- Основы слесарно-сборочных и электромонтажных работ. Разметка

Содержание
- 2. Тема . Разметка 1. Сущность и назначение разметки. 2. Инструменты, приспособления и материалы, применяемые при разметке.
- 3. 1. Сущность и назначение разметки Разметка - это операция по нанесению на поверхность заготовки линий (рисок),
- 4. 2. Инструменты, приспособления и материалы, применяемые при разметке Рис. 2.1. Чертилки: а — односторонняя с кольцом;
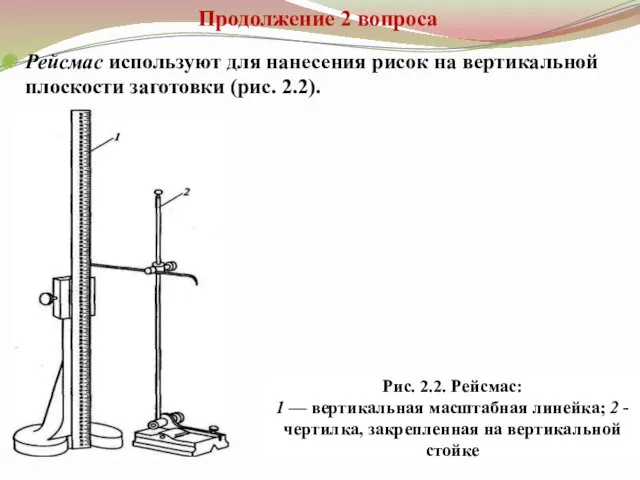
- 5. Продолжение 2 вопроса Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2). Рис. 2.2.
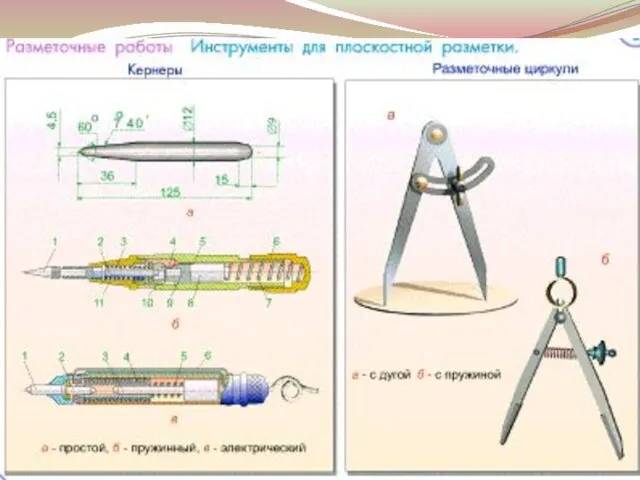
- 6. Продолжение 2 вопроса Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на
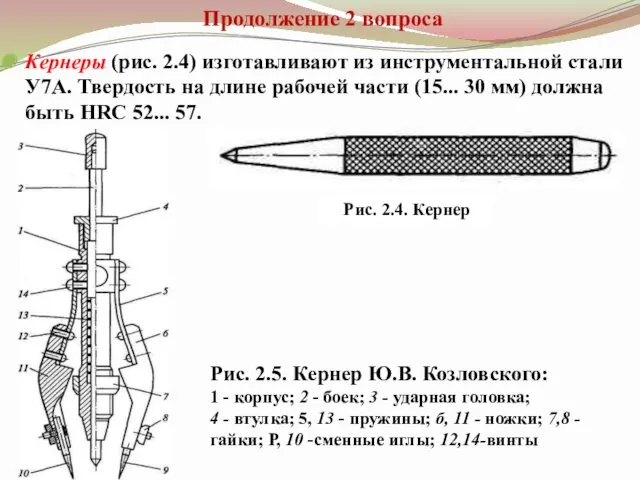
- 7. Продолжение 2 вопроса Кернеры (рис. 2.4) изготавливают из инструментальной стали У7А. Твердость на длине рабочей части
- 8. Продолжение 2 вопроса Рис. 2.6. Инструменты для нанесения центровых отверстий: а - колокол; б, в -
- 9. Продолжение 2 вопроса Рис. 2.7. Автоматический механический кернер: 1- кернер;.2 - стержень; 3,5,6- составные части кернера;
- 10. Продолжение 2 вопроса Рис. 2.9. Кернер специальный: а - без груза; б-с грузом; 1 - подставка;
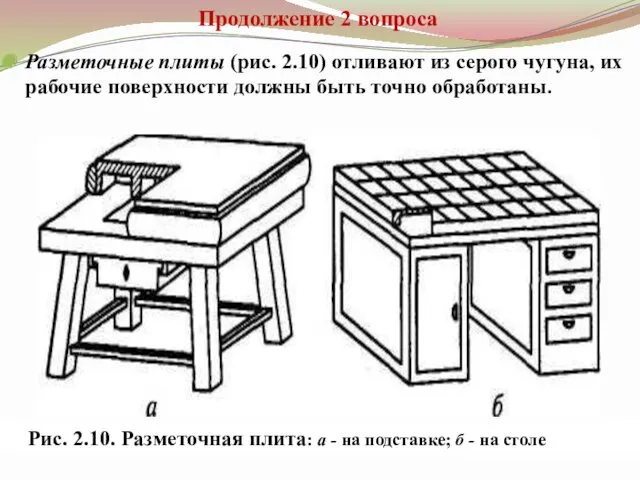
