- Производство стали

Содержание
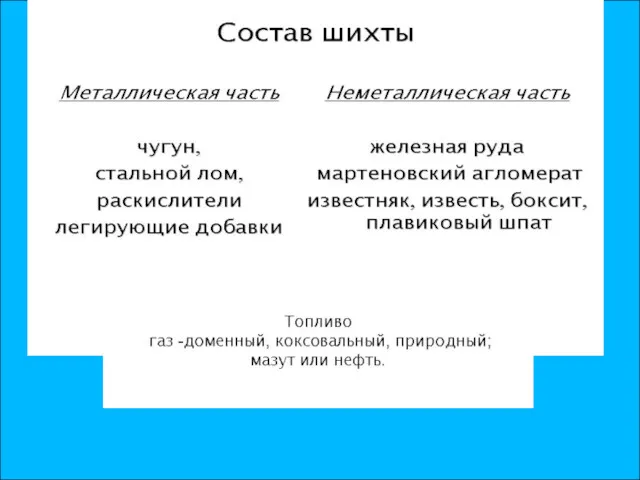
- 3. Основными материалами для производства стали являются: Передельный чугун; Стальной лом (скрап)
- 4. 1. окисление железа 2Fe + O2 =2 FeO + Q 2. растворение FeO в чистом железе
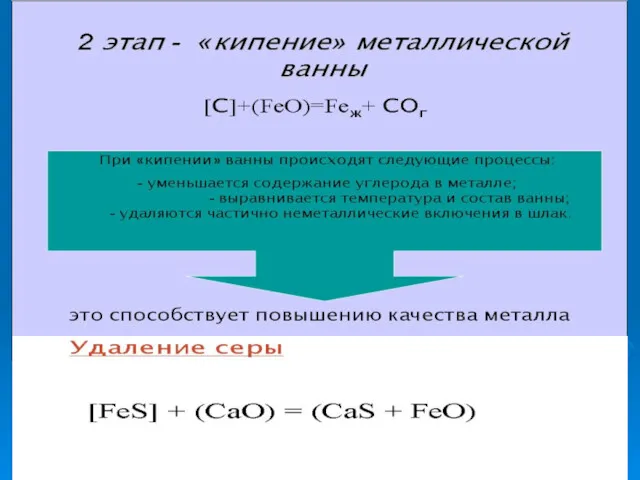
- 5. Этапы выплавки стали 1 этап - расплавление шихты и нагрев ванны жидкого металла Удаление фосфора 2[P]
- 7. 3 этап – раскисление стали Осаждающее раскисление; Диффузионное раскисление.
- 8. Осаждающее раскисление (глубинное) Сущность - раскисление металлической ванны шлак Жидкий металл Раскислители (Fe-Mn, Fe-Si, Al) MnO,
- 9. Диффузионное раскисление Сущность - раскисление шлака. шлак Жидкий металл Раскислители (Fe-Mn, Fe-Si, Al) FeO + FeOШ
- 10. Легирование легирование можно производить на любом этапе плавки. легирование можно производить по окончании плавки или одновременно
- 11. Факторы влияющие на качество стали Кислород азот водород сера фосфор
- 12. Технологический процесс получения стали Получение чугуна Получение стали Прокатка стальных слитков Выплавка стали Разливка стали
- 13. Основными способами производства стали являются: - конвертерный; - мартеновский; - электросталеплавильный.
- 14. Конвертерное производство Si + 2FeO = SiO2 + 2Fe +150 Mn + FeO = MnO +
- 15. В зависимости от массы жидкой стали установлен следующий типовой ряд емкостей конвертеров : 50, 100, 130,
- 16. 1 – жидкий металл; 2 – фурма; 3 – желоб для выпуска стали; 4 – станина
- 20. Разновидности кислородно-конверторных процессов Комбинированная продувка Продувка сверху (через фурму) Продувка снизу (через специальные сопла)
- 21. Производство стали в мартеновской печи
- 22. Характерные особенности получения стали в мартеновской печи Температура (2000 0С) обеспечивается регенерацией тепла печных газов; Низкая
- 24. Верхнее строение 1 – свод печи 2 – завалочные окна рабочее пространство 11 - под печи
- 25. Нижнее строение 6,7– регенеративные камеры 8,9 – каналы 10 –перекидной клапан
- 27. Периоды мартеновской плавки 1. Заправка печи Осмотр печи с целью поддержания в рабочем состоянии всех элементов
- 28. 5. Кипение Главной реакцией этого периода является реакция окисления растворённого в жидком металле углерода. Период кипения
