- Прокатные производства, прессование волочения

Содержание
- 2. К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей
- 3. Прокатка стали. производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом
- 4. Прокатка цветных металлов. Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния,
- 5. Волочение.
- 6. Прессование.
- 7. Ковка.
- 8. Оборудование для волочения. Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях:
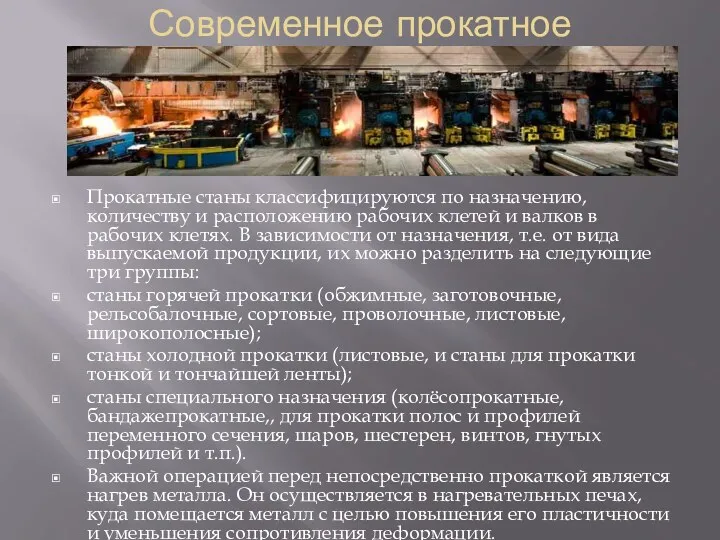
- 9. Современное прокатное производство Прокатные станы классифицируются по назначению, количеству и расположению рабочих клетей и валков в
- 11. Скачать презентацию
К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката (См. Сортамент проката), большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных преимущественно прессованием (см. Прессование металлов).
К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката (См. Сортамент проката), большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных преимущественно прессованием (см. Прессование металлов).
Прокатка стали.
производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы),которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и обжимных станах (См. Обжимной стан) в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые Слябами; для сортового металла — заготовки квадратного сечения размером примерно от 60×60 см до 400×400 мм, а для цельнокатаных труб — круглого сечения диаметром80—350 мм.
Прокатка стали.
производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы),которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и обжимных станах (См. Обжимной стан) в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые Слябами; для сортового металла — заготовки квадратного сечения размером примерно от 60×60 см до 400×400 мм, а для цельнокатаных труб — круглого сечения диаметром80—350 мм.
Прокатка цветных металлов.
Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых плоских непрерывно-литых слитков массой 0,5—5 т с обжатие 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; горячая прокатка с Плакированием до толщины 4—12 мм с последующим свёртыванием в рулоны; Отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии или получения разрезают и упаковывают.
Прокатка цветных металлов.
Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых плоских непрерывно-литых слитков массой 0,5—5 т с обжатие 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; горячая прокатка с Плакированием до толщины 4—12 мм с последующим свёртыванием в рулоны; Отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии или получения разрезают и упаковывают.
Волочение.
Волочение.
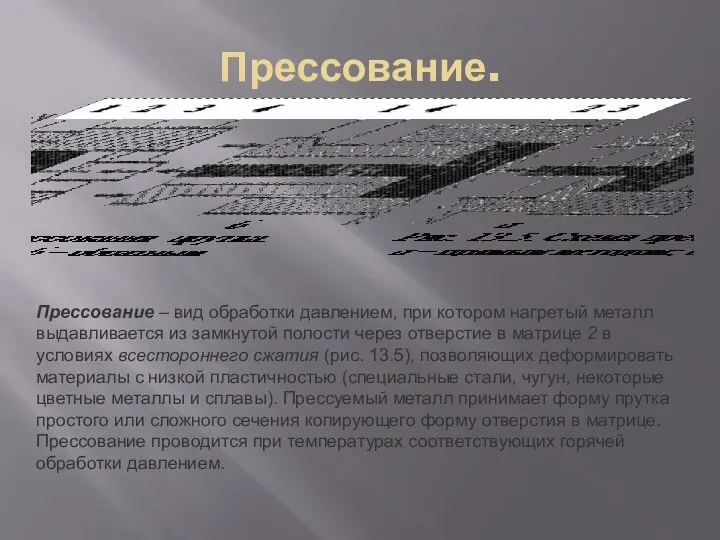
Прессование.
Прессование.