- 11. Продолжение 2 вопроса Разметочные плиты (рис. 2.10) отливают из серого чугуна, их рабочие поверхности должны быть
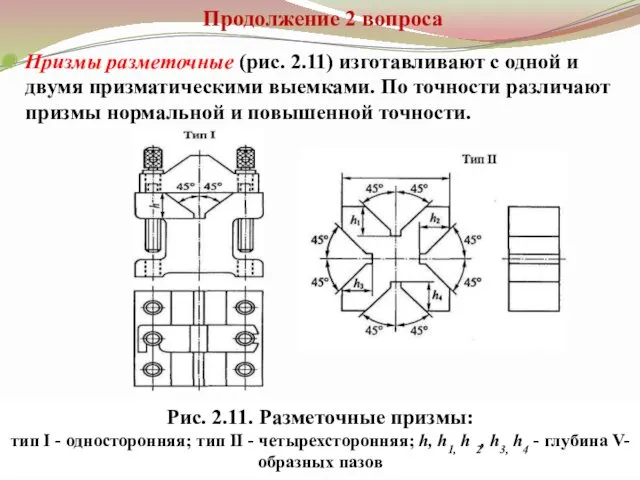
- 12. Продолжение 2 вопроса Призмы разметочные (рис. 2.11) изготавливают с одной и двумя призматическими выемками. По точности
- 13. Продолжение 1 вопроса При разметке ступенчатых валов применяют призмы с винтовой опорой (рис. 2.12) и призмы
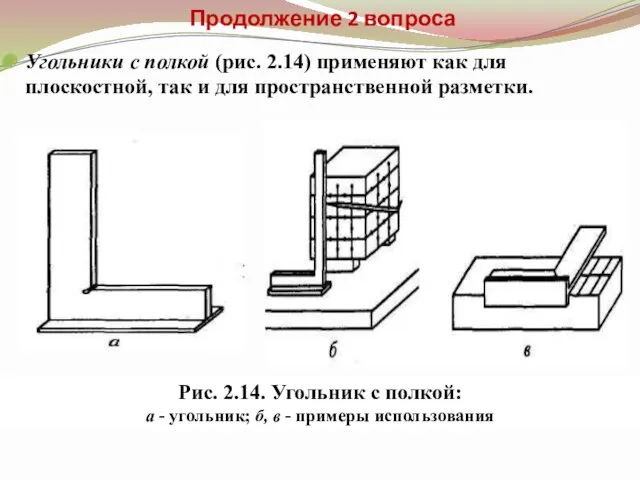
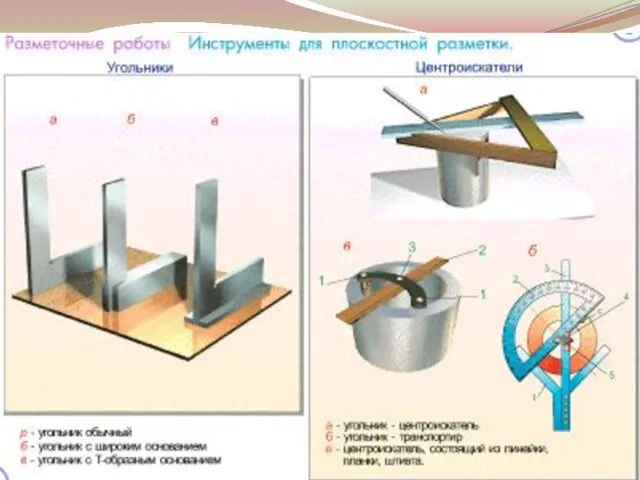
- 14. Продолжение 2 вопроса Угольники с полкой (рис. 2.14) применяют как для плоскостной, так и для пространственной
- 15. Продолжение 2 вопроса Разметочные ящики (рис. 2.15) применяют для установки на них при разметке заготовок сложной
- 16. Продолжение 2 вопроса Разметочные клинья (рис. 2.16) применяют при необходимости регулирования положения размечаемой заготовки по высоте
- 17. Продолжение 2 вопроса Домкраты (рис. 2.17) используют так же, как и регулируемые клинья для регулировки и
- 21. Продолжение 2 вопроса Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту
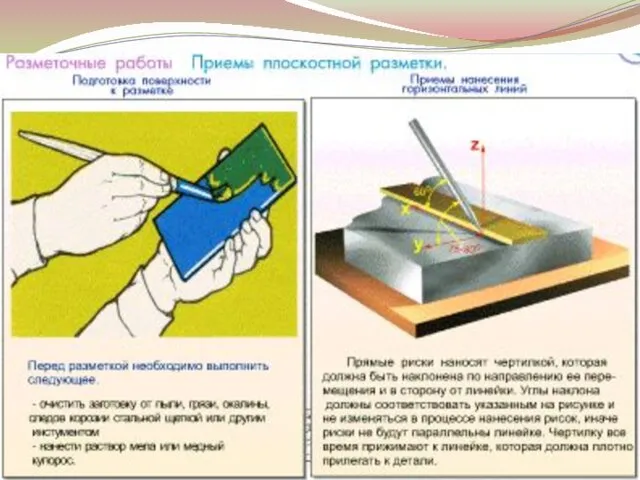
- 22. 3. ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ. Подготовительные работы при разметке включают в себя подготовку красителей, подготовку поверхностей
