- Презентация Microsoft PowerPoint мага

Содержание
- 2. ЛОПАТКИ ТУРБИН НЕОБХОДИМЫ ДЛЯ ПРЕВРАЩЕНИЯ ЭНЕРГИИ ВХОДЯЩЕГО ВОЗДУХА В МЕХАНИЧЕСКУЮ РАБОТУ РОТОРА. С ПОМОЩЬЮ КОМПРЕССОРА ВОЗДУХ
- 3. Текст к предыдущему слайду К современным деталям авиационных двигателей и энергетических установок предъявляются высокие требования точности.
- 4. Остаточные напряжения в поверхностном слое оказывают значительное влияние на сопротивление усталости деталей, работающих в условиях статических
- 5. МЕТОДЫ ОБРАБОТКИ КРОМОК ПЕРА ЛОПАТКИ ГТД ФРЕЗЕРОВАНИЕ:
- 6. Текст к предыдущему слайду Кромки пера лопатки ГТД из высокопрочных и никелевых сплавов получать фрезерованием неэффективно
- 7. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА:
- 8. ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ Преимущества метода электроэрозионной обработки заключаются в возможности обработки любых токопроводящих материалов независимо
- 9. ШЛИФОВАНИЕ КРОМОК ПЕРА ЛОПАТКИ
- 10. Текст к предыдущему слайду Шлифование как правило применяется в качестве финишной обработки. Данный метод позволяет получать
- 11. ГИДРОАБРАЗИВНАЯ ОБРАБОТКА
- 12. Текст к предыдущему слайду К этому способу обработки относится струйная резка под действием струи высокогодавления чистой
- 13. СЛОЖНОСТЬ УПРАВЛЕНИЯ ОБРАБОТКОЙ ВСЛЕДСТВИЕПРОЯВЛЕНИЯ ЭФФЕКТА «ЗАНОСА» ГИДРОАБРАЗИВНОЙ СТРУИ С ВЕЛИЧИНОЙ ОТКЛОНЕНИЯ СТРУИ ОТ ВЕРТИКАЛИ
- 14. ПРЕДЛАГАЕМЫЙ СПОСОБ ОБРАБОТКИ КРОМКИ ПЕРА ЛОПАТКИ. СТРОГАНИЕ
- 15. Текст к предыдущему слайду Производительность данного метода значительно выше чистового фрезерования. Строгание позволяет снизить машинное время
- 16. ИЗГОТОВЛЕНИЕ ПРОБНОГО ОБРАЗЦА МЕТОДОМ СТРОГАНИЯ КРОМКИ ПЕРА ЛОПАТКИ ГТД. Фрезерование Строгание
- 17. ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ На данный момент существуют несколько принципиальных методик неразрушающей диагностики напряжений: метод
- 18. РЕНТГЕНОВСКИЙ МЕТОД Метод основан на прецизионном измерении изменений межплоскостных расстояний, определяемых по смещению дифракционной линии. Иначе:
- 19. МЕТОД АФЧХ-ТЕСТИРОВАНИЯ
- 20. ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ Метод АФЧХ-тестирования Метод АФЧХ-тестирования используется в серии приборов СИТОН (скан-идентификаторы технологических и
- 21. АКУСТИЧЕСКИЕ (УЛЬТРАЗВУКОВЫЕ) МЕТОДЫ Ультразвуковой метод основывается на зависимости скорости распространения ультразвуковой волны от напряженного состояния. Это