- 29. Разновидности мартеновского процесса. 1. В зависимости от состава огнеупорных материалов, из которых изготовлена футеровка печи, мартеновский
- 30. 2. В зависимости от состава шихты мартеновский процесс подразделяют Скрап-угольный процесс металлическая часть шихты состоит практически
- 31. Производство стали в электропечах
- 32. Классификация электропечей основана на способе превращения электрической энергии в тепловую. По этому признаку все электрические печи
- 33. Высокая температура позволяет вводить большое количество флюсов обеспечивается более полное удаление серы и фосфора. 2. Изменяя
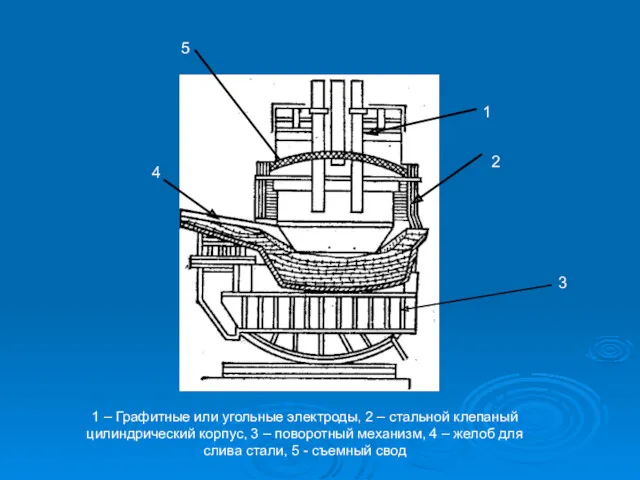
- 34. 1 2 3 4 1 – Графитные или угольные электроды, 2 – стальной клепаный цилиндрический корпус,
- 35. В зависимости от состава огнеупорных материалов, из которых изготовлена футеровка электродуговой печи, процесс бывает двух типов
- 36. плавка на шихте из легированных отходов Шихта – скрап (отходы машиностроительных заводов) + чугун - для
- 37. плавка на углеродистой шихте Шихта стальной лом + чушковый предельный чугун+ электродный бой + кокс. Флюс
- 38. Разливка стали
- 39. Разливка сверху
- 40. Изложница
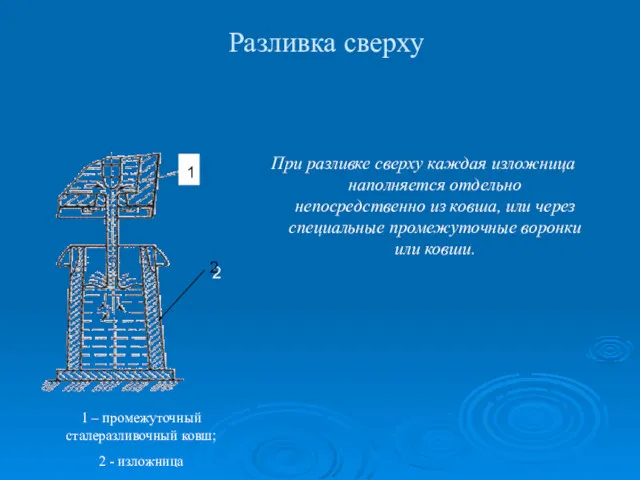
- 41. Разливка сверху При разливке сверху каждая изложница наполняется отдельно непосредственно из ковша, или через специальные промежуточные
- 42. Достоинства: 1. Простота подготовки оборудования к разливке; 2. Исключается расход металла на литники; 3. В слитке
- 43. Разливка сифоном стали на ОАО «Уральская сталь».
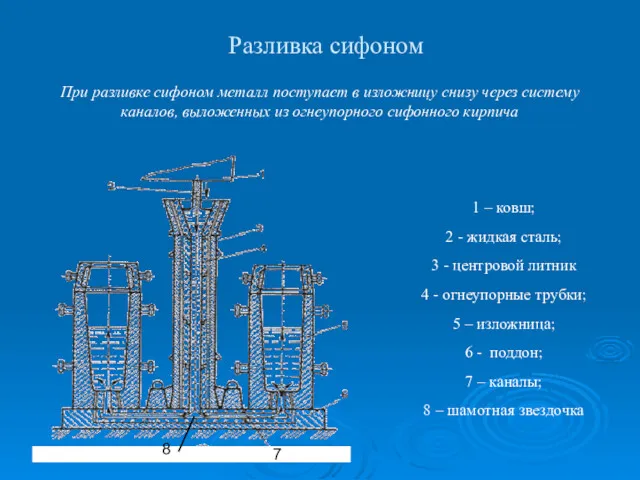
- 44. Разливка сифоном 7 При разливке сифоном металл поступает в изложницу снизу через систему каналов, выложенных из
- 45. Достоинства способа Поверхность слитка получается чистой; Можно разливать большую массу металла Недостатки способа Возникает опасность загрязнения
- 46. Конусность – отношение разности линейных размеров между верхним и нижним основанием к высоте изложницы а б
- 47. Изложницы уширяющиеся к верху Прибыльная надставка изложница Концентрированная усадочная раковина H/D для прокатки – 2,5 -
- 48. Изложницы уширяющиеся к низу H/D для прокатки – 1,0 - 1,5 % для ковки до 3-6
- 49. Изложницы бутылочного типа поддон изложница H/D для прокатки – 1,0 - 2,5 % для ковки до
- 50. Внутреннее сечение изложницы Слитки с таким сечением переделывают на сортовой прокат Слитки с таким сечением идут