- 23. Продолжение 3 вопроса Затем выполняют разметку. Вначале определяют базу, от которой будут наносится риски. Риски при
- 25. 4. Правила выполнения приемов разметки. 1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким,
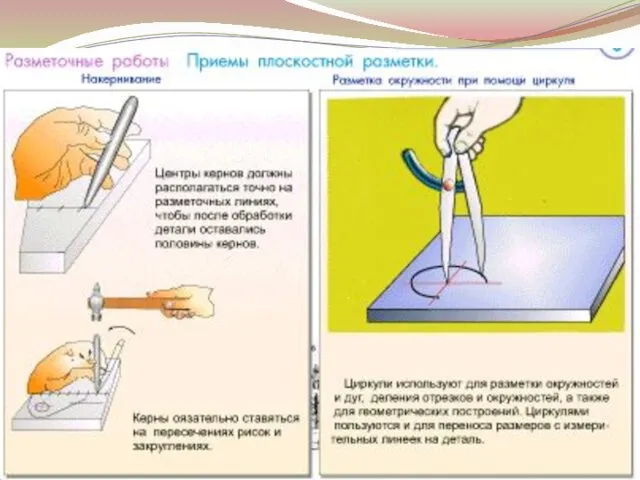
- 27. Продолжение 4 вопроса 5. При кернении разметочных рисок: убедиться в правильности заточки кернера, при необходимости заточить
- 28. Продолжение 4 вопроса 6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер,
- 30. Продолжение 4 вопроса 10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием
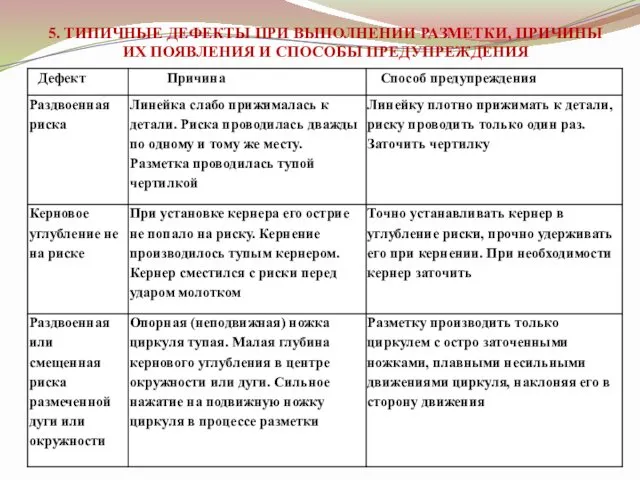
- 31. 5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
- 32. Продолжение 5 вопроса
- 33. Продолжение 5 вопроса
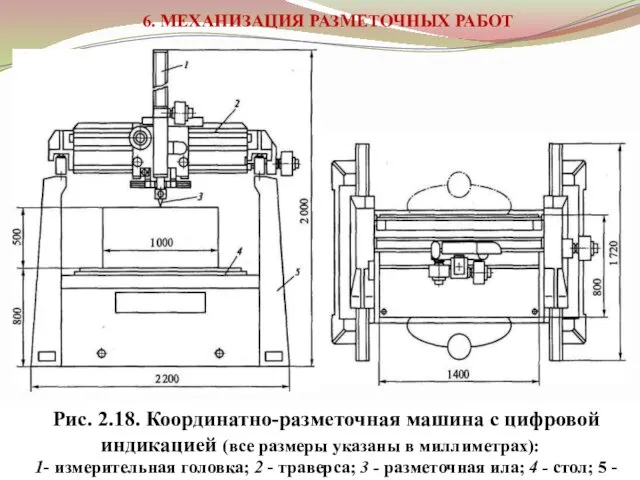
- 34. 6. МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ Рис. 2.18. Координатно-разметочная машина с цифровой индикацией (все размеры указаны в миллиметрах):
- 36. Скачать презентацию
Тема . Разметка
1. Сущность и назначение разметки.
2. Инструменты, приспособления и
Тема . Разметка
1. Сущность и назначение разметки.
2. Инструменты, приспособления и
1. Сущность и назначение разметки
Разметка - это операция по нанесению
1. Сущность и назначение разметки
Разметка - это операция по нанесению

