- Приспособления для установки заготовок и инструмента

Содержание
- 2. 1. Классификация приспособлений Приспособления – вспомогательное устройство, используемое для механической обработки, сборки и контроля деталей, сборочных
- 3. Станочные приспособления. Классификация станочных приспособлений: универсальные безналадочные универсальные наладочные сборно-разборные универсальные сборные специализированные наладочные неразборные специальные
- 4. Краткая характеристика приспособлений: 1. неразборные специальные приспособления. Компонуют из стандартных деталей как необратимые приспособления долгосрочного действия.
- 5. Установочные элементы. Требования: 1. количество и расположение элементов должно обеспечивать необходимую ориентацию и устойчивость заготовки, 2.
- 6. Виды установочных элементов Рисунок 1 – Постоянные опора Рисунок 2 – Регулируемая опора Рисунок 3 –
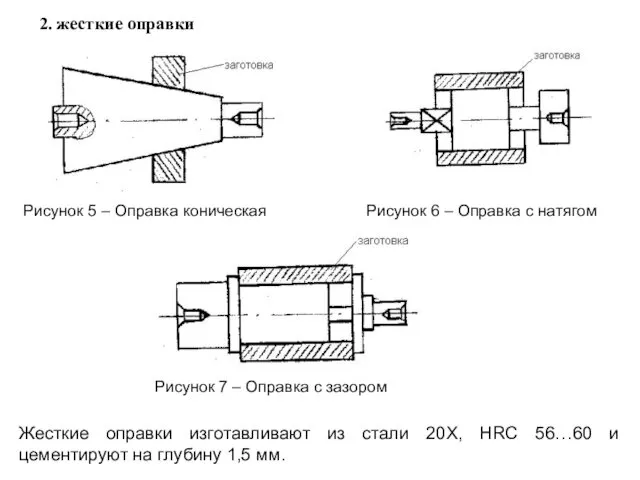
- 7. 2. жесткие оправки Рисунок 5 – Оправка коническая Рисунок 6 – Оправка с натягом Рисунок 7
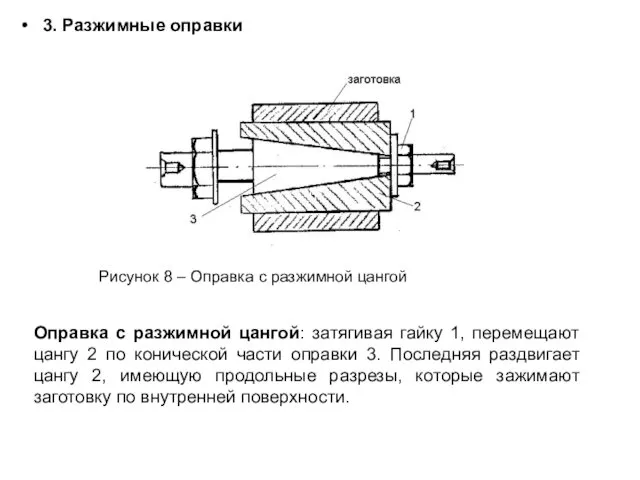
- 8. 3. Разжимные оправки Оправка с разжимной цангой: затягивая гайку 1, перемещают цангу 2 по конической части
- 9. Рисунок 9 – Оправка гидропластовая Гидропластовая оправка с упругой втулкой: затягивая винт 1, сжимают пластмассу 2,
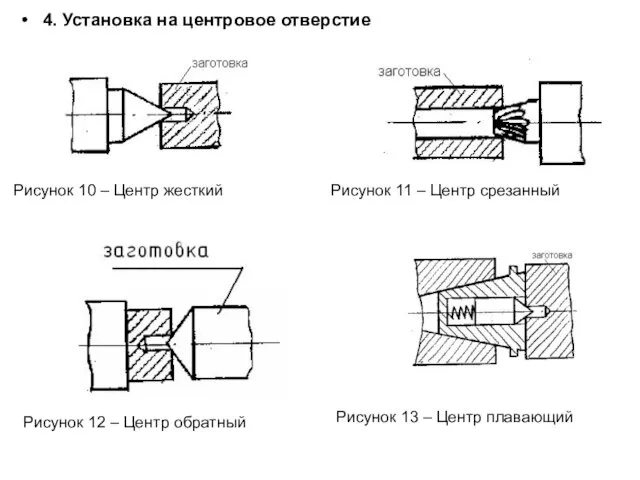
- 10. 4. Установка на центровое отверстие Рисунок 10 – Центр жесткий Рисунок 11 – Центр срезанный Рисунок
- 11. 3. Зажимные элементы приспособления Требования к зажимным элементам приспособления: 1. надежность в работе, 2. простота конструкции
- 12. Винтовые механизмы Рисунок 14 – Винтовой механизм со сферическим торцом Рисунок 15 – Винтовой механизм с
- 13. Рисунок 17 – Эксцентриковый зажимной механизм
- 14. Рисунок 18 – Клиновой зажимной механизм tgφ=k – коэфф. трения, φ1,2,3 – угол трения Q –
- 15. Рисунок 19 –Рычажный зажимной механизм
- 16. Расчетные схемы и формулы для определения сил закрепления.