- 51. Непрерывная разливка стали
- 53. 1 - сталеразливочный ковш; 2 - промежуточное разливочное устройство; 3 - водоохлаждаемая изложница – кристаллизатор; 4
- 54. Достоинства способа Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины; Сокращается расход металла на
- 55. а- УНРС вертикального типа, б – УНРС радиального типа, в- УНРС криволинейного типа 15-20 R R1
- 56. Способы повышения качества стали Обработка стали в вакууме Внеагрегатная обработка стали синтетическими шлаками, порошками, нейтральными газами,
- 57. способы внепечной обработки стали условно подразделяются: Простые способы комбинированные обработка металла вакуумом; продувка инертным газом; обработка
- 58. Вакуумирование стали проводят используя следующие способы: В ковше: - без принудительного перемешивания; - с принудительным перемешивание
- 59. Процессы прямого получения железа из руд
- 60. Получение губчатого железа в шахтных печах Восстановительная зона Зона охлаждения 1 – печь шахтного типа 2
- 61. Восстановление железа в кипящем слое Газ-восстановитель Мелкозернистая руда или концентрат
- 63. Скачать презентацию
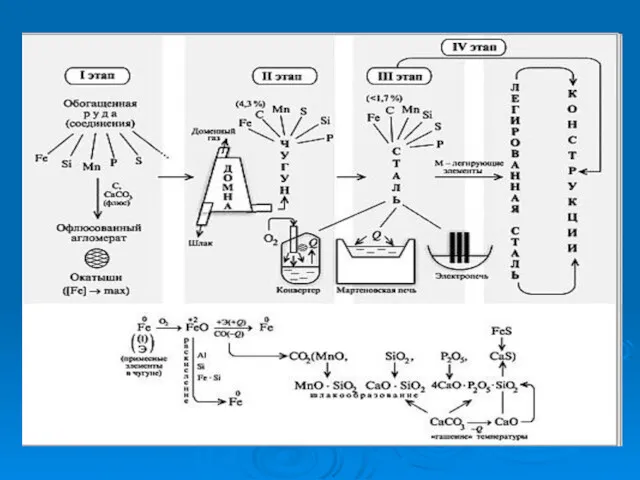
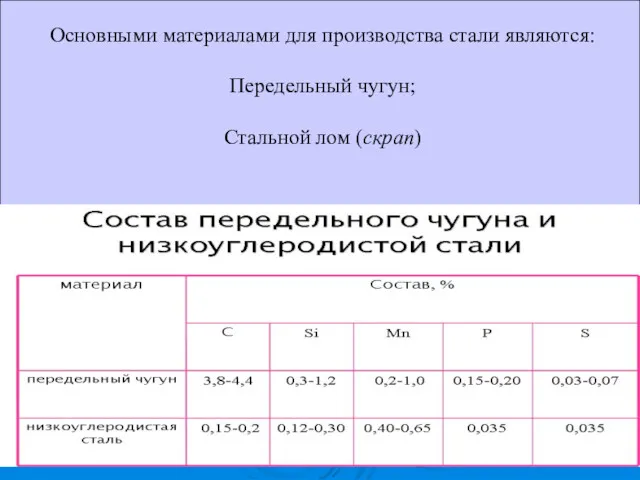
Основными материалами для производства стали являются:
Передельный чугун;
Стальной лом (скрап)
Основными материалами для производства стали являются:
Передельный чугун;
Стальной лом (скрап)
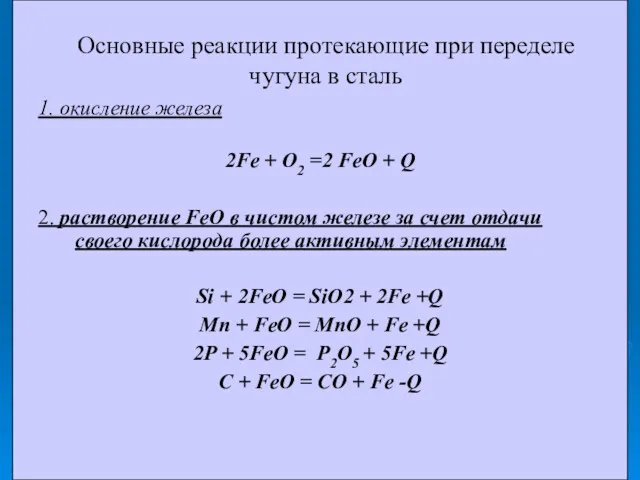
1. окисление железа
2Fe + O2 =2 FeO + Q
2. растворение FeO
1. окисление железа
2Fe + O2 =2 FeO + Q
2. растворение FeO
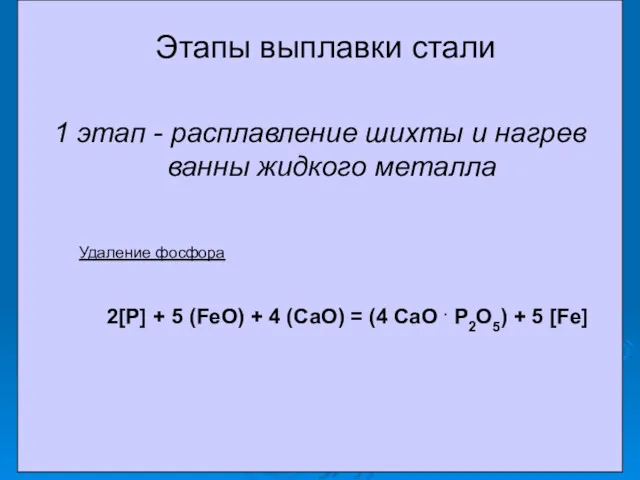
Этапы выплавки стали
1 этап - расплавление шихты и нагрев ванны жидкого
Этапы выплавки стали
1 этап - расплавление шихты и нагрев ванны жидкого
3 этап – раскисление стали
Осаждающее раскисление;
Диффузионное раскисление.
3 этап – раскисление стали
Осаждающее раскисление;
Диффузионное раскисление.
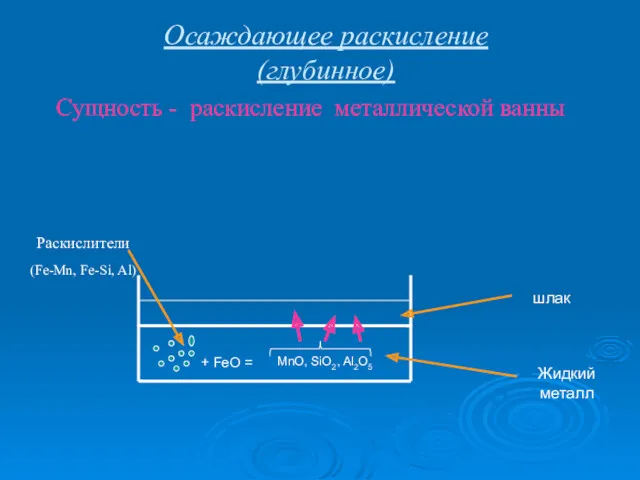
Осаждающее раскисление
(глубинное)
Сущность - раскисление металлической ванны
шлак
Жидкий металл
Раскислители
(Fe-Mn, Fe-Si, Al)
MnO, SiO2, Al2O5
+
Осаждающее раскисление
(глубинное)
Сущность - раскисление металлической ванны
шлак
Жидкий металл
Раскислители
(Fe-Mn, Fe-Si, Al)
MnO, SiO2, Al2O5
+
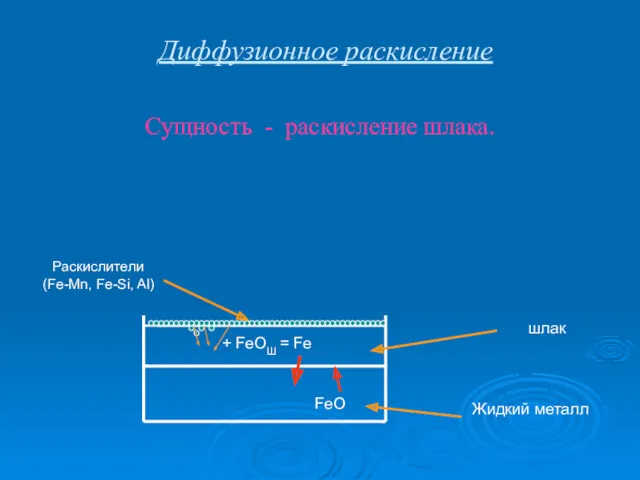
Диффузионное раскисление
Сущность - раскисление шлака.