- 22. ЭЛЕКТРОМАГНИТНЫЕ МЕТОДЫ Данная группа методов базируется на зависимости между магнитными свойствами металла и величиной действующих в
- 23. МЕТОД МАГНИТНОЙ ПАМЯТИ (ММП) Метод основан на регистрации собственных магнитных полей рассеяния, возникающих на оборудовании в
- 24. КОНТРОЛЬ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПО ЭЛЕКТРОПРОВОДНОСТИ МЕТАЛЛА. Изменения электропроводности регистрируется либо путем ее прямого измерения, либо токовихревым
- 25. НАПИСАНИЕ УП ДЛЯ СТРОГАНИЯ
- 26. Текст к предыдущему слайду При написании УП для обработки образцов строганием имеются определенные особенности, которые необходимо
- 27. ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ На данный момент существуют несколько принципиальных методик неразрушающей диагностики напряжений: метод
- 29. Скачать презентацию
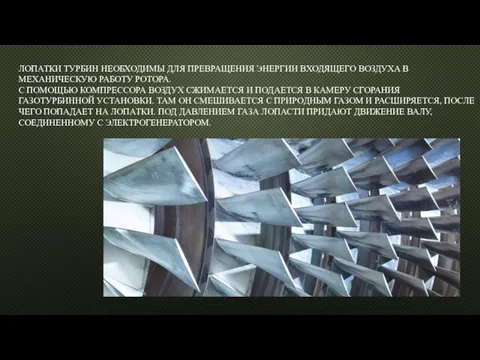
ЛОПАТКИ ТУРБИН НЕОБХОДИМЫ ДЛЯ ПРЕВРАЩЕНИЯ ЭНЕРГИИ ВХОДЯЩЕГО ВОЗДУХА В МЕХАНИЧЕСКУЮ РАБОТУ
ЛОПАТКИ ТУРБИН НЕОБХОДИМЫ ДЛЯ ПРЕВРАЩЕНИЯ ЭНЕРГИИ ВХОДЯЩЕГО ВОЗДУХА В МЕХАНИЧЕСКУЮ РАБОТУ
Текст к предыдущему слайду
К современным деталям авиационных двигателей и энергетических установок
Текст к предыдущему слайду
К современным деталям авиационных двигателей и энергетических установок
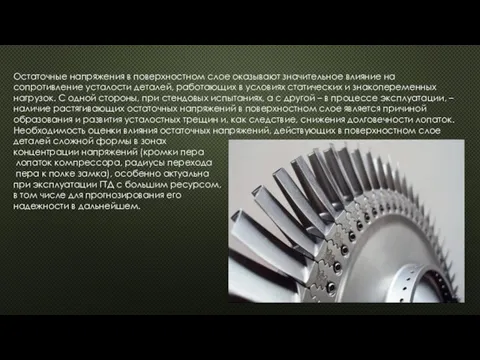
Остаточные напряжения в поверхностном слое оказывают значительное влияние на сопротивление усталости
Остаточные напряжения в поверхностном слое оказывают значительное влияние на сопротивление усталости
МЕТОДЫ ОБРАБОТКИ КРОМОК ПЕРА ЛОПАТКИ ГТД
ФРЕЗЕРОВАНИЕ:
МЕТОДЫ ОБРАБОТКИ КРОМОК ПЕРА ЛОПАТКИ ГТД
ФРЕЗЕРОВАНИЕ:
Текст к предыдущему слайду
Кромки пера лопатки ГТД из высокопрочных и никелевых
Текст к предыдущему слайду
Кромки пера лопатки ГТД из высокопрочных и никелевых

ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА:
ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА:
ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ
Преимущества метода электроэрозионной обработки заключаются в возможности обработки
ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ
Преимущества метода электроэрозионной обработки заключаются в возможности обработки

ШЛИФОВАНИЕ КРОМОК ПЕРА ЛОПАТКИ
ШЛИФОВАНИЕ КРОМОК ПЕРА ЛОПАТКИ
Текст к предыдущему слайду
Шлифование как правило применяется в качестве финишной обработки.
Текст к предыдущему слайду
Шлифование как правило применяется в качестве финишной обработки.