- 17. для патронов для оправок
- 18. К – коэффициент запаса, f1 – коэффициент трения между поверхностью заготовки и поверхностью опор, f2 –
- 19. Пневмоцилиндры: неподвижные, качающиеся, вращающиеся, одно- или двухстороннего действия. 4. Механизированные зажимные приспособления Рисунок 20 – Пневмоцилиндрическое
- 20. Пневмоцилиндр двустороннего действия Сила на штоке: . Диаметр цилиндра: . Р – давление воздуха в системе
- 21. Пневмокамеры: выпуклые, плоские, защемленные. Усилие на шток: . Толщина диафрагмы: . Ход штока: . σmax=40 МПа,
- 22. Гидроцилиндры. Используют масло под давлением Р≥6 МПа. Прихват с гидроцилиндром двустороннего действия Площадь поршня: . Диаметр
- 23. Вакуумные зажимные приспособления. , F – полезная площадь заготовки, ограниченная уплотнителем, Р – давление в полости,
- 25. Скачать презентацию
1. Классификация приспособлений
Приспособления – вспомогательное устройство, используемое для механической обработки, сборки
1. Классификация приспособлений
Приспособления – вспомогательное устройство, используемое для механической обработки, сборки

Станочные приспособления.
Классификация станочных приспособлений:
универсальные безналадочные
универсальные наладочные
сборно-разборные
универсальные сборные
специализированные наладочные
неразборные специальные приспособления
с одноразовым
Станочные приспособления.
Классификация станочных приспособлений:
универсальные безналадочные
универсальные наладочные