шлак
Жидкий металл
Раскислители
(Fe-Mn, Fe-Si, Al)
FeO
+ FeOШ =
Диффузионное раскисление
Сущность - раскисление шлака.
шлак
Жидкий металл
Раскислители
(Fe-Mn, Fe-Si, Al)
FeO
+ FeOШ =
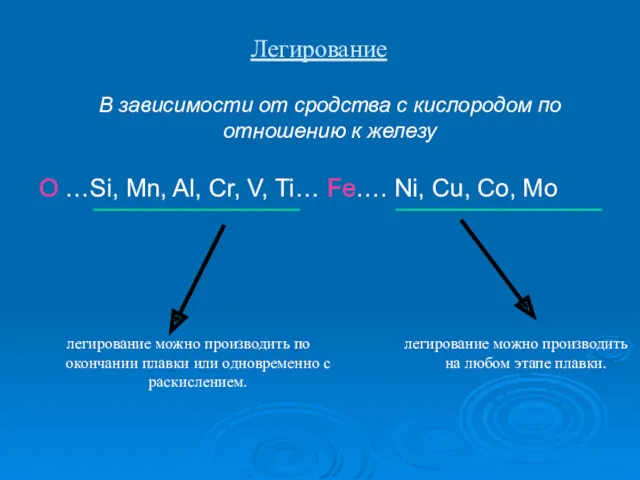
Легирование
легирование можно производить на любом этапе плавки.
легирование можно
Легирование
легирование можно производить на любом этапе плавки.
легирование можно
Факторы влияющие на качество стали
Кислород
азот
водород
сера
фосфор
Факторы влияющие на качество стали
Кислород
азот
водород
сера
фосфор
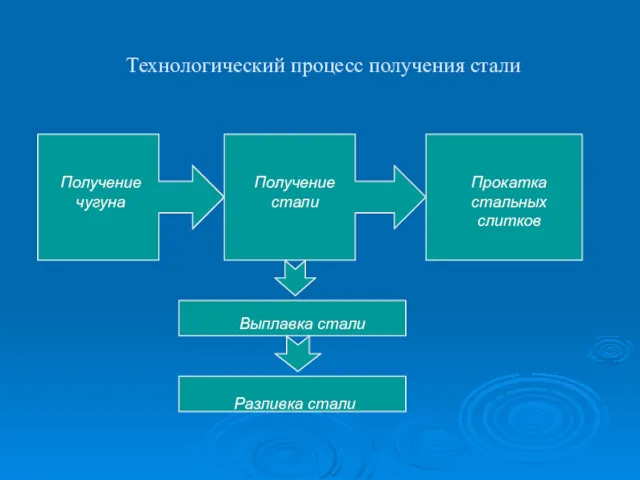
Технологический процесс получения стали
Получение чугуна
Получение стали
Прокатка стальных слитков
Выплавка стали
Разливка стали
Технологический процесс получения стали
Получение чугуна
Получение стали
Прокатка стальных слитков
Выплавка стали
Разливка стали
Основными способами производства стали являются:
- конвертерный;
- мартеновский;
- электросталеплавильный.
Основными способами производства стали являются:
- конвертерный;
- мартеновский;
- электросталеплавильный.
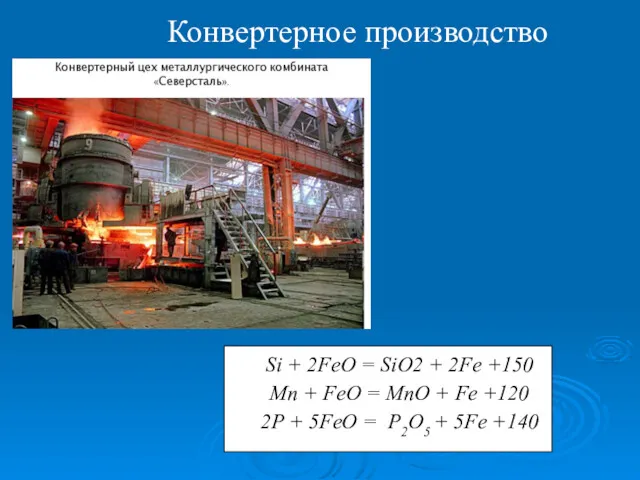
Конвертерное производство
Si + 2FeO = SiO2 + 2Fe +150
Mn +
Конвертерное производство
Si + 2FeO = SiO2 + 2Fe +150
Mn +
В зависимости от массы жидкой стали установлен следующий типовой ряд емкостей
В зависимости от массы жидкой стали установлен следующий типовой ряд емкостей
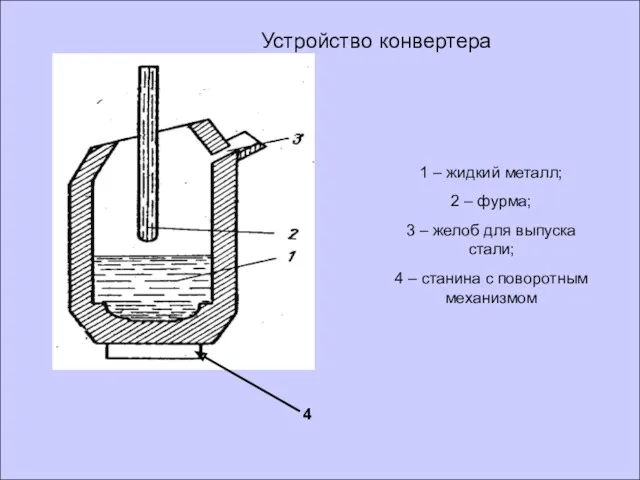
1 – жидкий металл;
2 – фурма;
3 – желоб для выпуска стали;
4
1 – жидкий металл;
2 – фурма;
3 – желоб для выпуска стали;
4

