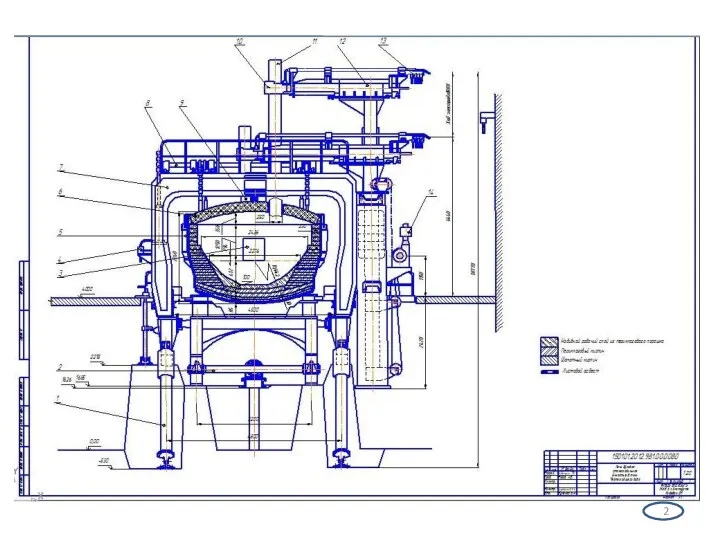
- Расчет дуговой электросталеплавильной печи емкостью 5т

Содержание
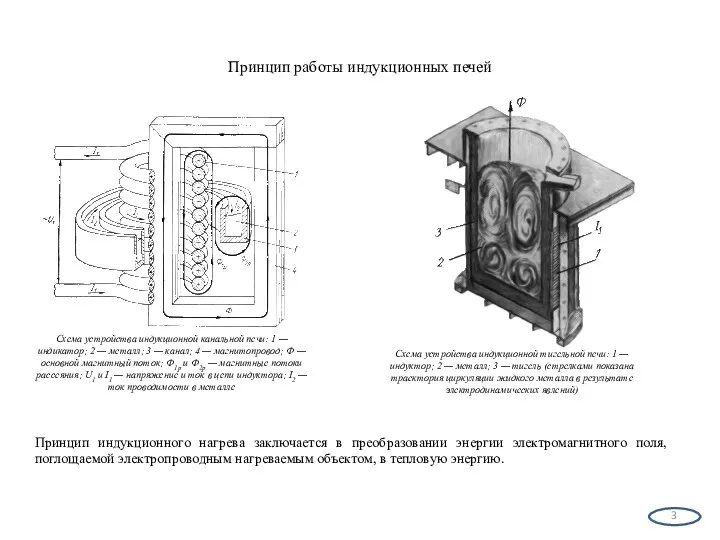
Принцип работы индукционных печей
Схема устройства индукционной канальной печи: 1 — индикатор;
Принцип работы индукционных печей
Схема устройства индукционной канальной печи: 1 — индикатор;
Преимущества и недостатки индукционных печей Преимущества
1. Передача энергии с помощью
Преимущества и недостатки индукционных печей Преимущества 1. Передача энергии с помощью
 Особенности торговли на мировом рынке автомобилестроения
Особенности торговли на мировом рынке автомобилестроения Вредные наушники. Тип наушников
Вредные наушники. Тип наушников Аллергия. Этиология аллергии. Классификация аллергенов. Стадии специфических аллергических реакций
Аллергия. Этиология аллергии. Классификация аллергенов. Стадии специфических аллергических реакций Москва - столица России
Москва - столица России Тест - раскраска по ПДД Детям знать положено 1 - 4 класс
Тест - раскраска по ПДД Детям знать положено 1 - 4 класс Система охлаждения двигателя
Система охлаждения двигателя Prezentatsia_bez_nazvania_1
Prezentatsia_bez_nazvania_1 Основы фотографии
Основы фотографии Fintegra - Регистрация инвестиционной платформы
Fintegra - Регистрация инвестиционной платформы Отчет по производственной практике
Отчет по производственной практике творческий проект по благоустройству участка Божьи коровки.
творческий проект по благоустройству участка Божьи коровки. История государства и права древней Индии
История государства и права древней Индии Выносливость и основы методики её развития
Выносливость и основы методики её развития Техника безопасности в кабинете информатики
Техника безопасности в кабинете информатики BMW 7 серия. Автомобили Баварии г. Пермь
BMW 7 серия. Автомобили Баварии г. Пермь Федеральный закон об охране окружающей среды
Федеральный закон об охране окружающей среды Оборудование ВОРС Стрелец
Оборудование ВОРС Стрелец Методология и методика научного исследования
Методология и методика научного исследования Цифровая система коммутации 5ESS
Цифровая система коммутации 5ESS Силикатный кирпич и силикатобетонные изделия
Силикатный кирпич и силикатобетонные изделия Герои г. Вязники
Герои г. Вязники Фотоальбом. В память о любимой мамочке
Фотоальбом. В память о любимой мамочке Майндсайт. Три принципа теории
Майндсайт. Три принципа теории Презентация Оценивание отдельных (текущих)материалов поступающих в портфолио ученика начальных классов
Презентация Оценивание отдельных (текущих)материалов поступающих в портфолио ученика начальных классов Насекомые – древнейшие и самые многочисленные обитатели нашей планеты
Насекомые – древнейшие и самые многочисленные обитатели нашей планеты Томас Демарк. Можно ли предсказать рынок? Образовательный семинар Altcoin Club
Томас Демарк. Можно ли предсказать рынок? Образовательный семинар Altcoin Club Урок по теме Боги древних славян 3 класс (Программа Начальная школа XXI века)
Урок по теме Боги древних славян 3 класс (Программа Начальная школа XXI века) Работа на средствах связи. Выполнение нормативов и учебных задач
Работа на средствах связи. Выполнение нормативов и учебных задач