сборно-разборные
универсальные сборные
специализированные наладочные
неразборные специальные приспособления
с одноразовым
Краткая характеристика приспособлений:
1. неразборные специальные приспособления. Компонуют из стандартных деталей как
Краткая характеристика приспособлений:
1. неразборные специальные приспособления. Компонуют из стандартных деталей как
Установочные элементы.
Требования:
1. количество и расположение элементов должно обеспечивать необходимую ориентацию и
Установочные элементы.
Требования:
1. количество и расположение элементов должно обеспечивать необходимую ориентацию и
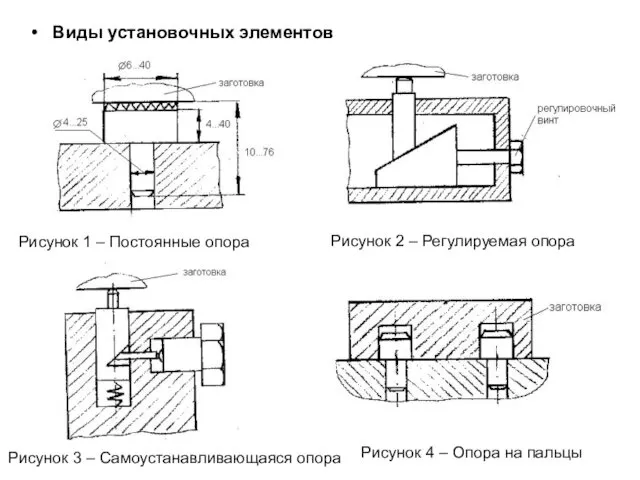
Виды установочных элементов
Рисунок 1 – Постоянные опора
Рисунок 2 – Регулируемая
Виды установочных элементов
Рисунок 1 – Постоянные опора
Рисунок 2 – Регулируемая
2. жесткие оправки
Рисунок 5 – Оправка коническая
Рисунок 6 – Оправка с
2. жесткие оправки
Рисунок 5 – Оправка коническая
Рисунок 6 – Оправка с
3. Разжимные оправки
Оправка с разжимной цангой: затягивая гайку 1, перемещают цангу
3. Разжимные оправки
Оправка с разжимной цангой: затягивая гайку 1, перемещают цангу
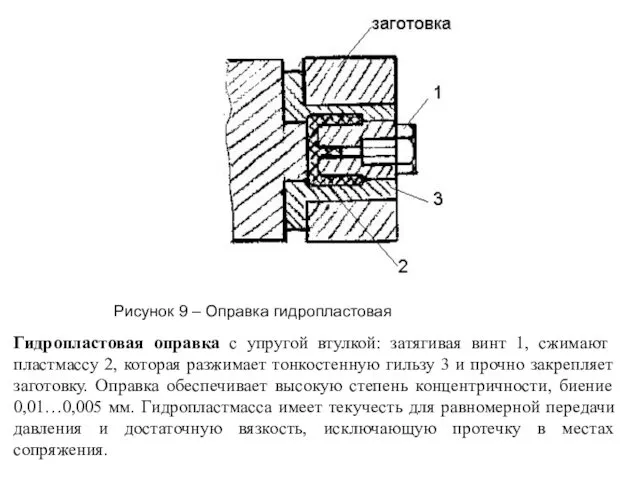
Рисунок 9 – Оправка гидропластовая
Гидропластовая оправка с упругой втулкой: затягивая винт
Рисунок 9 – Оправка гидропластовая
Гидропластовая оправка с упругой втулкой: затягивая винт
4. Установка на центровое отверстие
Рисунок 10 – Центр жесткий
Рисунок 11 –