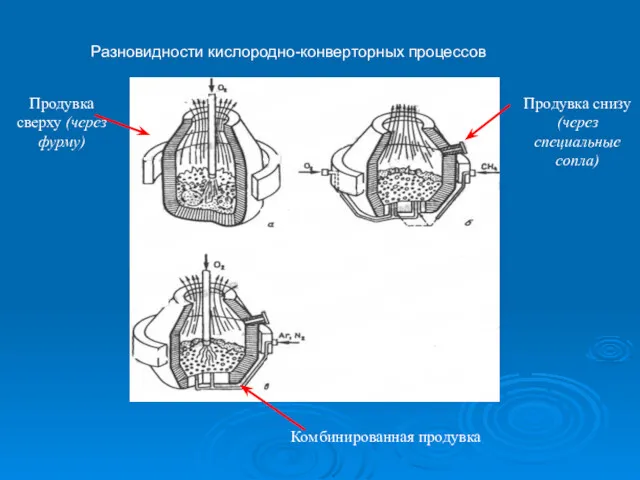
Разновидности кислородно-конверторных процессов
Комбинированная продувка
Продувка
сверху (через фурму)
Продувка снизу
(через специальные
Разновидности кислородно-конверторных процессов
Комбинированная продувка
Продувка
сверху (через фурму)
Продувка снизу
(через специальные

Производство стали в мартеновской печи
Производство стали в мартеновской печи
Характерные особенности получения стали в мартеновской печи
Температура (2000 0С) обеспечивается регенерацией
Характерные особенности получения стали в мартеновской печи
Температура (2000 0С) обеспечивается регенерацией
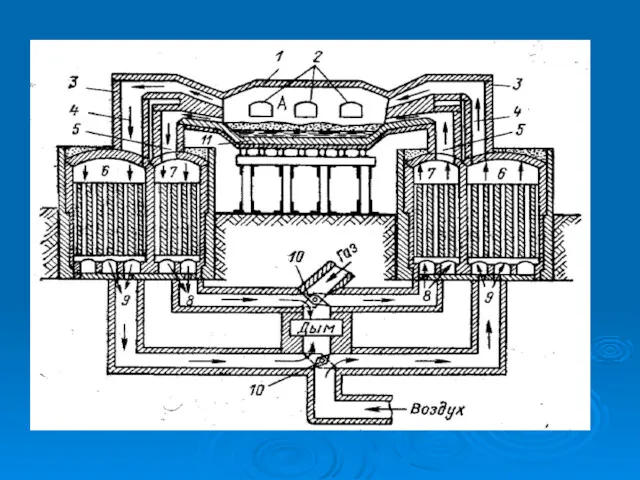
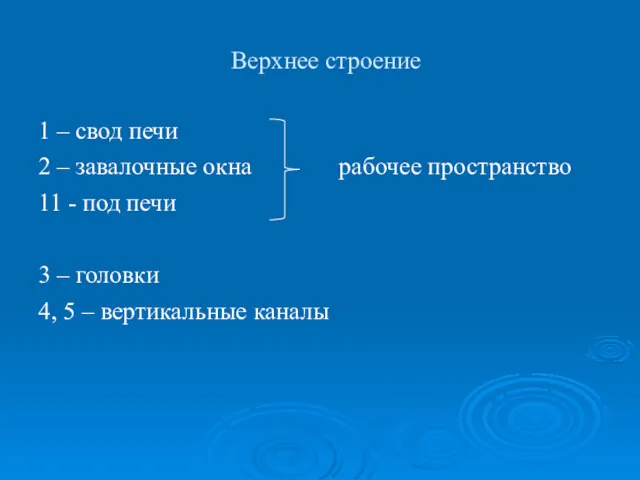
Верхнее строение
1 – свод печи
2 – завалочные окна рабочее пространство
11 -
Верхнее строение
1 – свод печи
2 – завалочные окна рабочее пространство
11 -
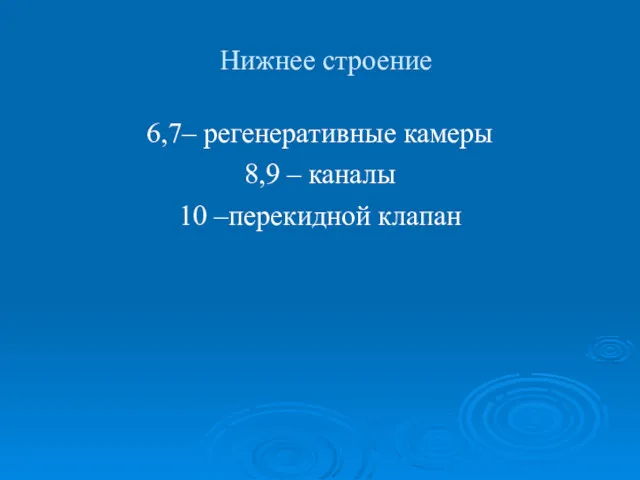
Нижнее строение
6,7– регенеративные камеры
8,9 – каналы
10 –перекидной клапан
Нижнее строение
6,7– регенеративные камеры
8,9 – каналы
10 –перекидной клапан
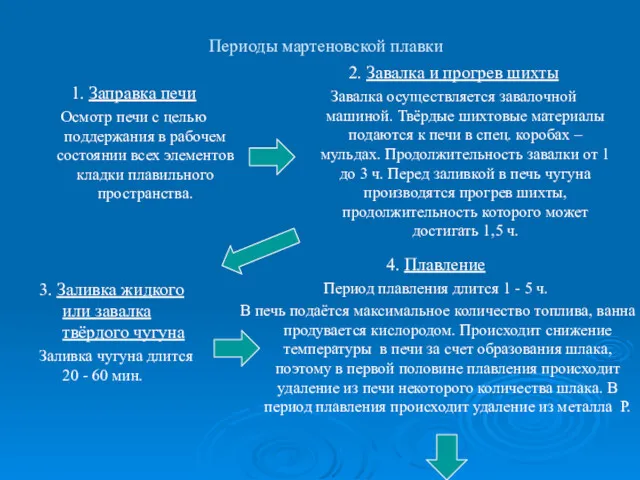
Периоды мартеновской плавки
1. Заправка печи
Осмотр печи с целью поддержания в
Периоды мартеновской плавки
1. Заправка печи
Осмотр печи с целью поддержания в
5. Кипение
Главной реакцией этого периода является реакция окисления растворённого в
5. Кипение
Главной реакцией этого периода является реакция окисления растворённого в
Разновидности мартеновского процесса.
1. В зависимости от состава огнеупорных материалов, из которых
Разновидности мартеновского процесса.