ГИДРОАБРАЗИВНАЯ ОБРАБОТКА
ГИДРОАБРАЗИВНАЯ ОБРАБОТКА
Текст к предыдущему слайду
К этому способу обработки относится струйная резка под
Текст к предыдущему слайду
К этому способу обработки относится струйная резка под
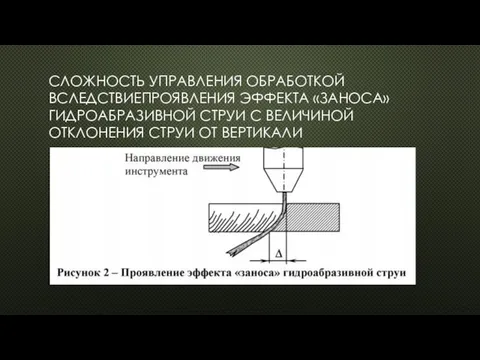
СЛОЖНОСТЬ УПРАВЛЕНИЯ ОБРАБОТКОЙ ВСЛЕДСТВИЕПРОЯВЛЕНИЯ ЭФФЕКТА «ЗАНОСА» ГИДРОАБРАЗИВНОЙ СТРУИ С ВЕЛИЧИНОЙ ОТКЛОНЕНИЯ
СЛОЖНОСТЬ УПРАВЛЕНИЯ ОБРАБОТКОЙ ВСЛЕДСТВИЕПРОЯВЛЕНИЯ ЭФФЕКТА «ЗАНОСА» ГИДРОАБРАЗИВНОЙ СТРУИ С ВЕЛИЧИНОЙ ОТКЛОНЕНИЯ
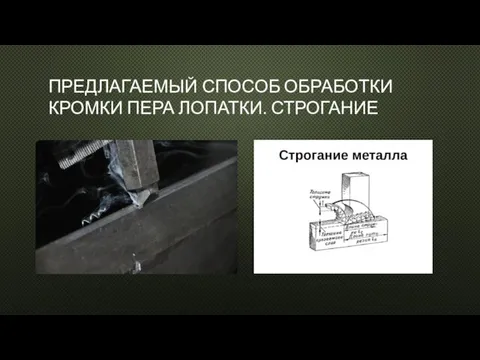
ПРЕДЛАГАЕМЫЙ СПОСОБ ОБРАБОТКИ КРОМКИ ПЕРА ЛОПАТКИ. СТРОГАНИЕ
ПРЕДЛАГАЕМЫЙ СПОСОБ ОБРАБОТКИ КРОМКИ ПЕРА ЛОПАТКИ. СТРОГАНИЕ
Текст к предыдущему слайду
Производительность данного метода значительно выше чистового фрезерования. Строгание
Текст к предыдущему слайду
Производительность данного метода значительно выше чистового фрезерования. Строгание
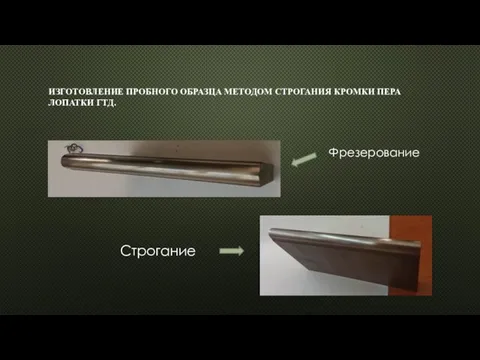
ИЗГОТОВЛЕНИЕ ПРОБНОГО ОБРАЗЦА МЕТОДОМ СТРОГАНИЯ КРОМКИ ПЕРА ЛОПАТКИ ГТД.
Фрезерование
Строгание
ИЗГОТОВЛЕНИЕ ПРОБНОГО ОБРАЗЦА МЕТОДОМ СТРОГАНИЯ КРОМКИ ПЕРА ЛОПАТКИ ГТД.
Фрезерование
Строгание
ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ
На данный момент существуют несколько принципиальных
ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ
На данный момент существуют несколько принципиальных
РЕНТГЕНОВСКИЙ МЕТОД
Метод основан на прецизионном измерении изменений межплоскостных расстояний, определяемых по
РЕНТГЕНОВСКИЙ МЕТОД
Метод основан на прецизионном измерении изменений межплоскостных расстояний, определяемых по

МЕТОД АФЧХ-ТЕСТИРОВАНИЯ
МЕТОД АФЧХ-ТЕСТИРОВАНИЯ
ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ
Метод АФЧХ-тестирования Метод АФЧХ-тестирования используется в серии приборов
ТЕКСТ К ПРЕДЫДУЩЕМУ СЛАЙДУ
Метод АФЧХ-тестирования Метод АФЧХ-тестирования используется в серии приборов
АКУСТИЧЕСКИЕ (УЛЬТРАЗВУКОВЫЕ) МЕТОДЫ
Ультразвуковой метод основывается на зависимости скорости распространения ультразвуковой волны
АКУСТИЧЕСКИЕ (УЛЬТРАЗВУКОВЫЕ) МЕТОДЫ
Ультразвуковой метод основывается на зависимости скорости распространения ультразвуковой волны
ЭЛЕКТРОМАГНИТНЫЕ МЕТОДЫ
Данная группа методов базируется на зависимости между магнитными свойствами металла
ЭЛЕКТРОМАГНИТНЫЕ МЕТОДЫ
Данная группа методов базируется на зависимости между магнитными свойствами металла
МЕТОД МАГНИТНОЙ ПАМЯТИ (ММП)
Метод основан на регистрации собственных магнитных полей рассеяния,
МЕТОД МАГНИТНОЙ ПАМЯТИ (ММП)
Метод основан на регистрации собственных магнитных полей рассеяния,
КОНТРОЛЬ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПО ЭЛЕКТРОПРОВОДНОСТИ МЕТАЛЛА.
