- Расчет пневматической прессовой формовочной машины

Содержание
- 2. Схема установки
- 3. Методика расчета: 1. Полезная нагрузка на машину где G1 – вес опоки где с – толщина
- 4. 3. Общая грузоподьемность машины 4. Сила трения, возникающая при перемещении прессового поршня 5. Удельное давление прессования
- 5. P0Fn – полная сила прессования, кН; Р – удельное давление прессования, кПа; F0 – площадь опоки,
- 6. При использовании профильной колодки: 7. Высота наполнительной рамки определяется из условия, что масса смеси в опоке
- 7. 8. Построение индикаторной диаграммы
- 8. Прессовые формовочные машины Точка 1 Точка 2-3
- 9. Прессовые формовочные машины
- 10. Прессовые формовочные машины
- 11. Прессовые формовочные машины откуда υв – скорость воздуха в сети (15 … 25 м/с) υп –
- 12. Расчет пневматической встряхивающей формовочной машины без отсечки и расширения воздуха Исходные данные Габариты опок в свету
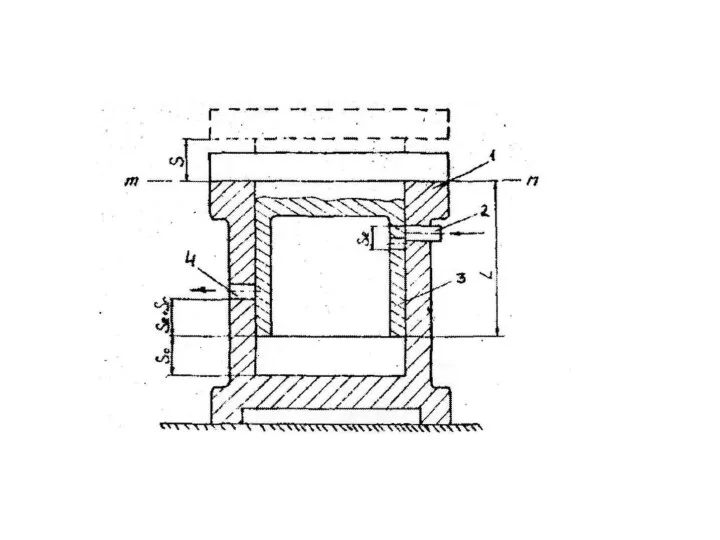
- 13. Схема установки
- 14. Методика расчета: 1. Полезная нагрузка на машину где G1 – вес опоки где с – толщина
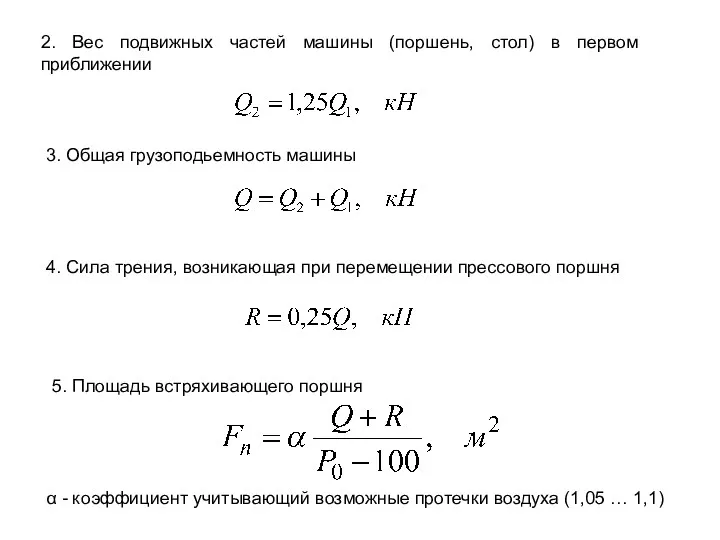
- 15. 3. Общая грузоподьемность машины 4. Сила трения, возникающая при перемещении прессового поршня 5. Площадь встряхивающего поршня