1. В зависимости от состава огнеупорных материалов, из которых
2. В зависимости от состава шихты мартеновский процесс подразделяют
Скрап-угольный процесс
2. В зависимости от состава шихты мартеновский процесс подразделяют
Скрап-угольный процесс
Производство стали в электропечах
Производство стали в электропечах
Классификация электропечей основана на способе превращения электрической энергии в тепловую. По
Классификация электропечей основана на способе превращения электрической энергии в тепловую. По
Высокая температура позволяет вводить большое количество флюсов обеспечивается более полное удаление
Высокая температура позволяет вводить большое количество флюсов обеспечивается более полное удаление
1
2
3
4
1 – Графитные или угольные электроды, 2 – стальной клепаный цилиндрический
1
2
3
4
1 – Графитные или угольные электроды, 2 – стальной клепаный цилиндрический
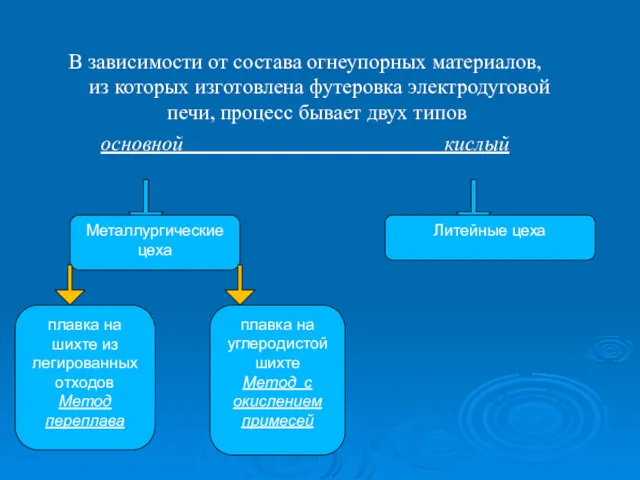
В зависимости от состава огнеупорных материалов, из которых изготовлена футеровка электродуговой
В зависимости от состава огнеупорных материалов, из которых изготовлена футеровка электродуговой
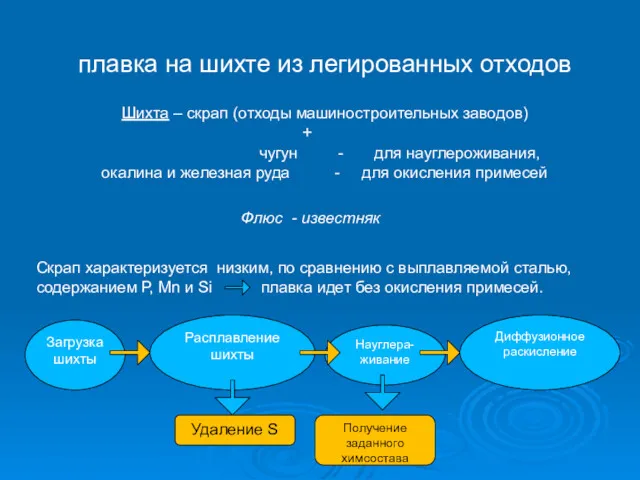
плавка на шихте из легированных отходов
Шихта – скрап (отходы машиностроительных
плавка на шихте из легированных отходов
Шихта – скрап (отходы машиностроительных

плавка на углеродистой шихте
Шихта
стальной лом + чушковый предельный чугун+ электродный
плавка на углеродистой шихте
Шихта
стальной лом + чушковый предельный чугун+ электродный
Разливка стали
Разливка стали

Разливка сверху
Разливка сверху
Изложница
Изложница
Разливка сверху
При разливке сверху каждая изложница наполняется отдельно непосредственно из ковша,
Разливка сверху
При разливке сверху каждая изложница наполняется отдельно непосредственно из ковша,
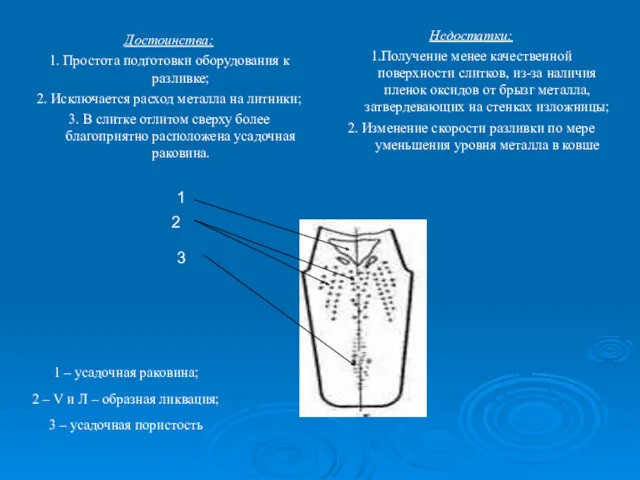
Достоинства:
1. Простота подготовки оборудования к разливке;
2. Исключается расход металла на литники;
3.
Достоинства:
1. Простота подготовки оборудования к разливке;
2. Исключается расход металла на литники;
3.

Разливка сифоном стали на ОАО «Уральская сталь».
Разливка сифоном стали на ОАО «Уральская сталь».