Изменения электропроводности регистрируется либо путем ее прямого измерения,
КОНТРОЛЬ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПО ЭЛЕКТРОПРОВОДНОСТИ МЕТАЛЛА.
Изменения электропроводности регистрируется либо путем ее прямого измерения,
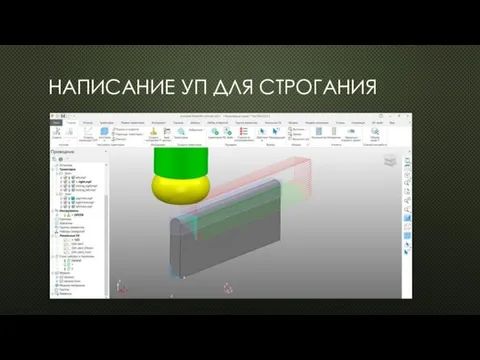
НАПИСАНИЕ УП ДЛЯ СТРОГАНИЯ
НАПИСАНИЕ УП ДЛЯ СТРОГАНИЯ
Текст к предыдущему слайду
При написании УП для обработки образцов строганием имеются
Текст к предыдущему слайду
При написании УП для обработки образцов строганием имеются
ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ
На данный момент существуют несколько принципиальных
ДИАГНОСТИКА ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В МЕТАЛЛАХ
На данный момент существуют несколько принципиальных
 Корпоративный вестник ВТБ капитал специальное издание. Волонтерство и благотворительность
Корпоративный вестник ВТБ капитал специальное издание. Волонтерство и благотворительность презентация казачата
презентация казачата Пылесосы. Система фильтрации
Пылесосы. Система фильтрации Психосоматические расстройства детей и подростков
Психосоматические расстройства детей и подростков ЦОР
ЦОР Презентация к празднику День матери
Презентация к празднику День матери Всероссийская акция Привет солдату
Всероссийская акция Привет солдату Технология контактной конденсаторной сварки. (Лекция 10)
Технология контактной конденсаторной сварки. (Лекция 10) Медициналық мәліметтерге статистикалық талдау негізі
Медициналық мәліметтерге статистикалық талдау негізі Политическое развитие в 60-80-х гг
Политическое развитие в 60-80-х гг Математика. 3 класс
Математика. 3 класс Профессиональная культура педагога дополнительного образования
Профессиональная культура педагога дополнительного образования Central Nervous System
Central Nervous System Transistors
Transistors Организация учебной деятельности пятиклассников
Организация учебной деятельности пятиклассников Посудомоечная машина (ПММ)
Посудомоечная машина (ПММ) Наши защитники
Наши защитники Карбоновые кислоты_открытый
Карбоновые кислоты_открытый Древний Египет
Древний Египет Артикуляционная гимнастика для р.
Артикуляционная гимнастика для р. Радиоприем на сверхвысоких частотах. Особенности приемников СВЧ
Радиоприем на сверхвысоких частотах. Особенности приемников СВЧ Теория Ноосферы
Теория Ноосферы Абонентское обслуживание Билайн. Руководство для сотрудников дилерских салонов
Абонентское обслуживание Билайн. Руководство для сотрудников дилерских салонов Материалы для дистанционной поддержки учащихся по дополнительной программе Силуэт
Материалы для дистанционной поддержки учащихся по дополнительной программе Силуэт Содержание и направления воспитания. Лекция 3
Содержание и направления воспитания. Лекция 3 Ребёнок и компьютер. Плюсы и минусы этого общения.
Ребёнок и компьютер. Плюсы и минусы этого общения. Жанры научной речи
Жанры научной речи Прощай,1 класс!
Прощай,1 класс!