- Подпрессовка стружечного ковра. Лекция №12

Содержание
- 2. Холодная подпрессовка стружечного ковра или пакета необходима для увеличения его транспортной прочности. Удельное давление подпрессовки -
- 4. Способы подпрессовки Периодический способ подпрессовки Тактовый пресс марки ПР-5 применяется, как правило, при периодическом способе прессования
- 5. Схема пресса ПР-5 Продолжительность подпрессовки определяется диаграммой прессования. τвыд= 5... 10 сек; τц=40...50 с.
- 10. Диаграмма прессования (стадия подпрессовки)
- 11. Для обеспечения работы главного конвейера необходимо, чтобы цикл холодной подпрессовки τц был короче на 2.. .3
- 12. Непрерывный способ подпрессовки Применяют на главных конвейерах непрерывного и периодического способа бесподдонного прессования.
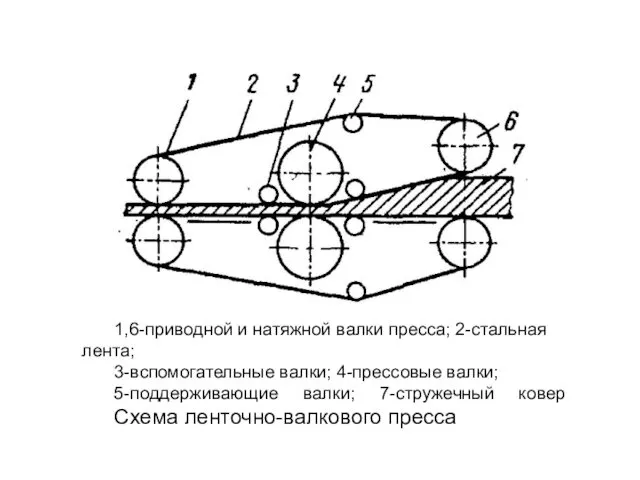
- 13. 1,6-приводной и натяжной валки пресса; 2-стальная лента; 3-вспомогательные валки; 4-прессовые валки; 5-поддерживающие валки; 7-стружечный ковер Схема
- 16. Производительность горячего пресса для прессования древесностружечных плит (ДСтП)
- 17. где п - число этажей пресса; S, b, l- соответственно толщина, ширина, длина древесностружечной плиты, м;
- 18. Продолжительность τц определяется временем от загрузки в пресс стружечных пакетов до выгрузки готовых плит
- 19. τ ц = τ выд + τ всп , где τвыд - продолжительность прессования древесностружечной плиты
- 20. Продолжительность прессования τвыд зависит от удельной родолжительности прессования τуд (мин/мм толщины плиты), определяется по формуле τвыд=τуд(S+ΔS),
- 21. Удельная продолжительность прессования зависит от плотности плиты и температуры плит пресса.
- 23. Скачать презентацию
Холодная подпрессовка стружечного ковра или пакета необходима для увеличения его транспортной
Холодная подпрессовка стружечного ковра или пакета необходима для увеличения его транспортной
Способы подпрессовки
Периодический способ подпрессовки
Тактовый пресс марки ПР-5 применяется, как правило, при
Способы подпрессовки
Периодический способ подпрессовки
Тактовый пресс марки ПР-5 применяется, как правило, при
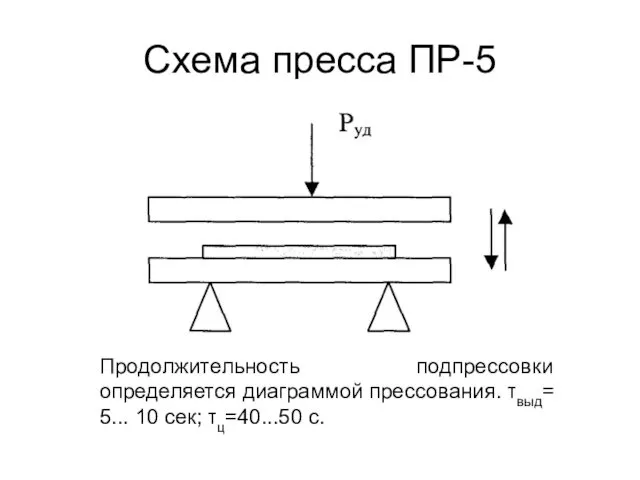
Схема пресса ПР-5
Продолжительность подпрессовки определяется диаграммой прессования. τвыд= 5... 10
Схема пресса ПР-5
Продолжительность подпрессовки определяется диаграммой прессования. τвыд= 5... 10




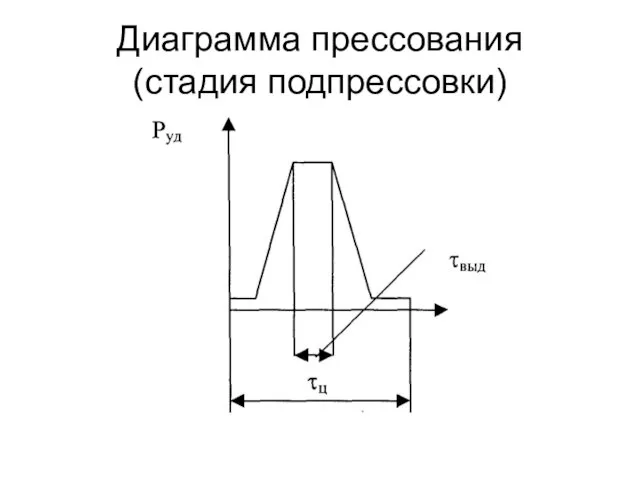
Диаграмма прессования
(стадия подпрессовки)
Диаграмма прессования
(стадия подпрессовки)
Для обеспечения работы главного конвейера необходимо, чтобы цикл холодной подпрессовки τц
Для обеспечения работы главного конвейера необходимо, чтобы цикл холодной подпрессовки τц
Непрерывный способ подпрессовки
Применяют на главных конвейерах непрерывного и периодического способа бесподдонного
Непрерывный способ подпрессовки
Применяют на главных конвейерах непрерывного и периодического способа бесподдонного
1,6-приводной и натяжной валки пресса; 2-стальная лента;
3-вспомогательные валки; 4-прессовые валки;
1,6-приводной и натяжной валки пресса; 2-стальная лента;
3-вспомогательные валки; 4-прессовые валки;


