- Особенности сушки и обжига спрессованного керамического сырца

Содержание
- 2. Формирование структуры свежесформованного сырца полусухого формования. Процесс формирования черепка в керамическом изделий полусухого прессования. План лекции:
- 3. Длительность сушки изделий полусухого прессования 16-24 ч. Конечная влажность 4-6%. Теплоносителями являются горячий воздух, отбираемый из
- 4. Процесс формирования черепка в керамическом изделии полусухого прессования можно представить себе следующим образом. В массе глиняного
- 5. При полусухом прессовании «массив» сырца образуется механическим сближением отдельных зерен керамического порошка, в котором каждое зерно
- 6. Рис. 1. Схема структуры обожженного черепка полусухого прессования I -глинистые агрегаты; 2 - жидкая фаза, цементирующая
- 7. Рис.1
- 8. Ослаблению контактов между спрессованными глинистыми агрегатами способствует и своеобразный характер усадки в сырце полусухого прессования. Это
- 10. Скачать презентацию
Формирование структуры свежесформованного сырца полусухого формования.
Процесс формирования черепка в керамическом
Формирование структуры свежесформованного сырца полусухого формования.
Процесс формирования черепка в керамическом
Длительность сушки изделий полусухого прессования 16-24 ч.
Конечная влажность 4-6%.
Теплоносителями
Длительность сушки изделий полусухого прессования 16-24 ч.
Конечная влажность 4-6%.
Теплоносителями
Процесс формирования черепка в керамическом изделии полусухого прессования можно представить себе
Процесс формирования черепка в керамическом изделии полусухого прессования можно представить себе
При полусухом прессовании «массив» сырца образуется механическим сближением отдельных зерен керамического
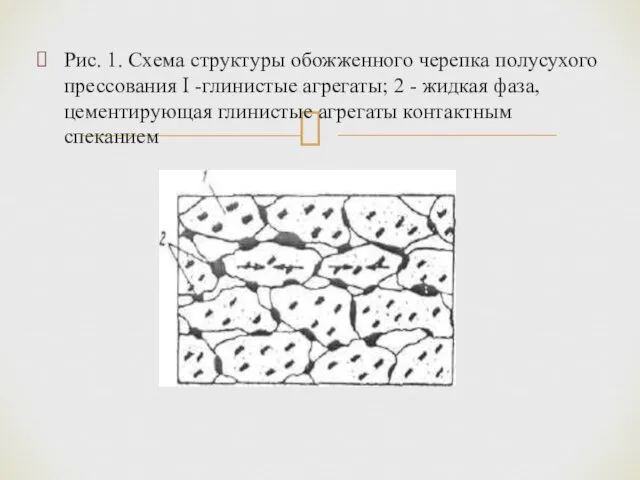
Рис. 1. Схема структуры обожженного черепка полусухого прессования I -глинистые агрегаты;
Рис. 1. Схема структуры обожженного черепка полусухого прессования I -глинистые агрегаты;
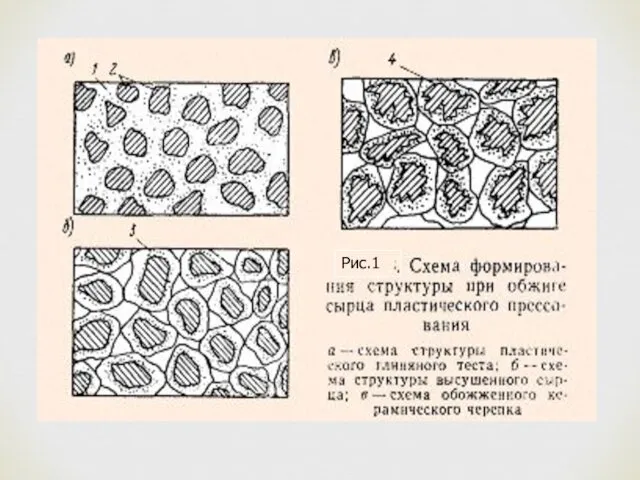
Рис.1
Рис.1
Ослаблению контактов между спрессованными глинистыми агрегатами способствует и своеобразный характер усадки
Ослаблению контактов между спрессованными глинистыми агрегатами способствует и своеобразный характер усадки
 Беҙҙә ҡышлаусы ҡоштар
Беҙҙә ҡышлаусы ҡоштар Операции над графами и их свойства
Операции над графами и их свойства Экстрагенитальная патология и беременность
Экстрагенитальная патология и беременность Белая снежинка мастер-класс
Белая снежинка мастер-класс Личное и групповое снаряжение. Снаряжение для водного туризма, экипировка туриста-водника
Личное и групповое снаряжение. Снаряжение для водного туризма, экипировка туриста-водника Тропинками родного края
Тропинками родного края Экологические проблемы
Экологические проблемы Презентация к классному часу Если добрый ты-это хорошо учителя начальных классов МКОУ СОШ №8с. Тахта Ипатовского района Ставропольского края Остренко Л. П.
