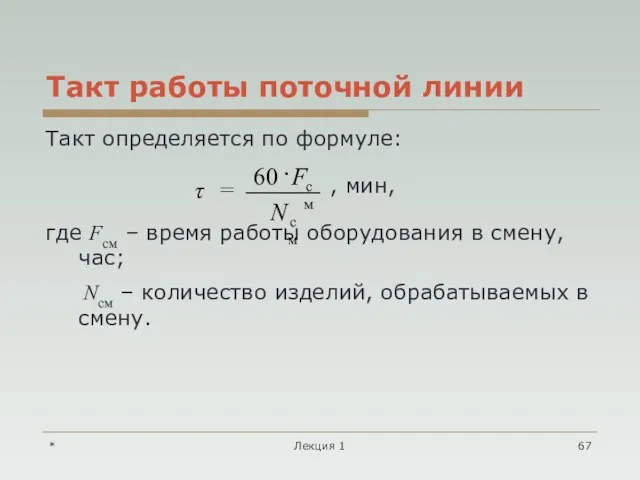
- 67. * Лекция 1 Такт работы поточной линии Такт определяется по формуле: , мин, где Fсм –
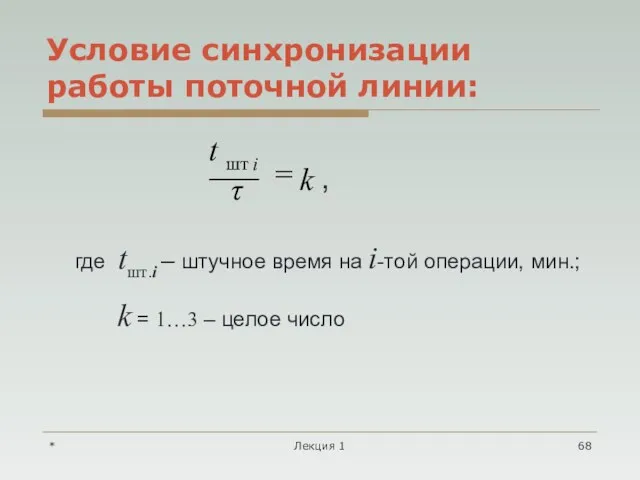
- 68. * Лекция 1 Условие синхронизации работы поточной линии: где tшт.i – штучное время на i-той операции,
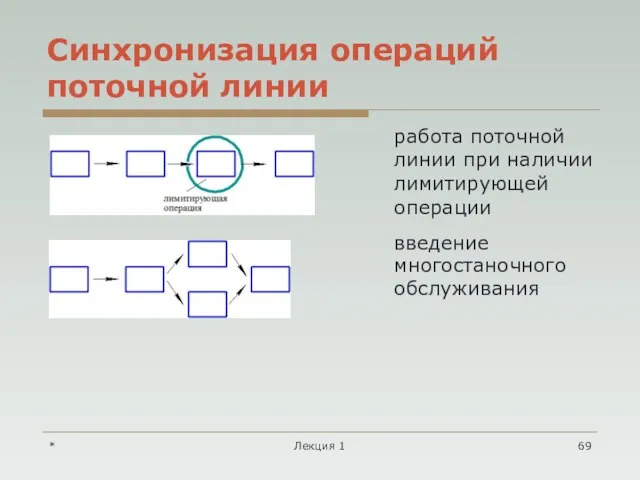
- 69. * Лекция 1 Синхронизация операций поточной линии введение многостаночного обслуживания работа поточной линии при наличии лимитирующей
- 70. * Лекция 1 Характеристика групповой формы Групповая форма организации технологического процесса характеризуется однородностью конструктивных и технологических
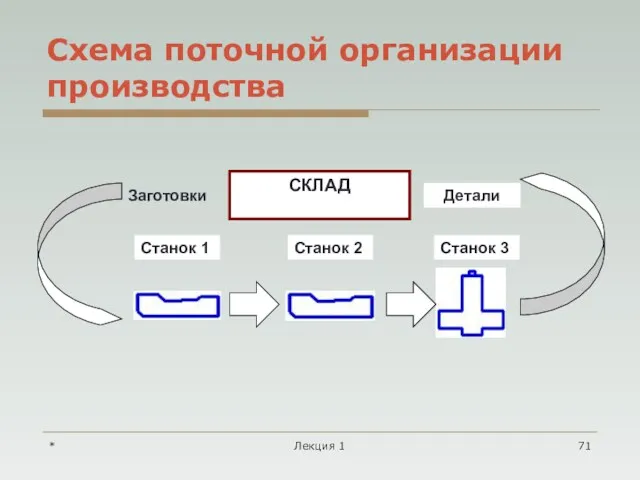
- 71. * Лекция 1 Схема поточной организации производства
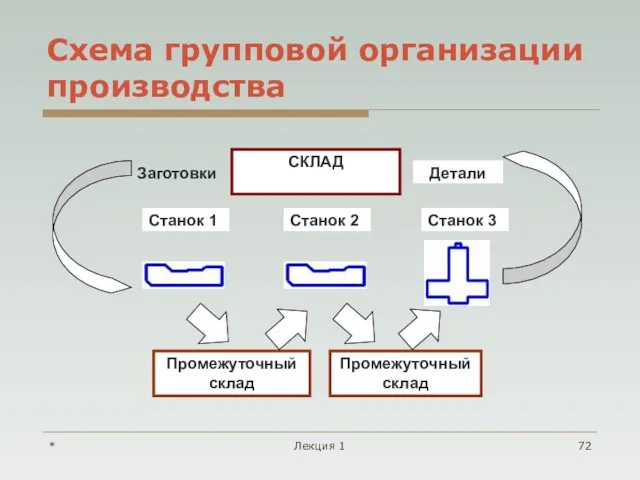
- 72. * Лекция 1 Схема групповой организации производства
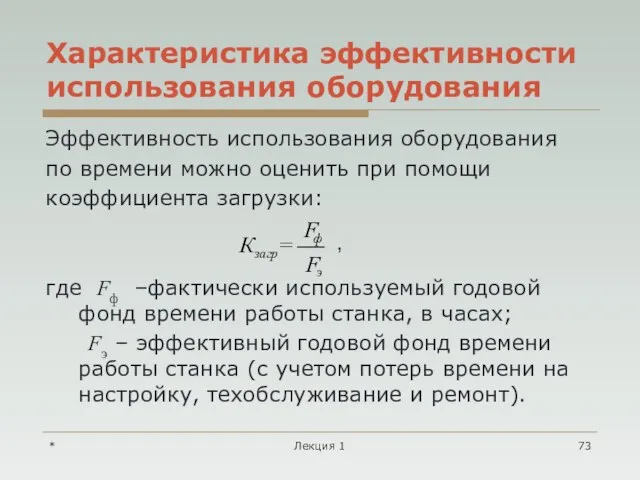
- 73. * Лекция 1 Характеристика эффективности использования оборудования Эффективность использования оборудования по времени можно оценить при помощи
- 74. * Лекция 1 Цеховая расстановка оборудования В условиях единичного производства оборудование расставляется по группам станков. Могут
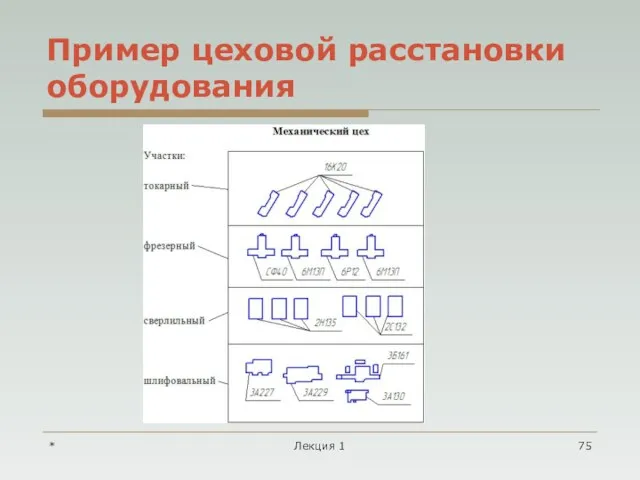
- 75. * Лекция 1 Пример цеховой расстановки оборудования
- 76. * Лекция 1 Предметная расстановка оборудования Применяется при серийном производстве. Могут быть образованы участки обработки валов;
- 78. Скачать презентацию
*
Лекция 1
Содержание
Введение
1. Изделие и его элементы
2. Производственный и технологический процессы
3. Структура
*
Лекция 1
Содержание
Введение
1. Изделие и его элементы
2. Производственный и технологический процессы
3. Структура
ВВЕДЕНИЕ
*
Лекция 1
ВВЕДЕНИЕ
*
Лекция 1
Технология
– это наука, которая систематизирует знания о способах и приемах переработки
Технология
– это наука, которая систематизирует знания о способах и приемах переработки

Классификация машин
Классификация машин
Машины-двигатели
ДВИГАТЕЛЬ
Рмех (М, ω)
Двигатели преобразуют любой вид энергии в механическую
Рэл (U, I)
Машины-двигатели
ДВИГАТЕЛЬ
Рмех (М, ω)
Двигатели преобразуют любой вид энергии в механическую
Рэл (U, I)

Примеры двигателей
Примеры двигателей