Разливка сифоном
7
При разливке сифоном металл поступает в изложницу снизу через систему
Разливка сифоном
7
При разливке сифоном металл поступает в изложницу снизу через систему
Достоинства
способа
Поверхность слитка получается чистой;
Можно разливать большую массу металла
Недостатки
Достоинства
способа
Поверхность слитка получается чистой;
Можно разливать большую массу металла
Недостатки
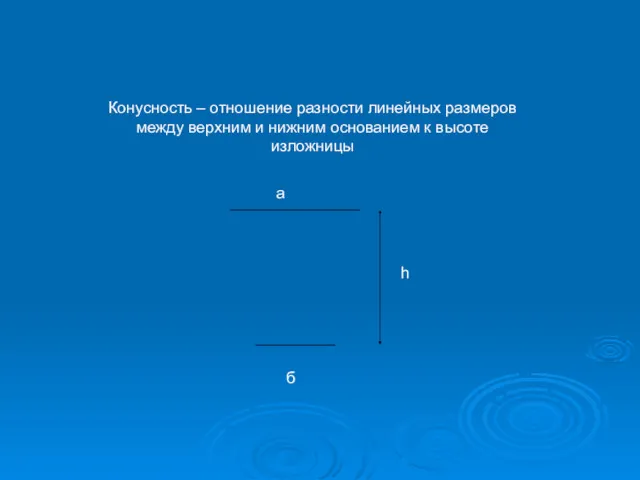
Конусность – отношение разности линейных размеров между верхним и нижним основанием
Конусность – отношение разности линейных размеров между верхним и нижним основанием

Изложницы уширяющиеся к верху
Прибыльная надставка
изложница
Концентрированная усадочная раковина
H/D для прокатки – 2,5
Изложницы уширяющиеся к верху
Прибыльная надставка
изложница
Концентрированная усадочная раковина
H/D для прокатки – 2,5
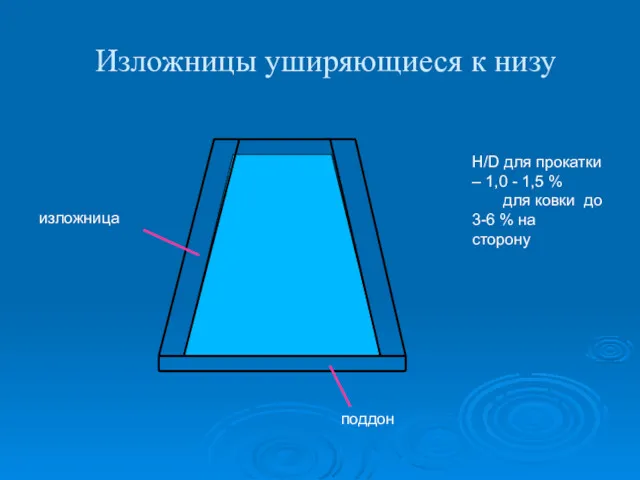
Изложницы уширяющиеся к низу
H/D для прокатки – 1,0 - 1,5 %
Изложницы уширяющиеся к низу
H/D для прокатки – 1,0 - 1,5 %

Изложницы бутылочного типа
поддон
изложница
H/D для прокатки – 1,0 - 2,5 %
для
Изложницы бутылочного типа
поддон
изложница
H/D для прокатки – 1,0 - 2,5 %
для
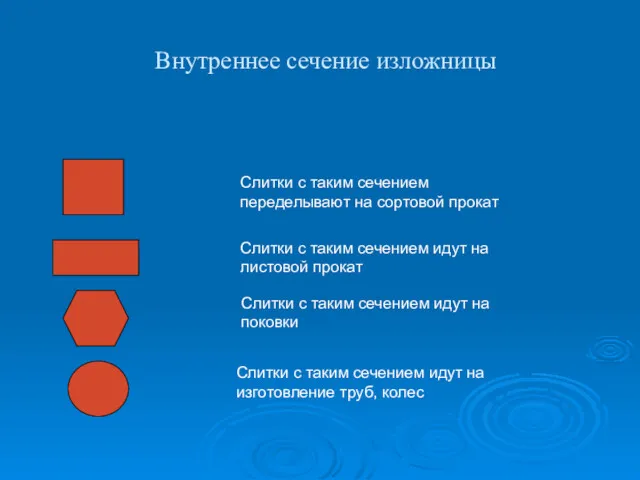
Внутреннее сечение изложницы
Слитки с таким сечением переделывают на сортовой прокат
Слитки с
Внутреннее сечение изложницы
Слитки с таким сечением переделывают на сортовой прокат
Слитки с
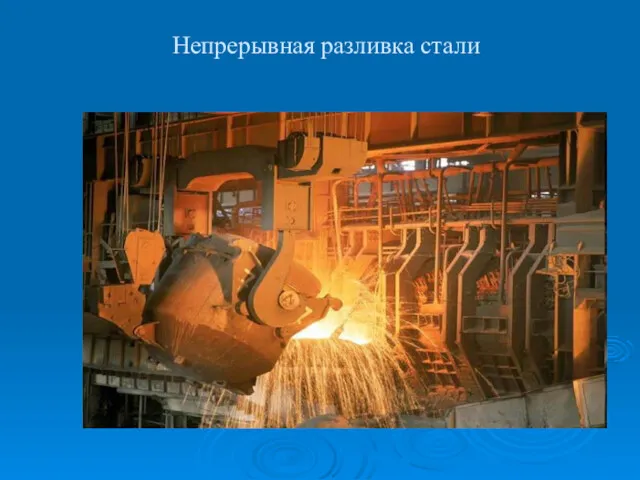
Непрерывная разливка стали
Непрерывная разливка стали


1 - сталеразливочный ковш;
2 - промежуточное разливочное устройство;
3 - водоохлаждаемая изложница
1 - сталеразливочный ковш;
2 - промежуточное разливочное устройство;
3 - водоохлаждаемая изложница
Достоинства способа
Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины;
Сокращается
Достоинства способа
Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины;
Сокращается
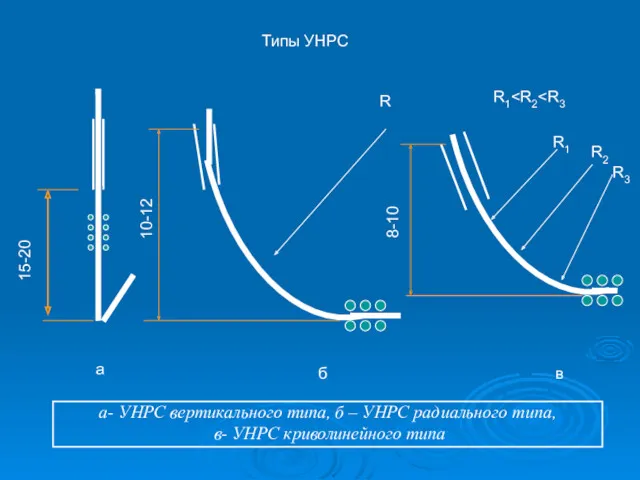
а- УНРС вертикального типа, б – УНРС радиального типа,
в- УНРС
а- УНРС вертикального типа, б – УНРС радиального типа,
в- УНРС
Способы повышения качества стали
Обработка стали в вакууме
Внеагрегатная обработка стали синтетическими шлаками,
Способы повышения качества стали
Обработка стали в вакууме
Внеагрегатная обработка стали синтетическими шлаками,
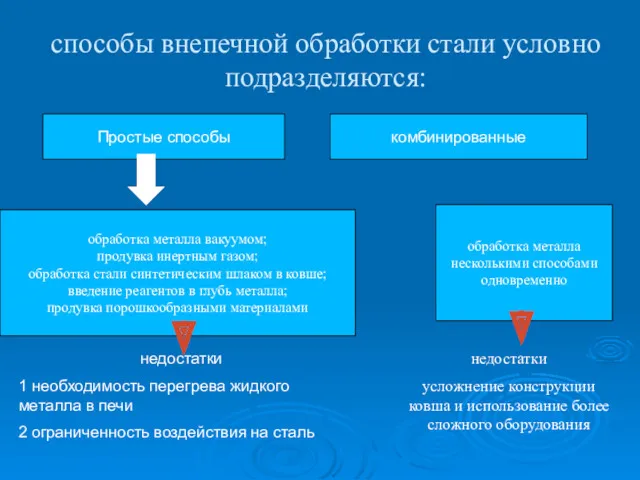
способы внепечной обработки стали условно подразделяются:
Простые способы
комбинированные
обработка металла вакуумом;
продувка инертным
способы внепечной обработки стали условно подразделяются:
Простые способы
комбинированные
обработка металла вакуумом;
продувка инертным
Вакуумирование стали проводят используя следующие способы:
В ковше:
- без принудительного перемешивания;
- с
Вакуумирование стали проводят используя следующие способы:
В ковше:
- без принудительного перемешивания;
- с
Процессы прямого получения железа из руд
Процессы прямого получения железа из руд
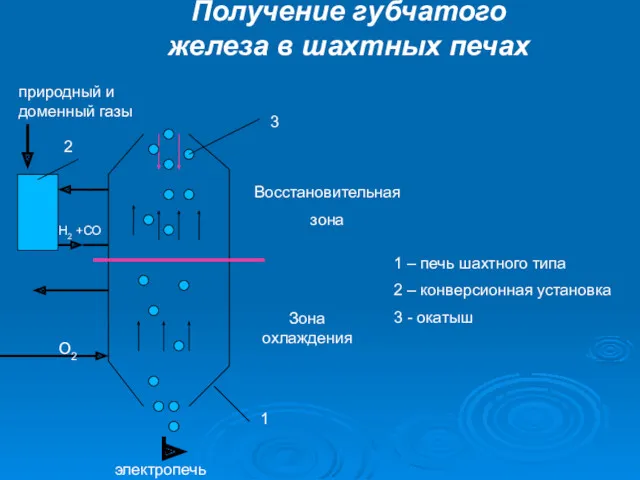
Получение губчатого железа в шахтных печах
Восстановительная
зона
Зона охлаждения
1 – печь шахтного
Получение губчатого железа в шахтных печах
Восстановительная
зона
Зона охлаждения
