- Письменная экзаменационная работа на тему: Технология изготовления двери с щеколдой

Содержание
- 2. Ведение Задачи работы - проанализировать существующую литературу по данной теме; - изучить технологию изготовления данной конструкции;
- 3. Назначение металлоконструкции Дверь металлическая изготавливаются из листовой стали толщиной 2 мм.. Каркас и ребро жесткости изготавливаются
- 4. Основной материал Конструкция изготовлена из стали Данная конструкция изготовлена из углеродистой стали марки Ст3сп5. Ст3 сп5-
- 5. Заготовка деталей и заготовительное оборудование Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка, резка,
- 6. Сварочное оборудование Сварочный трансформатор: -марка ТДМ - 401У2 -номинальный ток, А. 400 -пределы регулирования, А. 70-
- 7. Сварочные материалы Электроды должны: - обеспечивать стабильное горение дуги; - хорошо формировать сварной шов; - давать
- 8. Мероприятие по деформации и напряжения Эти мероприятия можно разделить на конструкционные и технологические, под конструкционными понимают
- 9. Контроль качества Контроль дверей производится визуально измерительным контролем. Производится внешний осмотр сварных швов на наличие наружных
- 10. Выбор вида сварки В технических условиях на чертеже указан вид сварки ГОСТ 5264-80 Для сварки данной
- 11. Технологические показатели: Согласно чертежа дверь изготовлен из металла толщиной 2-4мм., катет шва 2-4 мм, выбран диаметр
- 12. Техника безопасности и противопожарные мероприятия Для уменьшения поражения электрическим током необходимо корпус и вторичную обмотку надёжно
- 13. Последовательность сборки и сварки двери
- 15. Скачать презентацию
Ведение
Задачи работы
- проанализировать существующую литературу по данной теме;
- изучить
Ведение
Задачи работы
- проанализировать существующую литературу по данной теме;
- изучить
Назначение металлоконструкции
Дверь металлическая изготавливаются из листовой стали толщиной 2 мм..
Назначение металлоконструкции
Дверь металлическая изготавливаются из листовой стали толщиной 2 мм..
Основной материал
Конструкция изготовлена из стали
Данная конструкция изготовлена из углеродистой стали марки
Основной материал
Конструкция изготовлена из стали
Данная конструкция изготовлена из углеродистой стали марки
Заготовка деталей и заготовительное оборудование
Для изготовления деталей данной конструкции выбираем
Заготовка деталей и заготовительное оборудование
Для изготовления деталей данной конструкции выбираем
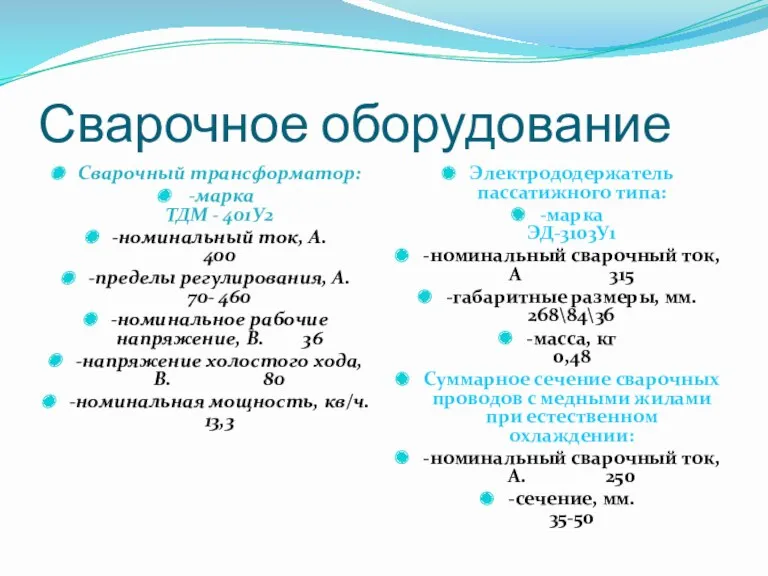
Сварочное оборудование
Сварочный трансформатор:
-марка ТДМ - 401У2
-номинальный ток, А.
Сварочное оборудование
Сварочный трансформатор:
-марка ТДМ - 401У2
-номинальный ток, А.