Машины-генераторы
ГЕНЕРАТОР
Рмех (М, ω)
Генераторы преобразуют механическую энергию в энергию другого вида
Рэл (U,
Машины-генераторы
ГЕНЕРАТОР
Рмех (М, ω)
Генераторы преобразуют механическую энергию в энергию другого вида
Рэл (U,

Примеры генераторов
Примеры генераторов
Транспортные машины
ТРАНСПОРТНАЯ МАШИНА
Рмех
f(x0, y0)
f(xn, yn)
Транспортные машины используют механическую энергию для изменения
Транспортные машины
ТРАНСПОРТНАЯ МАШИНА
Рмех
f(x0, y0)
f(xn, yn)
Транспортные машины используют механическую энергию для изменения

Примеры транспортных машин
Примеры транспортных машин
Технологические машины
ТЕХНОЛОГИЧЕСКАЯ МАШИНА
Рмех
f(x0, y0, z0)
f(xn, yn, zn)
Технологические машины используют механическую энергию
Технологические машины
ТЕХНОЛОГИЧЕСКАЯ МАШИНА
Рмех
f(x0, y0, z0)
f(xn, yn, zn)
Технологические машины используют механическую энергию

Примеры технологических машин
Примеры технологических машин
Информационные машины
Информационная машина
I0
Информационные машины преобразуют входную информацию в выходную информацию
In
Информационные машины
Информационная машина
I0
Информационные машины преобразуют входную информацию в выходную информацию
In
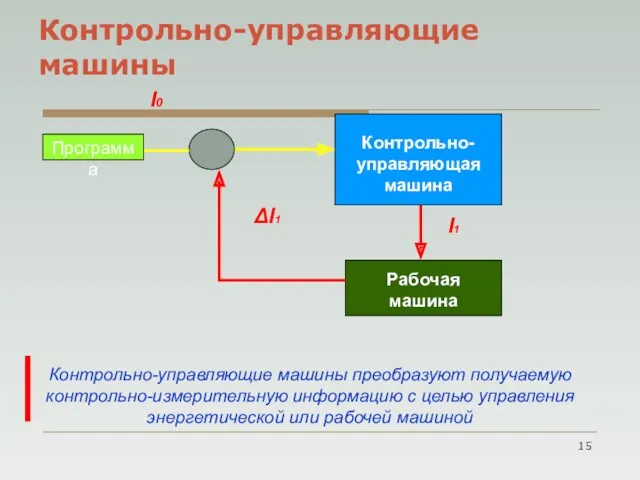
Рабочая машина
Контрольно-управляющие машины
Контрольно-управляющая машина
I0
Контрольно-управляющие машины преобразуют получаемую контрольно-измерительную информацию с целью
Рабочая машина
Контрольно-управляющие машины
Контрольно-управляющая машина
I0
Контрольно-управляющие машины преобразуют получаемую контрольно-измерительную информацию с целью
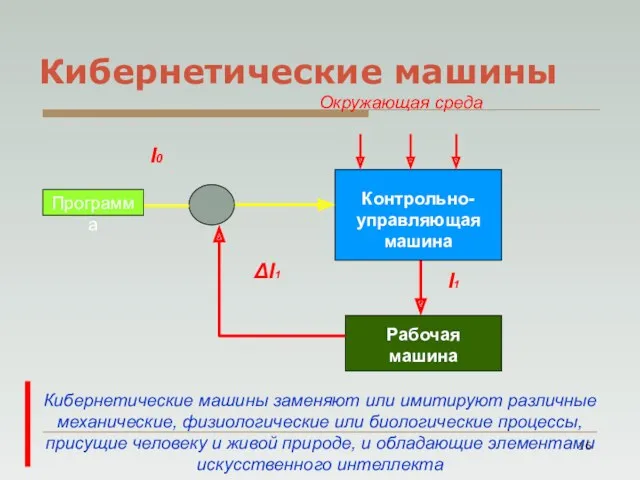
Кибернетические машины
Рабочая машина
Контрольно-управляющая машина
I0
I1
Программа
ΔI1
Окружающая среда
Кибернетические машины заменяют или имитируют различные механические,
Кибернетические машины
Рабочая машина
Контрольно-управляющая машина
I0
I1
Программа
ΔI1
Окружающая среда
Кибернетические машины заменяют или имитируют различные механические,

Примеры кибернетических машин
Примеры кибернетических машин
ИЗДЕЛИЕ И ЕГО ЭЛЕМЕНТЫ
*
Лекция 1
ИЗДЕЛИЕ И ЕГО ЭЛЕМЕНТЫ
*
Лекция 1
*
Лекция 1
Виды изделий машиностроительного производства