4. Установка на центровое отверстие
Рисунок 10 – Центр жесткий
Рисунок 11 –
3. Зажимные элементы приспособления
Требования к зажимным элементам приспособления:
1. надежность в работе,
2.
3. Зажимные элементы приспособления
Требования к зажимным элементам приспособления:
1. надежность в работе,
2.
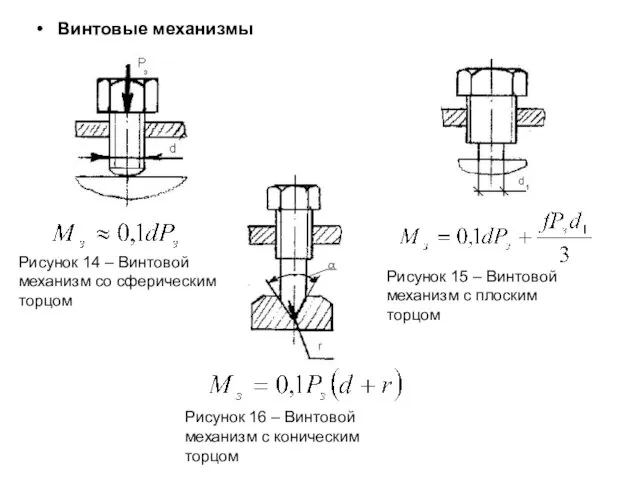
Винтовые механизмы
Рисунок 14 – Винтовой механизм со сферическим торцом
Рисунок 15 –
Винтовые механизмы
Рисунок 14 – Винтовой механизм со сферическим торцом
Рисунок 15 –

Рисунок 17 – Эксцентриковый зажимной механизм
Рисунок 17 – Эксцентриковый зажимной механизм
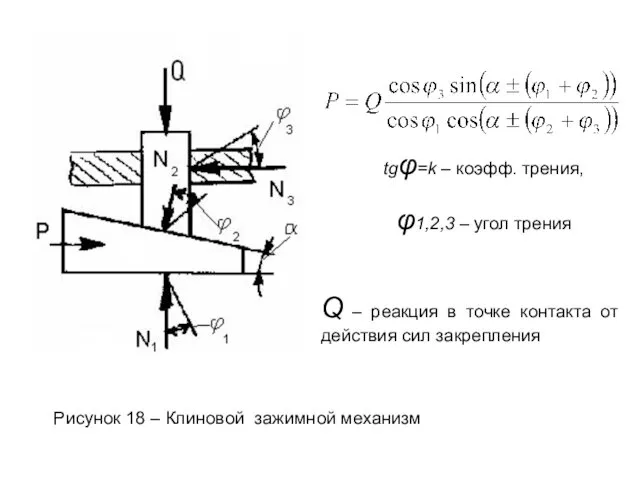
Рисунок 18 – Клиновой зажимной механизм
tgφ=k – коэфф. трения,
φ1,2,3 – угол
Рисунок 18 – Клиновой зажимной механизм
tgφ=k – коэфф. трения,
φ1,2,3 – угол
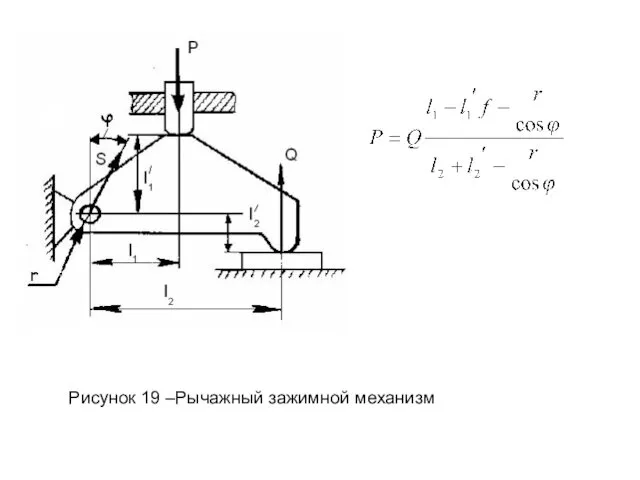
Рисунок 19 –Рычажный зажимной механизм
Рисунок 19 –Рычажный зажимной механизм

Расчетные схемы и формулы для определения сил закрепления.
Расчетные схемы и формулы для определения сил закрепления.
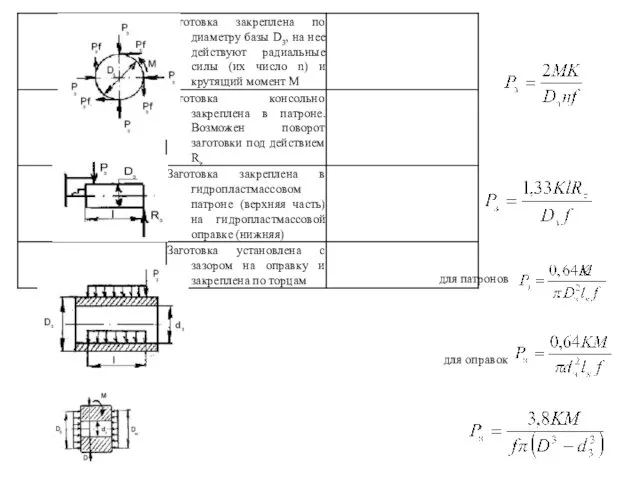
для патронов
для оправок
для патронов
для оправок
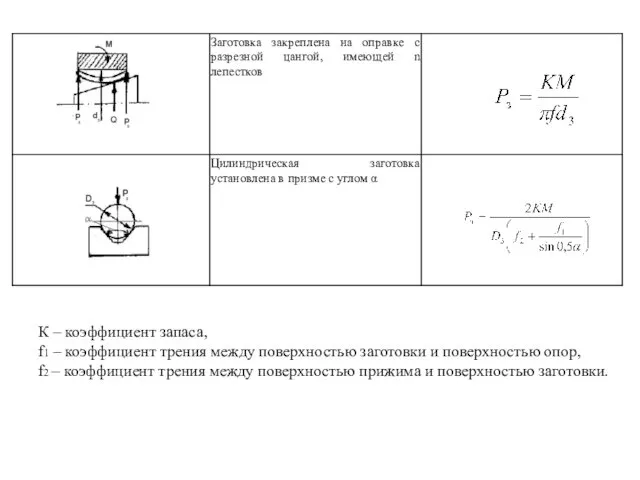
К – коэффициент запаса,
f1 – коэффициент трения между поверхностью заготовки и
К – коэффициент запаса,
f1 – коэффициент трения между поверхностью заготовки и
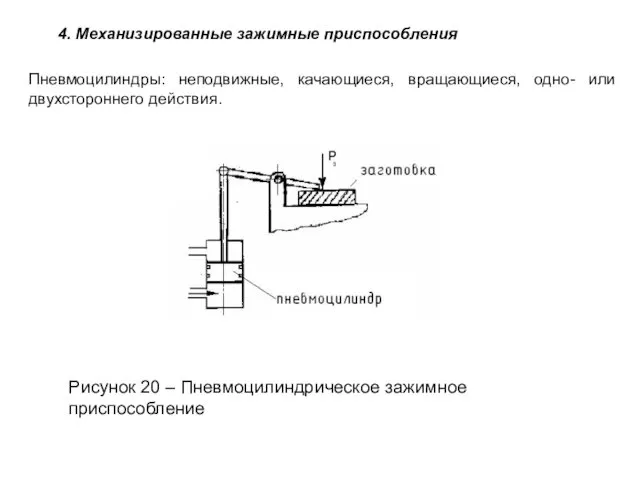
Пневмоцилиндры: неподвижные, качающиеся, вращающиеся, одно- или двухстороннего действия.