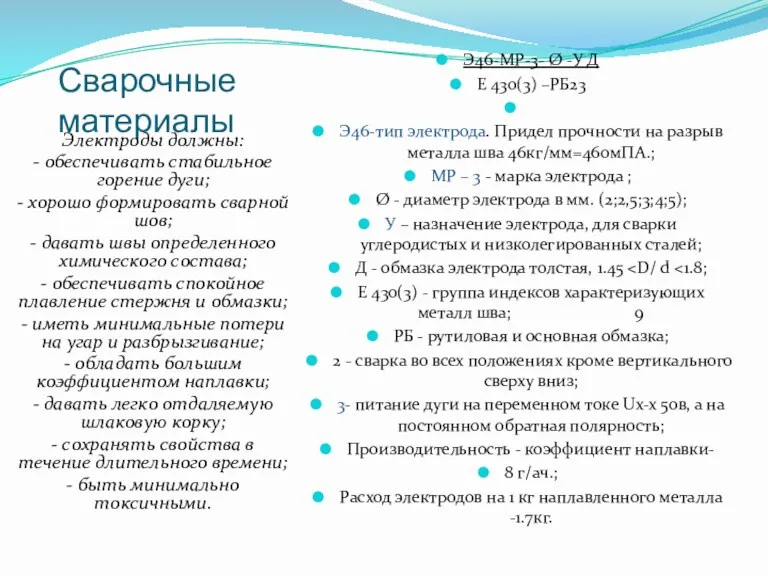
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной
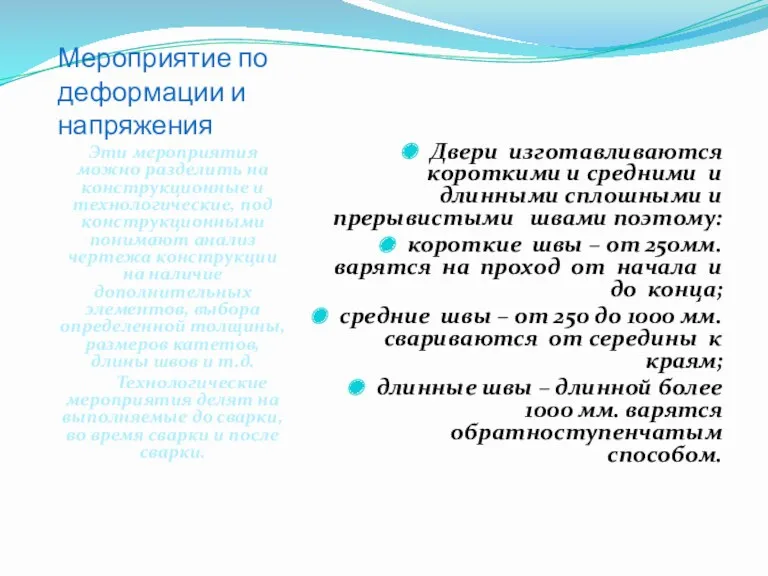
Мероприятие по деформации и напряжения
Эти мероприятия можно разделить на конструкционные
Мероприятие по деформации и напряжения
Эти мероприятия можно разделить на конструкционные
Контроль качества
Контроль дверей производится визуально измерительным контролем. Производится внешний осмотр
Контроль качества
Контроль дверей производится визуально измерительным контролем. Производится внешний осмотр
Выбор вида сварки
В технических условиях на чертеже указан вид сварки
ГОСТ
Выбор вида сварки
В технических условиях на чертеже указан вид сварки
ГОСТ
Технологические показатели:
Согласно чертежа дверь изготовлен из металла толщиной 2-4мм., катет шва
Технологические показатели:
Согласно чертежа дверь изготовлен из металла толщиной 2-4мм., катет шва
Техника безопасности и противопожарные мероприятия
Для уменьшения поражения электрическим током необходимо корпус
Техника безопасности и противопожарные мероприятия
Для уменьшения поражения электрическим током необходимо корпус
Последовательность сборки и сварки двери
Последовательность сборки и сварки двери
 Презентация Электричество вокруг нас.(подготовительная группа0
Презентация Электричество вокруг нас.(подготовительная группа0 Вибрация и действие вибрации на организм человек
Вибрация и действие вибрации на организм человек 23 февраля
23 февраля Урок - презентация для 3 класса Учусь читать дорожные знаки
Урок - презентация для 3 класса Учусь читать дорожные знаки Красная книга Челябинской области
Красная книга Челябинской области Презентация Классный калейдоскоп
Презентация Классный калейдоскоп Массивы (Turbo Pascal)
Массивы (Turbo Pascal) Литературное чтение
Литературное чтение Этапы развития реакции горя при утрате близких. Правила проведения психотерапии
Этапы развития реакции горя при утрате близких. Правила проведения психотерапии Solar energy. Strengths
Solar energy. Strengths Жизнь города. Санкт-Петербург
Жизнь города. Санкт-Петербург Классификация веществ и методов очистки
Классификация веществ и методов очистки Видеоконтроллеры
Видеоконтроллеры Отношения детей дошкольного возраста к педагогу в группе детского сада
Отношения детей дошкольного возраста к педагогу в группе детского сада Метаболизм нуклеотидов
Метаболизм нуклеотидов Животноводство
Животноводство Общие правила транспортировки пострадавшего
Общие правила транспортировки пострадавшего Бегущие волны. Вторичные параметры
Бегущие волны. Вторичные параметры Психологическое здоровье дошкольников
Психологическое здоровье дошкольников Конкурсная работа Гид по Набережным Челнам
Конкурсная работа Гид по Набережным Челнам Мейоз. Образование половых клеток и оплодотворение
Мейоз. Образование половых клеток и оплодотворение Геометрия для малышей Знакомство с геометрической объемной фигурой -куб
Геометрия для малышей Знакомство с геометрической объемной фигурой -куб Добыча алмаза в Якутии
Добыча алмаза в Якутии Fundamentals of Petroleum Engineering
Fundamentals of Petroleum Engineering Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов
Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов Средние величины
Средние величины Оценка и корректировка сроков технического обслуживания
Оценка и корректировка сроков технического обслуживания Опера М.И.Глинки Жизнь за царя Иван Сусанин…
Опера М.И.Глинки Жизнь за царя Иван Сусанин…