Установлены следующие виды изделий машиностроительного производства:
деталь;
сборочная
*
Лекция 1
Виды изделий машиностроительного производства
Установлены следующие виды изделий машиностроительного производства:
деталь;
сборочная
*
Лекция 1
Виды изделий машиностроительного производства
Деталь – изделие, изготовленное из однородного материала
*
Лекция 1
Виды изделий машиностроительного производства
Деталь – изделие, изготовленное из однородного материала
*
Лекция 1
Виды изделий машиностроительного производства
Комплекс – два и более изделий, не
*
Лекция 1
Виды изделий машиностроительного производства
Комплекс – два и более изделий, не
*
Лекция 1
Пример нумерации чертежей изделия
*
Лекция 1
Пример нумерации чертежей изделия
*
Лекция 1
Пример нумерации чертежей изделия
*
Лекция 1
Пример нумерации чертежей изделия
*
Лекция 1
Пример нумерации чертежей изделия
*
Лекция 1
Пример нумерации чертежей изделия
ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
*
Лекция 1
ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
*
Лекция 1
*
Лекция 1
Производственный процесс –
это совокупность взаимосвязанных
действий,
в результате которых исходные
материалы и
*
Лекция 1
Производственный процесс –
это совокупность взаимосвязанных
действий,
в результате которых исходные
материалы и
*
Лекция 1
Технологический процесс
4. Сборку изделий
Производственный процесс в машиностроении включает:
Отдел реа-лизации
7. Упаковку
*
Лекция 1
Технологический процесс
4. Сборку изделий
Производственный процесс в машиностроении включает:
Отдел реа-лизации
7. Упаковку
*
Лекция 1
Технологический процесс
– часть производственного процесса, содержащая действия по изменению
*
Лекция 1
Технологический процесс
– часть производственного процесса, содержащая действия по изменению
*
Лекция 1
Технологические переделы (виды технологических процессов):
изготовление заготовок;
механическая обработка заготовок;
термическая обработка заготовок;
сборка;
сварка;
штамповка;
контроль
*
Лекция 1
Технологические переделы (виды технологических процессов):
изготовление заготовок;
механическая обработка заготовок;
термическая обработка заготовок;
сборка;
сварка;
штамповка;