- 16. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
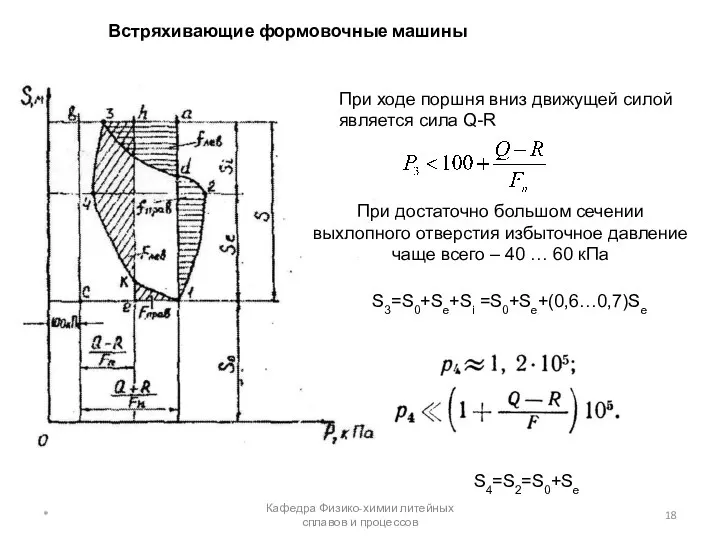
- 17. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов Sе=(0,4 … 0,5)S0
- 18. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов При ходе поршня вниз движущей силой
- 19. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 20. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 21. Расчет пневматической встряхивающей формовочной машины с отсечкой и расширением воздуха Исходные данные Габариты опок в свету
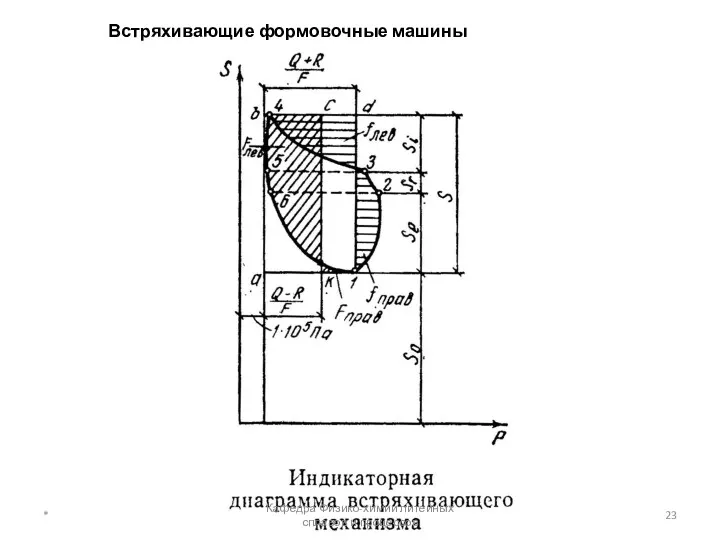
- 23. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 24. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 25. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 26. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 27. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
- 28. Расчет пневматической встряхивающей формовочной машины с отсечкой и без расширением воздуха Исходные данные Габариты опок в
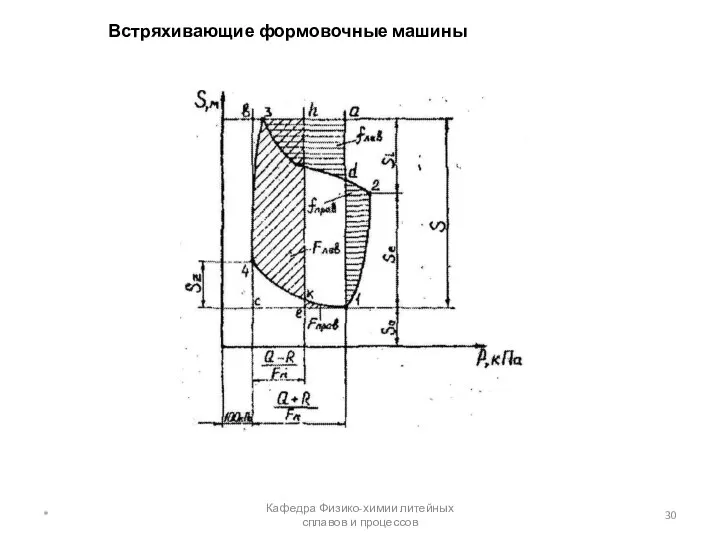
- 30. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов
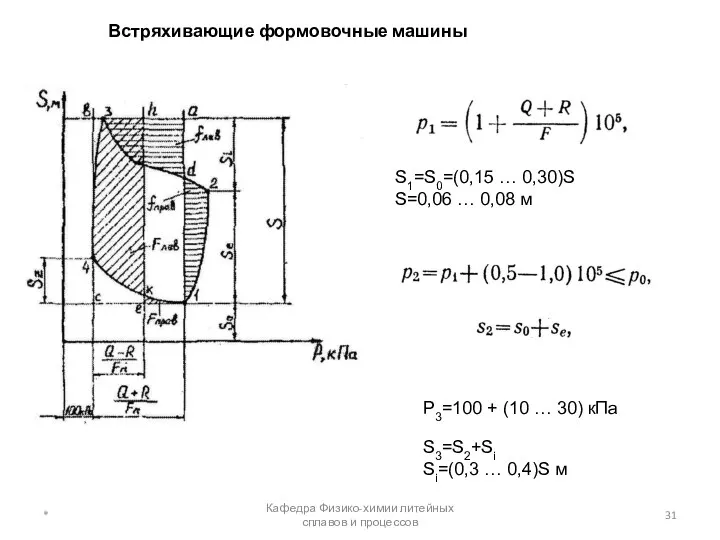
- 31. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов S1=S0=(0,15 … 0,30)S S=0,06 … 0,08
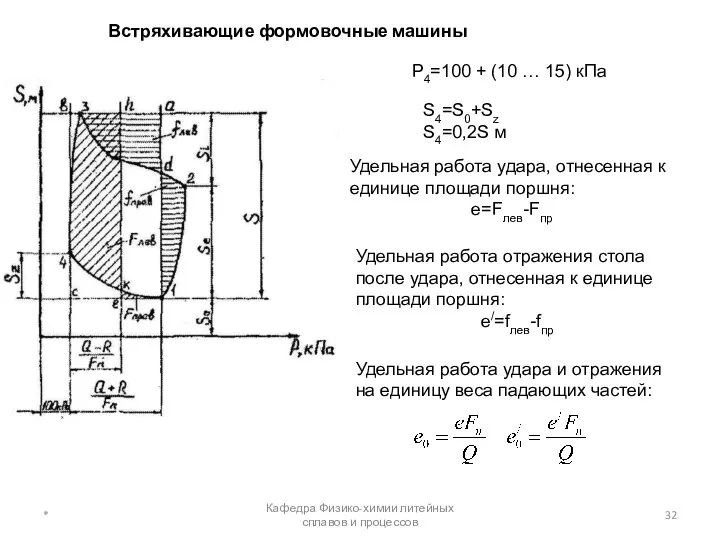