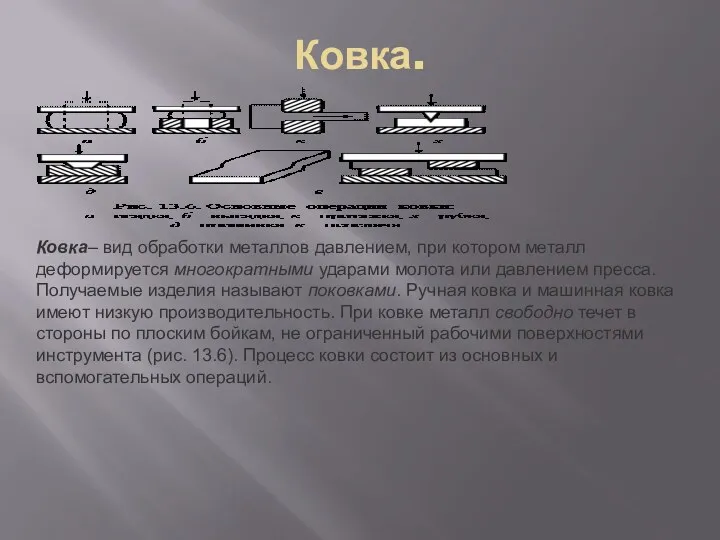
Ковка.
Ковка.
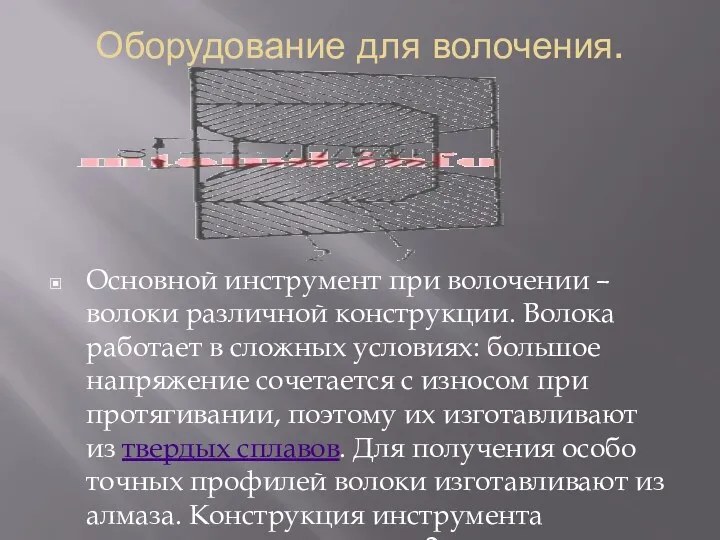
Оборудование для волочения.
Основной инструмент при волочении – волоки различной конструкции. Волока
Оборудование для волочения.
Основной инструмент при волочении – волоки различной конструкции. Волока
Современное прокатное производство
Прокатные станы классифицируются по назначению, количеству и расположению рабочих
Современное прокатное производство
Прокатные станы классифицируются по назначению, количеству и расположению рабочих
 Ашшур. Первая книга Царств 11:5,6. Часть 2. Лекция 2
Ашшур. Первая книга Царств 11:5,6. Часть 2. Лекция 2 Этиология заикания
Этиология заикания MP-60D. Особенности охранной системы
MP-60D. Особенности охранной системы Женский портрет
Женский портрет Презентация Социальный проект - Чистая вода - здоровье города.
Презентация Социальный проект - Чистая вода - здоровье города. Михаил Шолохов (1905-1984). Повесть Судьба человека
Михаил Шолохов (1905-1984). Повесть Судьба человека Формирование финансовых результатов компании с учетом налогообложения
Формирование финансовых результатов компании с учетом налогообложения Простейшие комбинаторные задачи
Простейшие комбинаторные задачи Гипертензивные расстройства. Преэклампсия. Эклампсия
Гипертензивные расстройства. Преэклампсия. Эклампсия Мастер-класс Законы золотого сечения в букете
Мастер-класс Законы золотого сечения в букете Презентация к ОД Лягушка
Презентация к ОД Лягушка Русь расправляет крылья. Урок ознакомления с окружающим миром.4 класс УМК Школа России
Русь расправляет крылья. Урок ознакомления с окружающим миром.4 класс УМК Школа России Измерительные устройства
Измерительные устройства Имя собственное. 1 класс
Имя собственное. 1 класс Текстовые редакторы
Текстовые редакторы Откуда приходит новый год
Откуда приходит новый год Рибні консерви і ікра риб
Рибні консерви і ікра риб Транссиб
Транссиб Изменения в законе РФ о занятости населения. Граждане предпенсионного возраста
Изменения в законе РФ о занятости населения. Граждане предпенсионного возраста Модульная технология обучения и её применение на уроках химии
Модульная технология обучения и её применение на уроках химии Мои 16 лет в педагогике
Мои 16 лет в педагогике ФГОС ДО для родителей
ФГОС ДО для родителей Charles Darwin
Charles Darwin Образовательный проект Как книга нас объединила
Образовательный проект Как книга нас объединила Презентация к внеклассному мероприятию Права детей Диск
Презентация к внеклассному мероприятию Права детей Диск Внутренний аудит как форма финансового контроля. Тема 1
Внутренний аудит как форма финансового контроля. Тема 1 Презентация Моя семья
Презентация Моя семья Промышленный переворот в Англии
Промышленный переворот в Англии