контроль
СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
*
Лекция 1
СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
*
Лекция 1
*
Лекция 1
Структура технологического процесса
Для удобства документирования весь технологический процесс
*
Лекция 1
Структура технологического процесса
Для удобства документирования весь технологический процесс
*
Лекция 1
Последовательность технологических операций называется маршрутом
Пример маршрута обработки втулки
005 Фрезерно-отрезная
010
*
Лекция 1
Последовательность технологических операций называется маршрутом
Пример маршрута обработки втулки
005 Фрезерно-отрезная
010
*
Лекция 1
Элементы технологических операций
Для описания в документах сложных технологических операций,
*
Лекция 1
Элементы технологических операций
Для описания в документах сложных технологических операций,
*
Лекция 1
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого
*
Лекция 1
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого
*
Лекция 1
Элементы технологического перехода
Рабочий ход – часть технологического перехода, состоящая из
*
Лекция 1
Элементы технологического перехода
Рабочий ход – часть технологического перехода, состоящая из
*
Лекция 1
Последовательность черновой обработки вала
*
Лекция 1
Последовательность черновой обработки вала
*
Лекция 1
Определение установа
Установ – это часть технологической операции,
выполняемая при неизменном
*
Лекция 1
Определение установа
Установ – это часть технологической операции,
выполняемая при неизменном
*
Лекция 1
Определение позиции
Позиция – фиксированное положение, занимаемое закрепленной заготовкой или собираемой
*
Лекция 1
Определение позиции
Позиция – фиксированное положение, занимаемое закрепленной заготовкой или собираемой
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки

*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример многопозиционной обработки
*
Лекция 1
Пример операции с указанием элементов
Установ 1
1. Установить заготовку в 3-х
*
Лекция 1
Пример операции с указанием элементов
Установ 1
1. Установить заготовку в 3-х
*
Лекция 1
Пример операции с указанием элементов
Установ 2
1. Переустановить заготовку.