- 32. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов P4=100 + (10 … 15) кПа
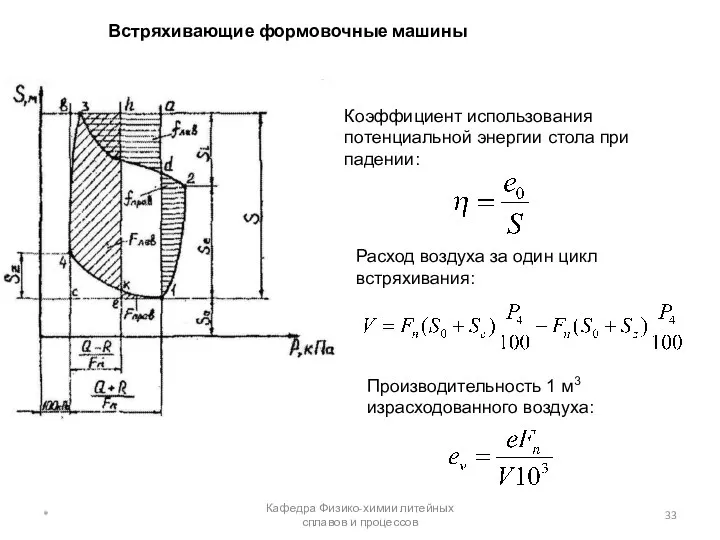
- 33. Встряхивающие формовочные машины * Кафедра Физико-химии литейных сплавов и процессов Коэффициент использования потенциальной энергии стола при
- 34. Расчет пескодувной стержневой машины Исходные данные Габариты опок в свету А0хВ0хН0 , м Вес изготавливаемого стержня
- 35. Схема установки
- 36. Методика расчета: 1. Объем смеси для получения одного стержня 2. Объем рабочей части пескодувного резервуара и
- 37. 5. Диаметр вдувных отверстий 6. Суммарная площадь вентиляционных отверстий 7. Усилие зажима стержневого ящика 8. Диаметр
- 38. 9. Усилие прижима стержневого ящика к пескодувному резервуару 10. Диаметр прижимного поршня
- 39. Расчет пескострельной стержневой машины Исходные данные Габариты опок в свету А0хВ0хН0 , м Вес изготавливаемого стержня
- 40. Схема установки
- 41. Методика расчета: 1. Диаметр гильзы пескострельного резервуара 2. Высота гильзы 3. Площадь сечения вдувного канала Верхней
- 42. 4. Суммарная площадь прорезей в верхней и нижней частях гильзы 5. Ширина прорезей в верхней и
- 43. 8. Объем рессивера 9. Усилие прижима стержневого ящика к надувной плите Рпр=(0,5 … 0,6)Р0Fобщ+Q-R R=0,25Q 10.
