Принципы наладки оборудования, режущего инструмента для технологического процесса изготовления деталей различных типов презентация
- Принципы наладки оборудования, режущего инструмента для технологического процесса изготовления деталей различных типов

Содержание
- 2. Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета
- 3. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ - средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещаются материалы
- 4. Технологическая оснастка — это средство технологического оснащения, дополняющее технологическое оборудование для выполнения определенной части технологического процесса
- 5. Приспособление - это технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении
- 6. По организационным, техническим и экономическим причинам технологический процесс делят на части, которые принято называть операциями. Операция
- 7. Установка - часть операции, выполняемая при одном неизменном закреплении обрабатываемой заготовки. Переход - законченная часть операции,
- 8. Проход - часть перехода, осуществляемая при одном рабочем перемещении инструмента в направлении подачи; за один проход
- 9. Операционная карта содержит описание операций с расчленением их по переходам и с указанием режимов обработки и
- 10. Карта эскизов содержит эскизы, схемы, таблицы, необходимые для выполнения технологического процесса, операции, перехода. деталь на эскизе
- 11. Наладка станка – это подготовка его вместе с технологической оснасткой к изготовлению продукции (детали) с заданной
- 12. Бесподналадочная смена режущего инструмента – служит для уменьшения износа режущего инструмента и ее сущность заключается в
- 13. Метод наладки по пробному проходу –применяют к каждой новой детали: обрабатывают небольшой участок поверхности заготовки, после
- 14. Метод наладки по пробным деталям – это предварительный расчет настроечного размера и последующая проверка при измерении
- 15. Метод наладки по первой готовой детали, эталону или шаблону – заключается в установке на неработающем станке
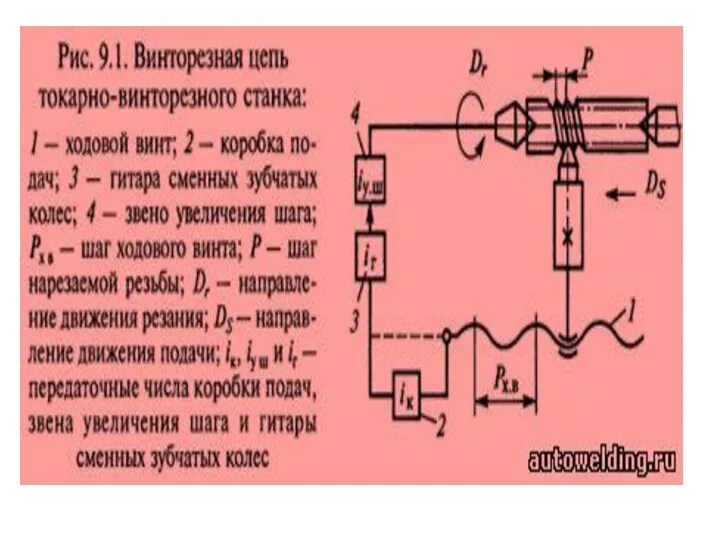
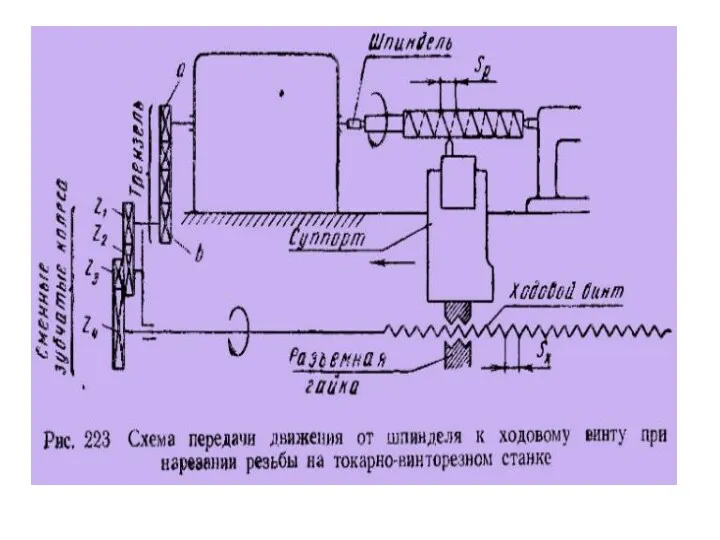
- 16. Настройка режимов резания (кинематическая наладка) состоит в кинематической подготовке станка к обработке заготовки в соответствии с
- 17. Настройка скоростной цепи современных токарно-винторезных станков не требует каких-либо расчетов и состоит в переключении рукояток коробки
- 19. При нарезании многозаходных резьб цепь настраивается на ход резьбы, который равен произведению шага резьбы на число
- 20. А) поводковый патрон с прорезями под хомутик Б)делительный патрон
- 21. Нарезание многозаходнои ' резьбы с делением путем перемещения резца верхним суппортом (контроль шага по индикатору 1
- 23. Пример: на токарном станке с шагом ходового винта 6 мм требуется нарезать резьбу с шагом 2
- 24. Первое ведущее колесо из любой пары подобранных колес устанавливают на валу трензеля, а второе ведомое колесо
- 26. Скачать презентацию
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ - средства технологического оснащения, в которых для выполнения определенной части технологического
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ - средства технологического оснащения, в которых для выполнения определенной части технологического
Технологическая оснастка — это средство технологического оснащения, дополняющее технологическое оборудование для выполнения определенной
Технологическая оснастка — это средство технологического оснащения, дополняющее технологическое оборудование для выполнения определенной
Приспособление - это технологическая оснастка, предназначенная для установки или направления предмета
Приспособление - это технологическая оснастка, предназначенная для установки или направления предмета
По организационным, техническим и экономическим причинам технологический процесс делят на части,
По организационным, техническим и экономическим причинам технологический процесс делят на части,
Установка - часть операции, выполняемая при одном неизменном закреплении обрабатываемой заготовки.