2. Подрезать торец
*
Лекция 1
Пример операции с указанием элементов
Установ 2
1. Переустановить заготовку.
2. Подрезать торец
ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
*
Лекция 1
ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
*
Лекция 1
*
Лекция 1
Принципы построения технологических процессов
В машиностроительном производстве используют два принципа
*
Лекция 1
Принципы построения технологических процессов
В машиностроительном производстве используют два принципа
*
Лекция 1
Принципы построения технологических процессов
Дифференцированный тех. процесс содержит большое количество
*
Лекция 1
Принципы построения технологических процессов
Дифференцированный тех. процесс содержит большое количество
*
Лекция 1
Принципы построения технологических процессов
Концентрированный технологический процесс содержит небольшое число сложных
*
Лекция 1
Принципы построения технологических процессов
Концентрированный технологический процесс содержит небольшое число сложных
ТИПЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
*
Лекция 1
ТИПЫ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
*
Лекция 1
Типы машиностроительного производства
Тип производства является характеристикой условий производства
Для характеристики условий производства
Типы машиностроительного производства
Тип производства является характеристикой условий производства
Для характеристики условий производства
*
Лекция 1
Структура машиностроительного предприятия
Структурной единицей машиностроительного предприятия является цех
Цех представляет собой
*
Лекция 1
Структура машиностроительного предприятия
Структурной единицей машиностроительного предприятия является цех
Цех представляет собой
*
Лекция 1
Типы машиностроительного производства
Рабочее место – элементарная единица структуры предприятия,
где
*
Лекция 1
Типы машиностроительного производства
Рабочее место – элементарная единица структуры предприятия,
где
*
Лекция 1
Типы машиностроительного производства
Для характеристики условий производства в соответствии с
*
Лекция 1
Типы машиностроительного производства
Для характеристики условий производства в соответствии с
*
Лекция 1
Характеристика единичного производства
Единичное производство характеризуется малым объемом выпускаемых изделий повторное
*
Лекция 1
Характеристика единичного производства
Единичное производство характеризуется малым объемом выпускаемых изделий повторное
*
Лекция 1
Характеристика единичного производства
Оборудование, инструмент, приспособления - универсальные
Заготовки – простейшие (прокат,
*
Лекция 1
Характеристика единичного производства
Оборудование, инструмент, приспособления - универсальные
Заготовки – простейшие (прокат,
*
Лекция 1
Характеристика массового производства
Массовое производство характеризуется большим объемом выпуска изделий,
непрерывно изготовляемых
*
Лекция 1
Характеристика массового производства
Массовое производство характеризуется большим объемом выпуска изделий,
непрерывно изготовляемых
*
Лекция 1
Характеристика массового производства
Оборудование – станки-автоматы, поточные линии
Приспособления, инструмент – специальные
Заготовки
*
Лекция 1
Характеристика массового производства
Оборудование – станки-автоматы, поточные линии
Приспособления, инструмент – специальные
Заготовки
*
Лекция 1
Характеристика серийного производства
Серийное производство характеризуется изготовлением или ремонтом изделий периодически
*
Лекция 1
Характеристика серийного производства
Серийное производство характеризуется изготовлением или ремонтом изделий периодически
*
Лекция 1
Определение коэффициента закрепления операций
где О – число различных технологических операций,
*
Лекция 1
Определение коэффициента закрепления операций
где О – число различных технологических операций,
*
Лекция 1
Характеристика типов производства в зависимости от Кзо
Для различных типов
*
Лекция 1
Характеристика типов производства в зависимости от Кзо
Для различных типов
ФОРМЫ ОРГАНИЗАЦИИ РАБОТ В МАШИНОСТРОЕНИИ
*
Лекция 1
ФОРМЫ ОРГАНИЗАЦИИ РАБОТ В МАШИНОСТРОЕНИИ
*
Лекция 1
*
Лекция 1
Формы организации работ в машиностроении
В настоящее время в машиностроении
*
Лекция 1
Формы организации работ в машиностроении
В настоящее время в машиностроении
*
Лекция 1
Характеристика поточной формы