Производительность горячего пресса для прессования древесностружечных плит (ДСтП)
Производительность горячего пресса для прессования древесностружечных плит (ДСтП)
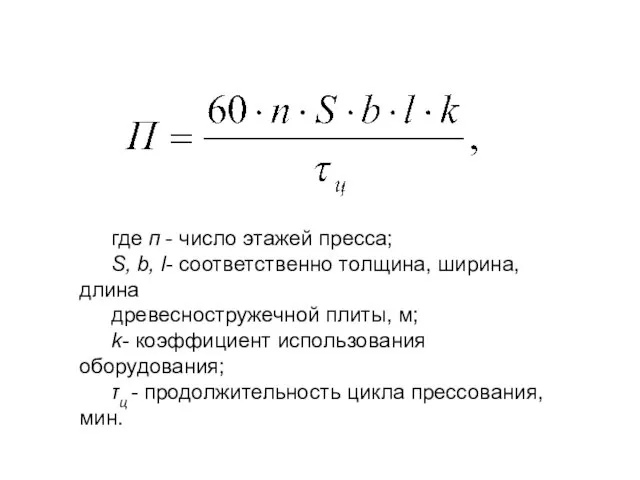
где п - число этажей пресса;
S, b, l- соответственно толщина, ширина,
где п - число этажей пресса;
S, b, l- соответственно толщина, ширина,
Продолжительность τц определяется временем от загрузки в пресс стружечных пакетов до
Продолжительность τц определяется временем от загрузки в пресс стружечных пакетов до
τ ц = τ выд + τ всп ,
где
τ ц = τ выд + τ всп ,
где
Продолжительность прессования τвыд зависит от удельной родолжительности прессования τуд (мин/мм толщины
Продолжительность прессования τвыд зависит от удельной родолжительности прессования τуд (мин/мм толщины
Удельная продолжительность прессования зависит от плотности плиты и температуры плит пресса.
Удельная продолжительность прессования зависит от плотности плиты и температуры плит пресса.
 Государственная программа развития сельского хозяйства на 2013 – 2020 годы
Государственная программа развития сельского хозяйства на 2013 – 2020 годы Гидроэлектростанции
Гидроэлектростанции Выбор в условиях риска
Выбор в условиях риска Формирование коммуникативных навыков у учащихся с ОВЗ.
Формирование коммуникативных навыков у учащихся с ОВЗ. Диагностика воспитанности
Диагностика воспитанности Воспитание физических качеств обучающихся 12-13 лет занимающихся в секции по футболу
Воспитание физических качеств обучающихся 12-13 лет занимающихся в секции по футболу Влияние премикса на продуктивные показатели цыплят-бройлеров разных кроссов в условиях ОАО Птицефабрика Васильевская
Влияние премикса на продуктивные показатели цыплят-бройлеров разных кроссов в условиях ОАО Птицефабрика Васильевская Средства выразительности языка
Средства выразительности языка Подпрограмма Домоводство
Подпрограмма Домоводство ВКР: Автономное теплоснабжение многоэтажного жилого здания
ВКР: Автономное теплоснабжение многоэтажного жилого здания Урок-презентация на 23 февраля
Урок-презентация на 23 февраля Лучшие исторические фильмы
Лучшие исторические фильмы Пётр I. Внутренняя и внешняя политика Петра I
Пётр I. Внутренняя и внешняя политика Петра I Фестиваль
Фестиваль Автоматические системы управления курсом судна
Автоматические системы управления курсом судна Охорона навколишнього середовища від забруднень під час переробки вуглеводневої сировини
Охорона навколишнього середовища від забруднень під час переробки вуглеводневої сировини CT Brand. Инструменты и оборудование для радиомонтажных работ
CT Brand. Инструменты и оборудование для радиомонтажных работ Государственные границы России. Типы и виды российских границ.
Государственные границы России. Типы и виды российских границ. Один на один с Прагой
Один на один с Прагой Профессиональный стандарт педагогической деятельности
Профессиональный стандарт педагогической деятельности Методы изучения генетики человека
Методы изучения генетики человека Площадь поверхности цилиндра
Площадь поверхности цилиндра 4 Aizkuņģa dziedzera slimības
4 Aizkuņģa dziedzera slimības Интеллектуальная игра По страницам книги по повести Ю. Я. Яковлева Зимородок
Интеллектуальная игра По страницам книги по повести Ю. Я. Яковлева Зимородок Итоговое сочинение. Надежда и отчаяние
Итоговое сочинение. Надежда и отчаяние Айвазовский, Иван Константинович (1817-1900)
Айвазовский, Иван Константинович (1817-1900) Гигиена, как наука. Дифференциация гигиенической науки. Основы экологии человека
Гигиена, как наука. Дифференциация гигиенической науки. Основы экологии человека Презентация. Развивающая игра УЛИТКА.
Презентация. Развивающая игра УЛИТКА.