Переход - законченная
Установка - часть операции, выполняемая при одном неизменном закреплении обрабатываемой заготовки. Переход - законченная
Проход - часть перехода, осуществляемая при одном рабочем перемещении инструмента в направлении
Проход - часть перехода, осуществляемая при одном рабочем перемещении инструмента в направлении
Операционная карта содержит описание операций с расчленением их по переходам и с
Операционная карта содержит описание операций с расчленением их по переходам и с
Карта эскизов содержит эскизы, схемы, таблицы, необходимые для выполнения технологического процесса,
Карта эскизов содержит эскизы, схемы, таблицы, необходимые для выполнения технологического процесса,
Наладка станка – это подготовка его вместе с технологической оснасткой к изготовлению
Наладка станка – это подготовка его вместе с технологической оснасткой к изготовлению
Бесподналадочная смена режущего инструмента – служит для уменьшения износа режущего инструмента и
Бесподналадочная смена режущего инструмента – служит для уменьшения износа режущего инструмента и
Метод наладки по пробному проходу –применяют к каждой новой детали: обрабатывают небольшой
Метод наладки по пробному проходу –применяют к каждой новой детали: обрабатывают небольшой
Метод наладки по пробным деталям – это предварительный расчет настроечного размера и
Метод наладки по пробным деталям – это предварительный расчет настроечного размера и
Метод наладки по первой готовой детали, эталону или шаблону – заключается в
Метод наладки по первой готовой детали, эталону или шаблону – заключается в
Настройка режимов резания (кинематическая наладка) состоит в кинематической подготовке станка к обработке
Настройка режимов резания (кинематическая наладка) состоит в кинематической подготовке станка к обработке
Настройка скоростной цепи современных токарно-винторезных станков не требует каких-либо расчетов и
Настройка скоростной цепи современных токарно-винторезных станков не требует каких-либо расчетов и
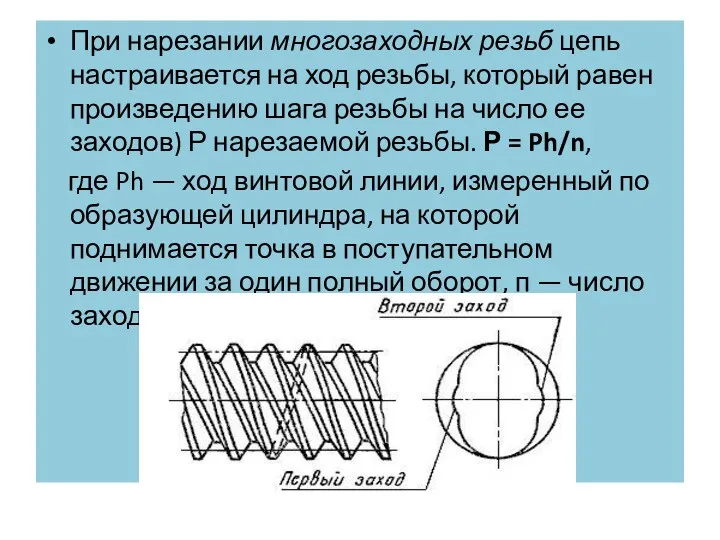
При нарезании многозаходных резьб цепь настраивается на ход резьбы, который равен
При нарезании многозаходных резьб цепь настраивается на ход резьбы, который равен

А) поводковый патрон с прорезями под хомутик
Б)делительный патрон
А) поводковый патрон с прорезями под хомутик
Б)делительный патрон

Нарезание многозаходнои ' резьбы с делением путем перемещения резца верхним суппортом
Нарезание многозаходнои ' резьбы с делением путем перемещения резца верхним суппортом
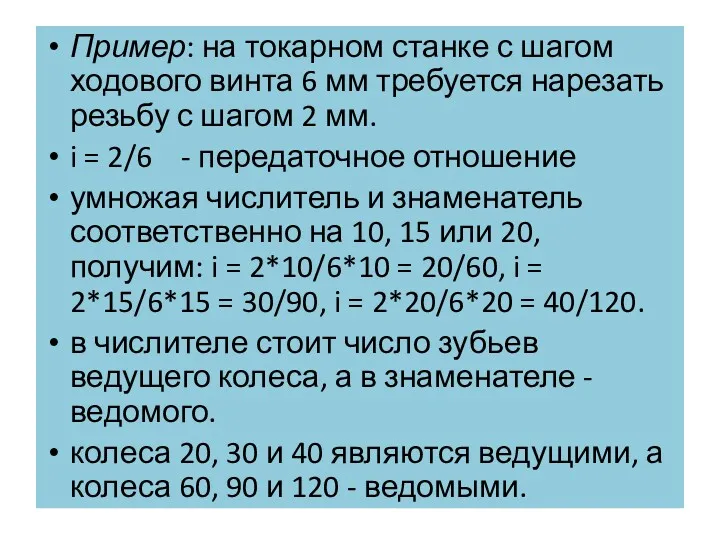