Презентация к классному часу Если добрый ты-это хорошо учителя начальных классов МКОУ СОШ №8с. Тахта Ипатовского района Ставропольского края Остренко Л. П.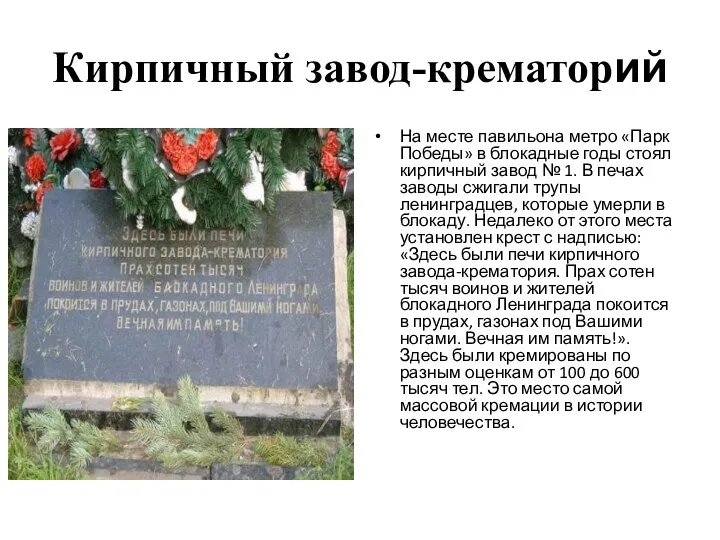 Блокада Ленинграда: малые памятники.
Блокада Ленинграда: малые памятники. ВИКТОРИНА. ЖИВОТНЫЙ МИР
ВИКТОРИНА. ЖИВОТНЫЙ МИР Построение рабочих зон гидравлических экскаваторов. Практическое занятие 4
Построение рабочих зон гидравлических экскаваторов. Практическое занятие 4 Реки
Реки История политических учений
История политических учений Синдром нарушения (дефицита) внимания с гиперактивностью (СНВГ или СДВГ)
Синдром нарушения (дефицита) внимания с гиперактивностью (СНВГ или СДВГ) 20231109_my_bedroom
20231109_my_bedroom Балетмейстер
Балетмейстер Открытый урок Сложные эфиры. Жиры.
Открытый урок Сложные эфиры. Жиры. Презентация Настольный календарь
Презентация Настольный календарь Футболки с принтом “Jack in Prague”. Описание макета. Требования к макету
Футболки с принтом “Jack in Prague”. Описание макета. Требования к макету Психологический портрет подростка
Психологический портрет подростка Мелкая моторика
Мелкая моторика Автономнае пребывание человека в природной среде
Автономнае пребывание человека в природной среде Доктор Антон Павлович Чехов
Доктор Антон Павлович Чехов Нептун
Нептун Основные водоотведения
Основные водоотведения Киноафоризмы
Киноафоризмы Искусство Древнего Китая. Живопись
Искусство Древнего Китая. Живопись Виды устройств вывода информации. Лекция №20
Виды устройств вывода информации. Лекция №20