2. Инструменты, приспособления и материалы, применяемые при разметке
Рис. 2.1. Чертилки:
а
2. Инструменты, приспособления и материалы, применяемые при разметке
Рис. 2.1. Чертилки:
а
Продолжение 2 вопроса
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки
Продолжение 2 вопроса
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки

Продолжение 2 вопроса
Разметочные циркули применяют для нанесения дуг окружностей и деления
Продолжение 2 вопроса
Разметочные циркули применяют для нанесения дуг окружностей и деления
Продолжение 2 вопроса
Кернеры (рис. 2.4) изготавливают из инструментальной стали У7А. Твердость
Продолжение 2 вопроса
Кернеры (рис. 2.4) изготавливают из инструментальной стали У7А. Твердость

Продолжение 2 вопроса
Рис. 2.6. Инструменты для нанесения центровых отверстий:
а - колокол;
Продолжение 2 вопроса
Рис. 2.6. Инструменты для нанесения центровых отверстий:
а - колокол;

Продолжение 2 вопроса
Рис. 2.7. Автоматический механический кернер:
1- кернер;.2 - стержень; 3,5,6-
Продолжение 2 вопроса
Рис. 2.7. Автоматический механический кернер:
1- кернер;.2 - стержень; 3,5,6-

Продолжение 2 вопроса
Рис. 2.9. Кернер специальный:
а - без груза; б-с грузом;
Продолжение 2 вопроса
Рис. 2.9. Кернер специальный:
а - без груза; б-с грузом;
Продолжение 2 вопроса
Разметочные плиты (рис. 2.10) отливают из серого чугуна, их
Продолжение 2 вопроса
Разметочные плиты (рис. 2.10) отливают из серого чугуна, их
Продолжение 2 вопроса
Призмы разметочные (рис. 2.11) изготавливают с одной и двумя
Продолжение 2 вопроса
Призмы разметочные (рис. 2.11) изготавливают с одной и двумя