4. Механизированные зажимные приспособления
Рисунок
Пневмоцилиндры: неподвижные, качающиеся, вращающиеся, одно- или двухстороннего действия.
4. Механизированные зажимные приспособления
Рисунок
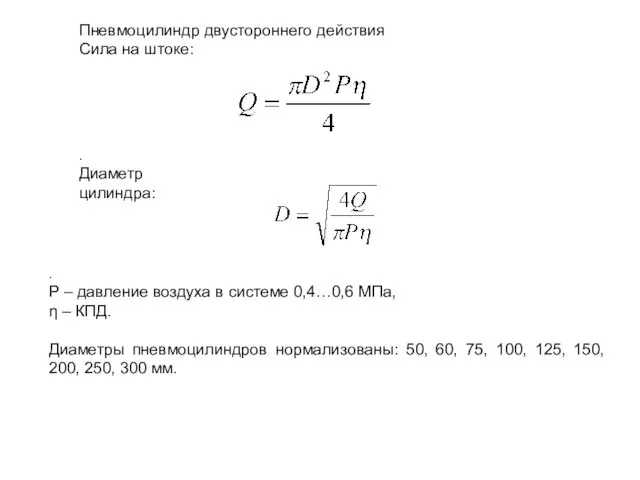
Пневмоцилиндр двустороннего действия
Сила на штоке:
.
Диаметр цилиндра:
.
Р – давление воздуха
Пневмоцилиндр двустороннего действия
Сила на штоке:
.
Диаметр цилиндра:
.
Р – давление воздуха
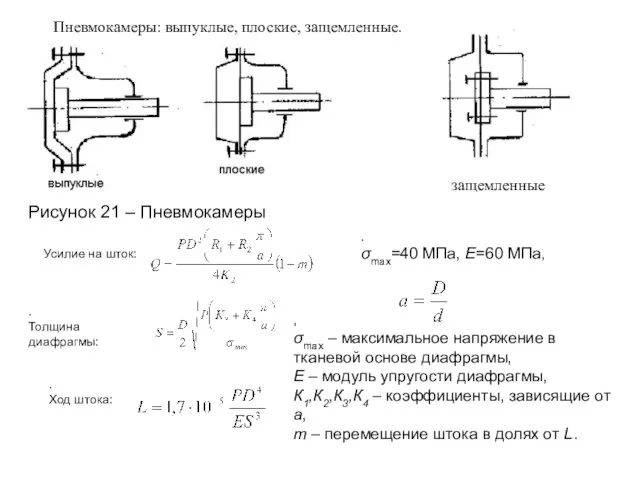
Пневмокамеры: выпуклые, плоские, защемленные.
Усилие на шток:
.
Толщина диафрагмы:
.
Ход
Пневмокамеры: выпуклые, плоские, защемленные.
Усилие на шток:
.
Толщина диафрагмы:
.
Ход
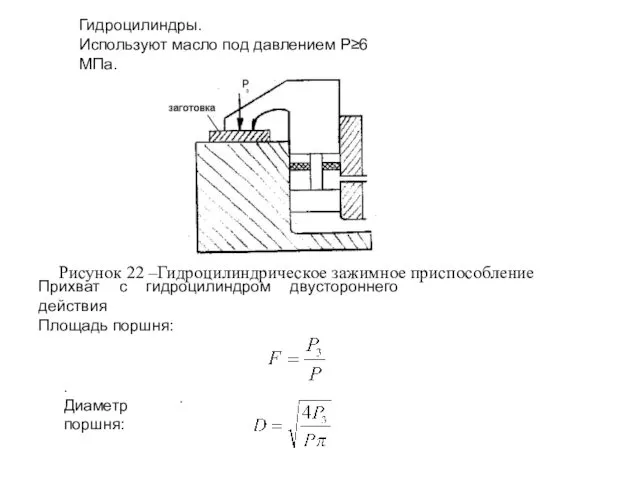
Гидроцилиндры.