Пример: на токарном станке с шагом ходового винта 6 мм требуется
Пример: на токарном станке с шагом ходового винта 6 мм требуется
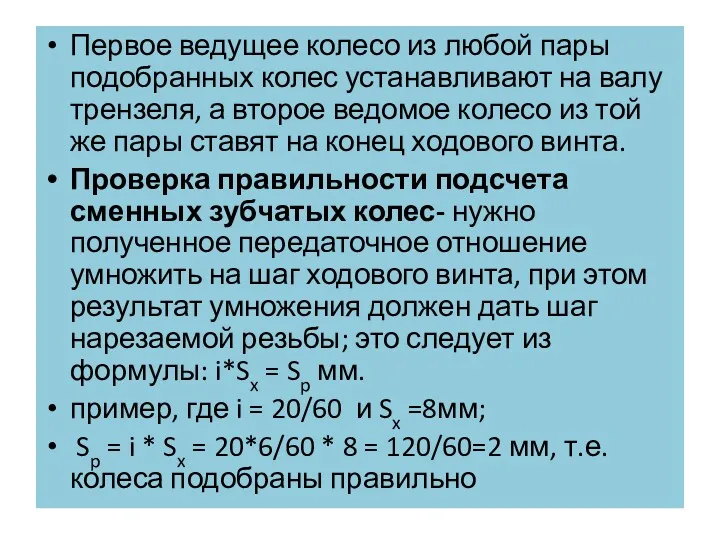
Первое ведущее колесо из любой пары подобранных колес устанавливают на валу
Первое ведущее колесо из любой пары подобранных колес устанавливают на валу
 Презентация Электричество вокруг нас.(подготовительная группа0
Презентация Электричество вокруг нас.(подготовительная группа0 Вибрация и действие вибрации на организм человек
Вибрация и действие вибрации на организм человек 23 февраля
23 февраля Урок - презентация для 3 класса Учусь читать дорожные знаки
Урок - презентация для 3 класса Учусь читать дорожные знаки Красная книга Челябинской области
Красная книга Челябинской области Презентация Классный калейдоскоп
Презентация Классный калейдоскоп Массивы (Turbo Pascal)
Массивы (Turbo Pascal) Литературное чтение
Литературное чтение Этапы развития реакции горя при утрате близких. Правила проведения психотерапии
Этапы развития реакции горя при утрате близких. Правила проведения психотерапии Solar energy. Strengths
Solar energy. Strengths Жизнь города. Санкт-Петербург
Жизнь города. Санкт-Петербург Классификация веществ и методов очистки
Классификация веществ и методов очистки Видеоконтроллеры
Видеоконтроллеры Отношения детей дошкольного возраста к педагогу в группе детского сада
Отношения детей дошкольного возраста к педагогу в группе детского сада Метаболизм нуклеотидов
Метаболизм нуклеотидов Животноводство
Животноводство Общие правила транспортировки пострадавшего
Общие правила транспортировки пострадавшего Бегущие волны. Вторичные параметры
Бегущие волны. Вторичные параметры Психологическое здоровье дошкольников
Психологическое здоровье дошкольников Конкурсная работа Гид по Набережным Челнам
Конкурсная работа Гид по Набережным Челнам Мейоз. Образование половых клеток и оплодотворение
Мейоз. Образование половых клеток и оплодотворение Геометрия для малышей Знакомство с геометрической объемной фигурой -куб
Геометрия для малышей Знакомство с геометрической объемной фигурой -куб Добыча алмаза в Якутии
Добыча алмаза в Якутии Fundamentals of Petroleum Engineering
Fundamentals of Petroleum Engineering Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов
Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов Средние величины
Средние величины Оценка и корректировка сроков технического обслуживания
Оценка и корректировка сроков технического обслуживания Опера М.И.Глинки Жизнь за царя Иван Сусанин…
Опера М.И.Глинки Жизнь за царя Иван Сусанин…