- 44. Расчет метательной головки пескомета Исходные данные Производительность пескомета по уплотненному объему П, м3/ч Задача расчета: определение
- 45. Схема установки
- 46. Методика расчета: 1. Размер пакета формовочной смеси 2. Радиус центра тяжести пакета смеси 3. Уточняется значение
- 47. Необходимая степень уплотнения смеси в форме при условии получения на выходе скорости пакета – 35 …
- 48. 4. Скорость транспортной ленты малого рукава подающей формовочную смесь в головку пескомета 5. Оптимальный угол между
- 50. Скачать презентацию
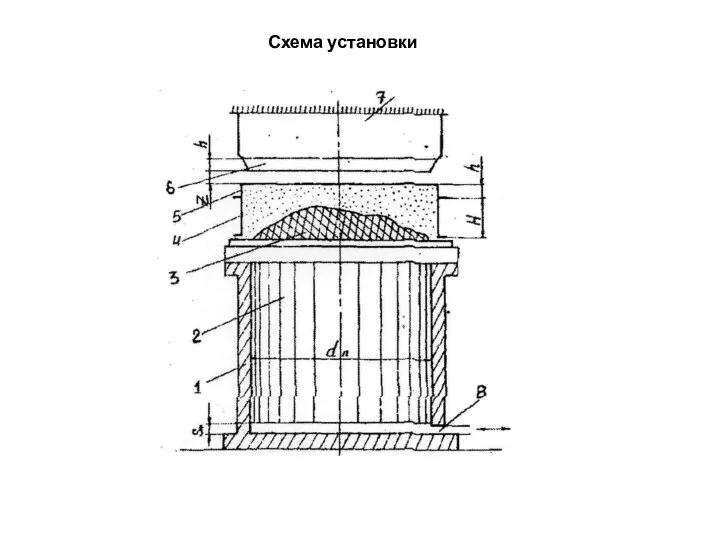
Схема установки
Схема установки

Методика расчета:
1. Полезная нагрузка на машину
где G1 – вес опоки
где с
Методика расчета:
1. Полезная нагрузка на машину
где G1 – вес опоки
где с
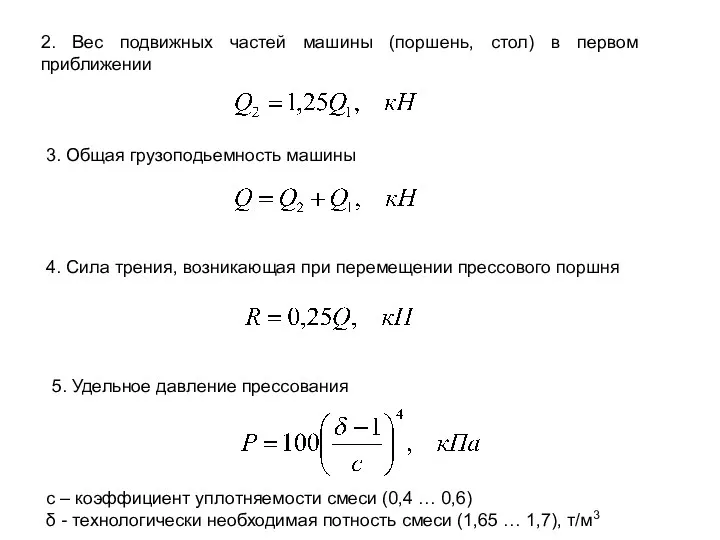
3. Общая грузоподьемность машины
4. Сила трения, возникающая при перемещении прессового поршня
5.