Используют масло под давлением Р≥6 МПа.
Прихват с гидроцилиндром двустороннего действия
Площадь поршня:
Гидроцилиндры.
Используют масло под давлением Р≥6 МПа.
Прихват с гидроцилиндром двустороннего действия
Площадь поршня:
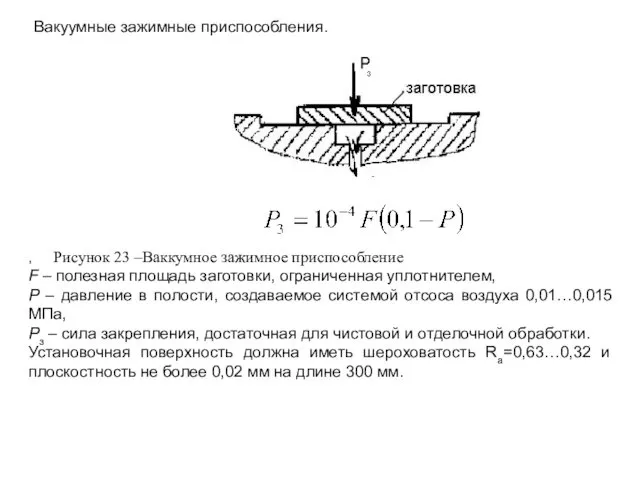
Вакуумные зажимные приспособления.
,
F – полезная площадь заготовки, ограниченная уплотнителем,
Р – давление
Вакуумные зажимные приспособления.
,
F – полезная площадь заготовки, ограниченная уплотнителем,
Р – давление
 Релаксация. Природа Диск
Релаксация. Природа Диск мастер-класс по созданию анимированных физминуток
мастер-класс по созданию анимированных физминуток История танков
История танков Выраз средства скульптуры и материалы
Выраз средства скульптуры и материалы Презентация Гжельская или хохломская тарелочка в технике пластилиновая роспись
Презентация Гжельская или хохломская тарелочка в технике пластилиновая роспись Адаптация первоклассников. Пути преодоления дезадаптации
Адаптация первоклассников. Пути преодоления дезадаптации СМИ, которые мне интересны и почему
СМИ, которые мне интересны и почему С днём рождения, родная Леночка
С днём рождения, родная Леночка Обогащение полезных ископаемых. Рудоподготовка. Грохочение. Лекция 4
Обогащение полезных ископаемых. Рудоподготовка. Грохочение. Лекция 4 Классификация внешнеторговых операций (тест)
Классификация внешнеторговых операций (тест) Гравидограмма. Дородовое наблюдение
Гравидограмма. Дородовое наблюдение Предсказание в искусстве
Предсказание в искусстве Современники П.И. Чайковского - А.Г. Рубинштейн и Н.Г. Рубинштейн
Современники П.И. Чайковского - А.Г. Рубинштейн и Н.Г. Рубинштейн Следственный комитет РФ
Следственный комитет РФ Розрахунок кабельної мережі живильних трансформаторів із застосуванням графоаналітичного методу
Розрахунок кабельної мережі живильних трансформаторів із застосуванням графоаналітичного методу Мечников Илья Ильич (1845 – 1916). Дмитрий Иосифович Ивановский (1864 - 1920)
Мечников Илья Ильич (1845 – 1916). Дмитрий Иосифович Ивановский (1864 - 1920) Колядки
Колядки Bluetooth. Принцип действия Bluetooth
Bluetooth. Принцип действия Bluetooth Валы и оси
Валы и оси Презентация УМК Начальная школа XXI века
Презентация УМК Начальная школа XXI века Наука (как социальный институт)
Наука (как социальный институт) Портфолио
Портфолио Оптимизация в задаче управления инструментом при листовой резке на машинах с ЧПУ
Оптимизация в задаче управления инструментом при листовой резке на машинах с ЧПУ Симметрия на клетчатой бумаге
Симметрия на клетчатой бумаге Чему учил Христос. Что такое Нагорная проповедь
Чему учил Христос. Что такое Нагорная проповедь 3-9 10 ҚГБ
3-9 10 ҚГБ Требования к проекту электроснабжения современного ДОУ
Требования к проекту электроснабжения современного ДОУ Герои Отечества
Герои Отечества