Поточная форма характеризуется размещением рабочих мест в последовательности,
*
Лекция 1
Характеристика поточной формы
Поточная форма характеризуется размещением рабочих мест в последовательности,
*
Лекция 1
Такт работы поточной линии
Такт определяется по формуле:
, мин,
где Fсм
*
Лекция 1
Такт работы поточной линии
Такт определяется по формуле:
, мин,
где Fсм
*
Лекция 1
Условие синхронизации работы поточной линии:
где tшт.i – штучное время
*
Лекция 1
Условие синхронизации работы поточной линии:
где tшт.i – штучное время
*
Лекция 1
Синхронизация операций поточной линии
введение
многостаночного
обслуживания
работа поточной
линии при наличии
лимитирующей
операции
*
Лекция 1
Синхронизация операций поточной линии
введение
многостаночного
обслуживания
работа поточной
линии при наличии
лимитирующей
операции
*
Лекция 1
Характеристика групповой формы
Групповая форма организации технологического процесса характеризуется однородностью конструктивных
*
Лекция 1
Характеристика групповой формы
Групповая форма организации технологического процесса характеризуется однородностью конструктивных
*
Лекция 1
Схема поточной организации производства
*
Лекция 1
Схема поточной организации производства
*
Лекция 1
Схема групповой организации производства
*
Лекция 1
Схема групповой организации производства
*
Лекция 1
Характеристика эффективности использования оборудования
Эффективность использования оборудования
по времени можно оценить при
*
Лекция 1
Характеристика эффективности использования оборудования
Эффективность использования оборудования
по времени можно оценить при
*
Лекция 1
Цеховая расстановка оборудования
В условиях единичного производства оборудование расставляется по
*
Лекция 1
Цеховая расстановка оборудования
В условиях единичного производства оборудование расставляется по
*
Лекция 1
Пример цеховой расстановки оборудования
*
Лекция 1
Пример цеховой расстановки оборудования
*
Лекция 1
Предметная расстановка оборудования
Применяется при серийном производстве. Могут быть образованы
*
Лекция 1
Предметная расстановка оборудования
Применяется при серийном производстве. Могут быть образованы
 Михаил Шолохов (1905-1984). Повесть Судьба человека
Михаил Шолохов (1905-1984). Повесть Судьба человека Михаил Матвеевич Стасюлевич (1826 – 1911)
Михаил Матвеевич Стасюлевич (1826 – 1911) Необычное путешествие
Необычное путешествие Зрительные диктанты часть 3.
Зрительные диктанты часть 3. Паренхиматозные дистрофии
Паренхиматозные дистрофии Особенности развития детей 3-5 лет
Особенности развития детей 3-5 лет Отчет о работе актива в Совете Старшеклассников
Отчет о работе актива в Совете Старшеклассников Презентация к игре Знаешь ли ты свой город?
Презентация к игре Знаешь ли ты свой город? формирование ключевых компетенций
формирование ключевых компетенций презентация Литераторы Кубани 19 век
презентация Литераторы Кубани 19 век Классный час Сигналы светофора
Классный час Сигналы светофора Постоянный ток
Постоянный ток 20230923_protsesy_mnogokletochnyh
20230923_protsesy_mnogokletochnyh Классификация инноваций
Классификация инноваций Этнометодология, как наука
Этнометодология, как наука Безопасный интернет
Безопасный интернет Робототехника. Повороты робота на месте. Независимое управление моторами
Робототехника. Повороты робота на месте. Независимое управление моторами Методы восстановления деталей
Методы восстановления деталей Великий русский художник Шишкин Иван Иванович
Великий русский художник Шишкин Иван Иванович Внешняя политика России в начале XX века. Русско-японская война
Внешняя политика России в начале XX века. Русско-японская война A Trip to London
A Trip to London Система охлаждения ДВС
Система охлаждения ДВС Без друзей меня чуть-чуть...
Без друзей меня чуть-чуть... Технічне обслуговування і ремонт кабельних ліній
Технічне обслуговування і ремонт кабельних ліній Настройка программного маршрутизатора полнофункциональной локальной сети малого предприятия
Настройка программного маршрутизатора полнофункциональной локальной сети малого предприятия Современные способы металлообработки
Современные способы металлообработки Адаптация детей к условиям детского сада посредством метода песочной терапии
Адаптация детей к условиям детского сада посредством метода песочной терапии Ислам. Мусульмане
Ислам. Мусульмане