Продолжение 1 вопроса
При разметке ступенчатых валов применяют призмы с винтовой опорой
Продолжение 1 вопроса
При разметке ступенчатых валов применяют призмы с винтовой опорой
Продолжение 2 вопроса
Угольники с полкой (рис. 2.14) применяют как для плоскостной,
Продолжение 2 вопроса
Угольники с полкой (рис. 2.14) применяют как для плоскостной,

Продолжение 2 вопроса
Разметочные ящики (рис. 2.15) применяют для установки на них
Продолжение 2 вопроса
Разметочные ящики (рис. 2.15) применяют для установки на них

Продолжение 2 вопроса
Разметочные клинья (рис. 2.16) применяют при необходимости регулирования положения
Продолжение 2 вопроса
Разметочные клинья (рис. 2.16) применяют при необходимости регулирования положения

Продолжение 2 вопроса
Домкраты (рис. 2.17) используют так же, как и регулируемые
Продолжение 2 вопроса
Домкраты (рис. 2.17) используют так же, как и регулируемые

Продолжение 2 вопроса
Для того чтобы разметочные риски были четко видны на
Продолжение 2 вопроса
Для того чтобы разметочные риски были четко видны на
3. ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ.
Подготовительные работы при разметке включают в
3. ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД РАЗМЕТКУ.
Подготовительные работы при разметке включают в
Продолжение 3 вопроса
Затем выполняют разметку. Вначале определяют базу, от которой будут
Продолжение 3 вопроса
Затем выполняют разметку. Вначале определяют базу, от которой будут
4. Правила выполнения приемов разметки.
1. Слой окрашивающего состава, наносимого на
4. Правила выполнения приемов разметки.
1. Слой окрашивающего состава, наносимого на
Продолжение 4 вопроса
5. При кернении разметочных рисок:
убедиться в правильности заточки кернера,
Продолжение 4 вопроса
5. При кернении разметочных рисок:
убедиться в правильности заточки кернера,
Продолжение 4 вопроса
6. При разметке отверстия или дуги точно устанавливать раствор
Продолжение 4 вопроса
6. При разметке отверстия или дуги точно устанавливать раствор
Продолжение 4 вопроса
10. При разметке центра на торце цилиндрической детали угольником-центроискателем
Продолжение 4 вопроса
10. При разметке центра на торце цилиндрической детали угольником-центроискателем
5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ
5. ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ ВЫПОЛНЕНИИ РАЗМЕТКИ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ
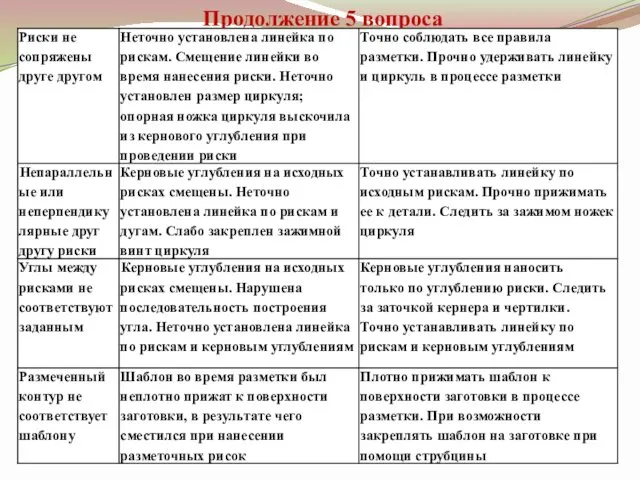
Продолжение 5 вопроса
Продолжение 5 вопроса
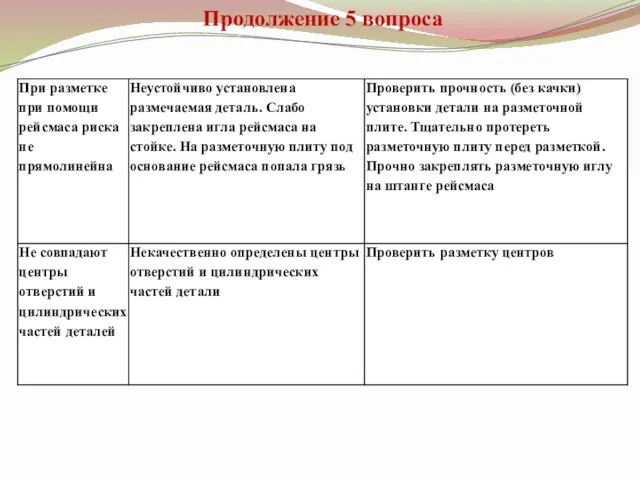
Продолжение 5 вопроса
Продолжение 5 вопроса
6. МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ
Рис. 2.18. Координатно-разметочная машина с цифровой индикацией (все
6. МЕХАНИЗАЦИЯ РАЗМЕТОЧНЫХ РАБОТ
Рис. 2.18. Координатно-разметочная машина с цифровой индикацией (все
 Реконструкция жилого 2-этажного дома с надстройкой 6 этажей. Инженерные сети
Реконструкция жилого 2-этажного дома с надстройкой 6 этажей. Инженерные сети Посидим у самовара. Диск Диск