1 – печь шахтного

Восстановление железа в кипящем слое
Газ-восстановитель
Мелкозернистая руда
или
концентрат
Восстановление железа в кипящем слое
Газ-восстановитель
Мелкозернистая руда
или
концентрат
 Воронецкая (2)
Воронецкая (2) Фенологические наблюдения за природой
Фенологические наблюдения за природой Правоведение. Понятие и классификация социальных норм
Правоведение. Понятие и классификация социальных норм Моя профессия- учитель-логопед, что означает множество трудов и радостных побед!
Моя профессия- учитель-логопед, что означает множество трудов и радостных побед! Практическая работа_Признаки химических реакций
Практическая работа_Признаки химических реакций Внеклассное мероприятие Моя малая Родина. (Бужарова Н. И. - учитель географии)
Внеклассное мероприятие Моя малая Родина. (Бужарова Н. И. - учитель географии) Обращения и вводные слова
Обращения и вводные слова Рынок ценных бумаг
Рынок ценных бумаг Презентация к занятию по внеурочной деятельности Растения Иркутской области
Презентация к занятию по внеурочной деятельности Растения Иркутской области Внеурочное мероприятие по технологии Мы в театре!
Внеурочное мероприятие по технологии Мы в театре! plastilin_korzina
plastilin_korzina ИОННОЕ АЗОТИРОВАНИЕ
ИОННОЕ АЗОТИРОВАНИЕ Игры в реальность. Воспитание активной гражданской позиции, основы трудового законодательства, профориентация школьников
Игры в реальность. Воспитание активной гражданской позиции, основы трудового законодательства, профориентация школьников Школьное объединение детей и подростков РИТМ (романтики, искатели, творители, мечтатели)
Школьное объединение детей и подростков РИТМ (романтики, искатели, творители, мечтатели) Mon magazine préféré
Mon magazine préféré Презентация Первоначальные химические понятия
Презентация Первоначальные химические понятия Анализ трудностей обучения математике детей с речевыми нарушениями
Анализ трудностей обучения математике детей с речевыми нарушениями Воспитание без обид и унижений
Воспитание без обид и унижений Средневековый Китай
Средневековый Китай Устройства железнодорожного электроснабжения для высокоскоростного движения
Устройства железнодорожного электроснабжения для высокоскоростного движения Защиты трансформаторов, применяемых на 1 очереди САЭС
Защиты трансформаторов, применяемых на 1 очереди САЭС Вклад М.В. Ломоносова в возрождение русского мозаичного искусства
Вклад М.В. Ломоносова в возрождение русского мозаичного искусства Развитие международного туризма
Развитие международного туризма Крым и Россия. Географическое положение. Историческая справка
Крым и Россия. Географическое положение. Историческая справка Неисправности буксового узла
Неисправности буксового узла Робототехника. Виды робототехники
Робототехника. Виды робототехники Оценка радиационной обстановки на местности при проведении аварийно-спасательных и других неотложных работ в мирное время
Оценка радиационной обстановки на местности при проведении аварийно-спасательных и других неотложных работ в мирное время Методы расчета потерь электроэнергии для различных сетей
Методы расчета потерь электроэнергии для различных сетей