3. Общая грузоподьемность машины
4. Сила трения, возникающая при перемещении прессового поршня
5.
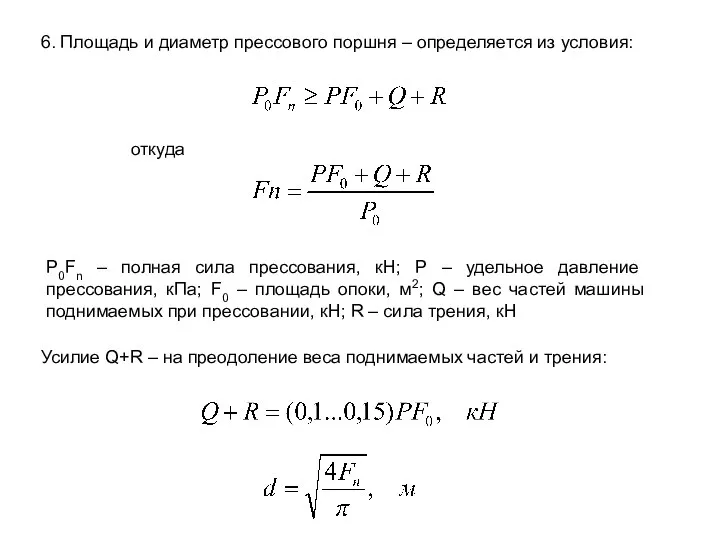
P0Fn – полная сила прессования, кН; Р – удельное давление прессования,
P0Fn – полная сила прессования, кН; Р – удельное давление прессования,
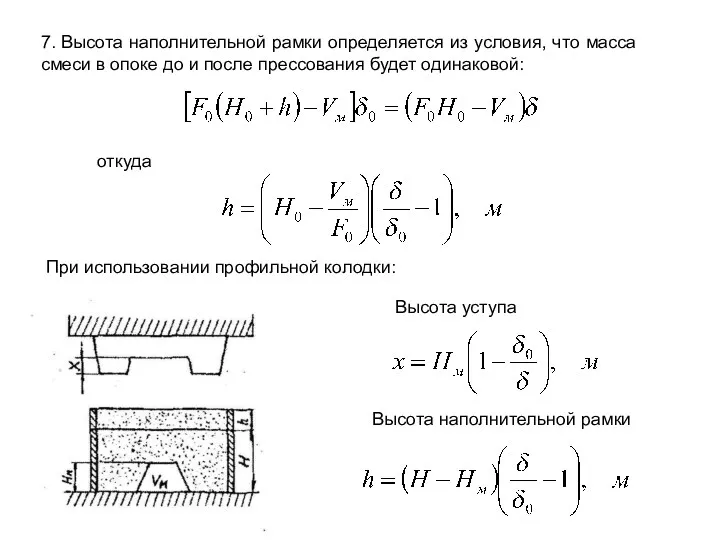
При использовании профильной колодки:
7. Высота наполнительной рамки определяется из условия, что
При использовании профильной колодки:
7. Высота наполнительной рамки определяется из условия, что

8. Построение индикаторной диаграммы
8. Построение индикаторной диаграммы
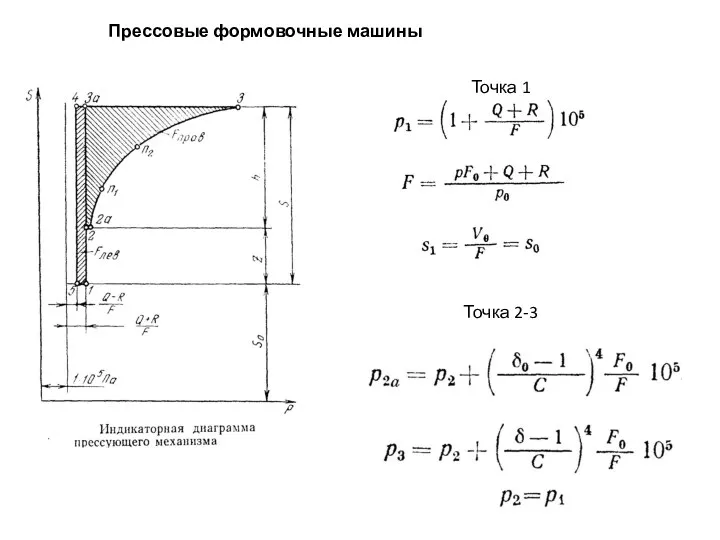
Прессовые формовочные машины
Точка 1
Точка 2-3
Прессовые формовочные машины
Точка 1
Точка 2-3

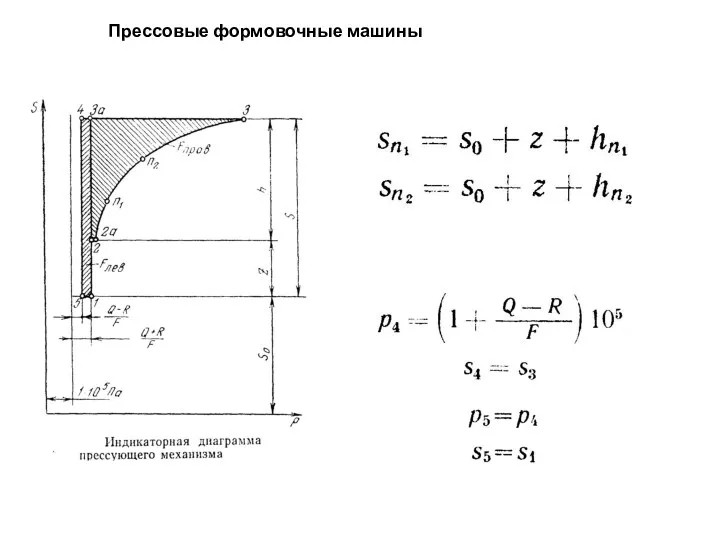
Прессовые формовочные машины