Посидим у самовара. Диск Диск Исследовательско-творческий краткосрочный проект в младшей группе Добрый Дедушка Мороз.
Исследовательско-творческий краткосрочный проект в младшей группе Добрый Дедушка Мороз. Екатерина первая
Екатерина первая Презентация по географии Особенности ЭГП Австралии
Презентация по географии Особенности ЭГП Австралии (1)
(1) Послеродовый период
Послеродовый период Use of English Questions
Use of English Questions Изменения в эксплуатации газопроводов. Мониторинг технического состояния, оценка технического состояния, диагностирование
Изменения в эксплуатации газопроводов. Мониторинг технического состояния, оценка технического состояния, диагностирование Промисловість світу
Промисловість світу Логопедическая работа с учащимися 1 классов.
Логопедическая работа с учащимися 1 классов. Масленица
Масленица Электронный журнал Диск
Электронный журнал Диск Jobs. Game
Jobs. Game Teenagers: their life and problems
Teenagers: their life and problems Восстановление деталей пластической деформацией
Восстановление деталей пластической деформацией Презентация Опыт работы Формирование эмоциональной отзывчивости дошкольников в театрализованной деятельности
Презентация Опыт работы Формирование эмоциональной отзывчивости дошкольников в театрализованной деятельности Презентация Применение игровой технологии сюжетно – ролевой игры в коррекции познавательной сферы и речи у детей старшего дошкольного возраста с ЗПР
Презентация Применение игровой технологии сюжетно – ролевой игры в коррекции познавательной сферы и речи у детей старшего дошкольного возраста с ЗПР Презентация День защиты детей
Презентация День защиты детей Методические основы определения сметной стоимости строительства и строительно-монтажных работ
Методические основы определения сметной стоимости строительства и строительно-монтажных работ Комплекс упражнений логопедического массажа при паретическом синдроме
Комплекс упражнений логопедического массажа при паретическом синдроме Урок православной культуры в 5 классе Тема. Святой Георгий Победоносец.
Урок православной культуры в 5 классе Тема. Святой Георгий Победоносец. Серологические и иммунологические реакции, применяемые в клинической микробиологии
Серологические и иммунологические реакции, применяемые в клинической микробиологии Проектирование средней школы на 12 классов в городе Ревда
Проектирование средней школы на 12 классов в городе Ревда Планирование игровых задач в сюжетно-ролевых играх
Планирование игровых задач в сюжетно-ролевых играх презентация Большой театр
презентация Большой театр Поздравляем с окончанием учебного года
Поздравляем с окончанием учебного года Сортировочная станция им. Максима Горького. Выполнение основных ключевых показателей эффективности узловой рабочей группой
Сортировочная станция им. Максима Горького. Выполнение основных ключевых показателей эффективности узловой рабочей группой