- Правка и рихтовка металла

Содержание
- 2. Правка - это - слесарная операция по устранению неровностей на поверхности заготовки. Способы в холодном в
- 3. С круглым радиусным бойком Деревянные молотки – киянки Деревянные бруски – гладилки Молотки с мягкими вставками
- 4. Приспособления Правильные плиты изготовляют достаточно массивными из стали или серого чугуна. Масса плиты должна быть в
- 5. Приспособления Рихтовальные бабки Используют для правки (рихтовки) закаленных деталей. Изготовляют из стали и закаливают. Рабочая часть
- 6. Оборудование Ручной винтовой пресс (для механизации работ) Применяют для правки деталей цилиндрической формы в центрах; профильного
- 7. Техника правки Кривизну детали проверяют на глаз и методом световой щели Изогнутые места отмечают мелом При
- 8. Основные правила выполнения работ при правке При правке полосового или пруткового материала выправляемая деталь должна касаться
- 9. Основные правила выполнения работ при правке 5. При правке полос, изогнутых по ребру, а также листового
- 10. Особенности правки
- 12. Скачать презентацию

Правка - это - слесарная операция по устранению неровностей на поверхности
Правка - это - слесарная операция по устранению неровностей на поверхности

С круглым радиусным бойком
Деревянные молотки – киянки
Деревянные бруски – гладилки
Молотки с
С круглым радиусным бойком
Деревянные молотки – киянки
Деревянные бруски – гладилки
Молотки с
Приспособления
Правильные плиты
изготовляют достаточно массивными из стали или серого чугуна.
Приспособления
Правильные плиты
изготовляют достаточно массивными из стали или серого чугуна.
Приспособления
Рихтовальные бабки
Используют для правки (рихтовки) закаленных деталей. Изготовляют из стали и
Приспособления
Рихтовальные бабки
Используют для правки (рихтовки) закаленных деталей. Изготовляют из стали и

Оборудование
Ручной винтовой пресс (для механизации работ)
Применяют для правки
деталей цилиндрической формы
Оборудование
Ручной винтовой пресс (для механизации работ)
Применяют для правки
деталей цилиндрической формы
Техника правки
Кривизну детали проверяют на глаз и методом световой щели
Изогнутые
Техника правки
Кривизну детали проверяют на глаз и методом световой щели
Изогнутые
Основные правила выполнения работ при правке
При правке полосового или пруткового
Основные правила выполнения работ при правке
При правке полосового или пруткового
Основные правила выполнения работ при правке
5. При правке полос, изогнутых
Основные правила выполнения работ при правке
5. При правке полос, изогнутых
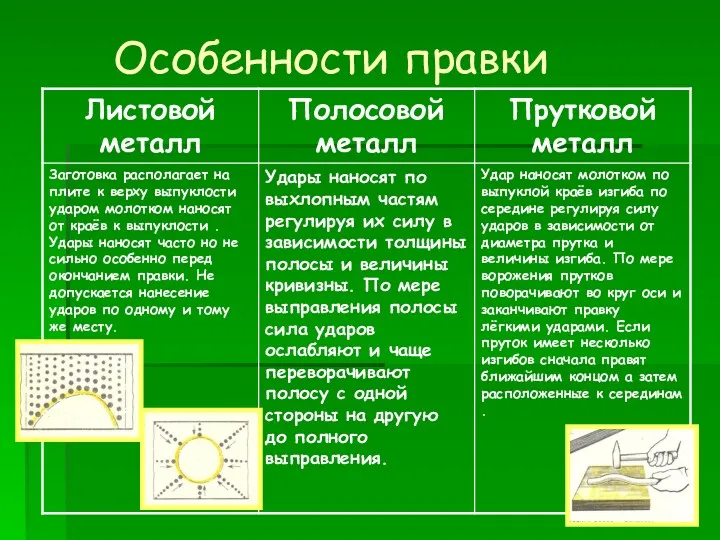
Особенности правки
Особенности правки
 Репродуктивное здоровье населения и национальная безопасность России
Репродуктивное здоровье населения и национальная безопасность России Мультимедийная игра
Мультимедийная игра Как и где зимуют птицы (1 класс)
Как и где зимуют птицы (1 класс) Разработка программы парсинга psd шаблона в website
Разработка программы парсинга psd шаблона в website Введение в гнатологию
Введение в гнатологию Презентация Добрые дела на все времена
Презентация Добрые дела на все времена Презентация Автоматизация звука Л в слогах
Презентация Автоматизация звука Л в слогах Презентация к уроку основания
Презентация к уроку основания Готика
Готика Передача двумя руками снизу.
Передача двумя руками снизу. Татарску 100 лет.
Татарску 100 лет. Однофазная цепь переменного тока
Однофазная цепь переменного тока Липиды (5 B)
Липиды (5 B) Основы наноэлектроники и нанотехнологий. Наноэлектроника. Фактор нано-. (Лекция 1)
Основы наноэлектроники и нанотехнологий. Наноэлектроника. Фактор нано-. (Лекция 1) Артериальная гипертензия (АГ). Гипертоническая болезнь (ГБ)
Артериальная гипертензия (АГ). Гипертоническая болезнь (ГБ) Создание мультимедийной презентации
Создание мультимедийной презентации Петрофизика. Пористость. Виды пористости
Петрофизика. Пористость. Виды пористости Афинское государство в архаический период VIII-VI веков до новой эры
Афинское государство в архаический период VIII-VI веков до новой эры класс Риторика Презентация Необычные тексты
класс Риторика Презентация Необычные тексты Создание ситуации успеха учащихся в изобразительной деятельности через использование нетрадиционных техник рисования
Создание ситуации успеха учащихся в изобразительной деятельности через использование нетрадиционных техник рисования Технология личностно - ориентированного развивающего обучения: методы и приемы
Технология личностно - ориентированного развивающего обучения: методы и приемы презентация на тему: Развитие профессиональных компетенций педагога дошкольной образовательной организации
презентация на тему: Развитие профессиональных компетенций педагога дошкольной образовательной организации ТС сигналдарын қабылдау және кодадан шығару кезіндегі орталық пост аппаратураларының жұмысы
ТС сигналдарын қабылдау және кодадан шығару кезіндегі орталық пост аппаратураларының жұмысы Методика обучения пространственно-объемным видам искусства
Методика обучения пространственно-объемным видам искусства Консульство и образование наполеоновской империи
Консульство и образование наполеоновской империи презентация к занятию: Давайте жить дружно!
презентация к занятию: Давайте жить дружно! Лепка. Из истории лепки. Рисунок на пластилине
Лепка. Из истории лепки. Рисунок на пластилине Презентация 9.Натурные зарисовки натюрморта с введением декоративности
Презентация 9.Натурные зарисовки натюрморта с введением декоративности