Прессовые формовочные машины
Прессовые формовочные машины
Прессовые формовочные машины

Прессовые формовочные машины
откуда
υв – скорость воздуха в сети (15 … 25
Прессовые формовочные машины
откуда
υв – скорость воздуха в сети (15 … 25
Расчет пневматической встряхивающей формовочной машины без отсечки и расширения воздуха
Исходные данные
Габариты
Расчет пневматической встряхивающей формовочной машины без отсечки и расширения воздуха
Исходные данные
Габариты
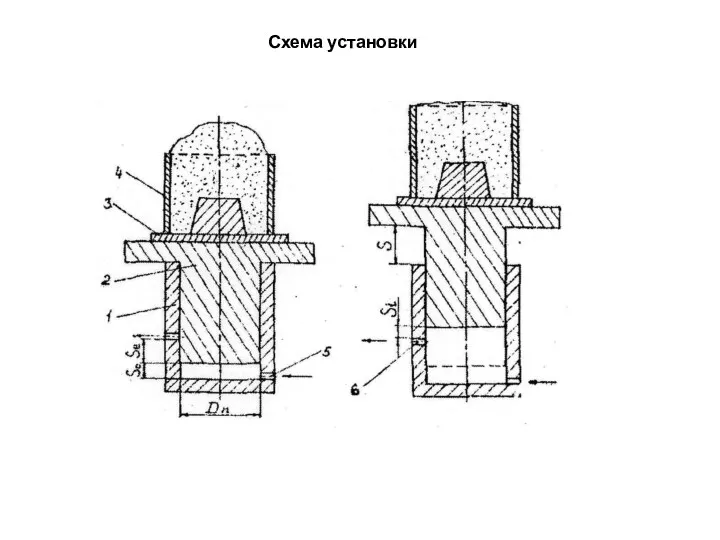
Схема установки
Схема установки

Методика расчета:
1. Полезная нагрузка на машину
где G1 – вес опоки
где с
Методика расчета:
1. Полезная нагрузка на машину
где G1 – вес опоки
где с
3. Общая грузоподьемность машины
4. Сила трения, возникающая при перемещении прессового поршня
5.
3. Общая грузоподьемность машины
4. Сила трения, возникающая при перемещении прессового поршня
5.

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Sе=(0,4 … 0,5)S0
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Sе=(0,4 … 0,5)S0
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
При ходе поршня вниз
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
При ходе поршня вниз

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Расчет пневматической встряхивающей формовочной машины с отсечкой и расширением воздуха
Исходные данные
Габариты
Расчет пневматической встряхивающей формовочной машины с отсечкой и расширением воздуха
Исходные данные
Габариты
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Расчет пневматической встряхивающей формовочной машины с отсечкой и без расширением воздуха
Исходные
Расчет пневматической встряхивающей формовочной машины с отсечкой и без расширением воздуха
Исходные

Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
S1=S0=(0,15 … 0,30)S
S=0,06 …
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
S1=S0=(0,15 … 0,30)S
S=0,06 …
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
P4=100 + (10 …
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
P4=100 + (10 …
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Коэффициент использования потенциальной энергии
Встряхивающие формовочные машины
*
Кафедра Физико-химии литейных сплавов и процессов
Коэффициент использования потенциальной энергии
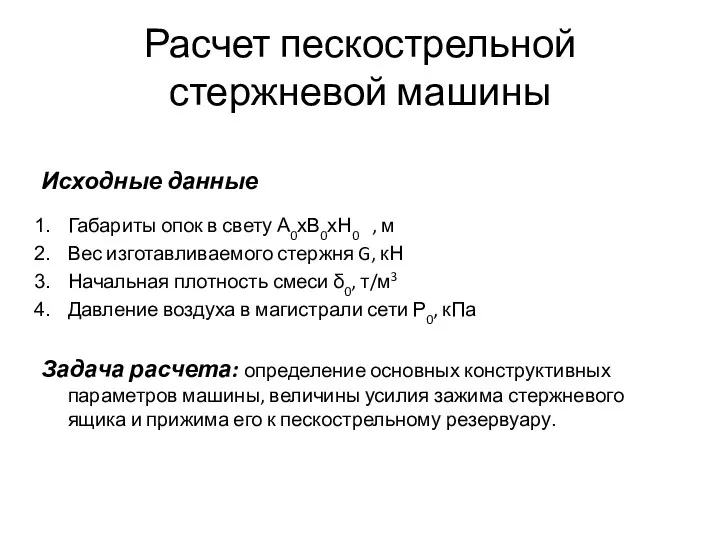
Расчет пескодувной стержневой машины
Исходные данные
Габариты опок в свету А0хВ0хН0 , м
Вес
Расчет пескодувной стержневой машины
Исходные данные
Габариты опок в свету А0хВ0хН0 , м
Вес
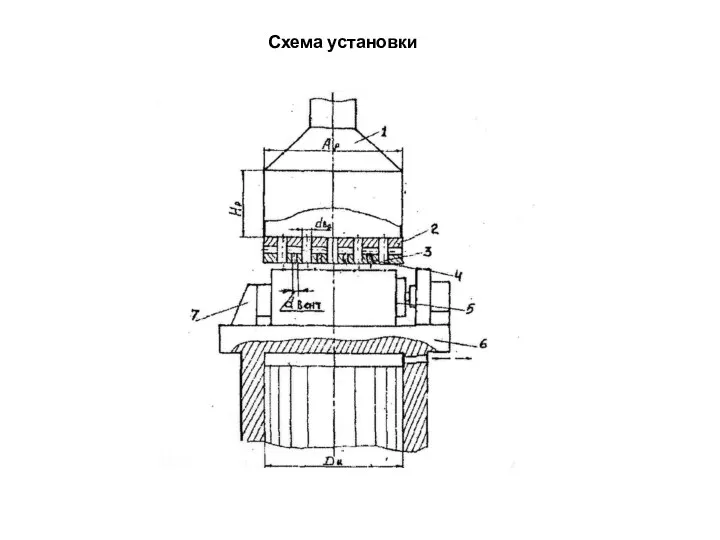
Схема установки
Схема установки
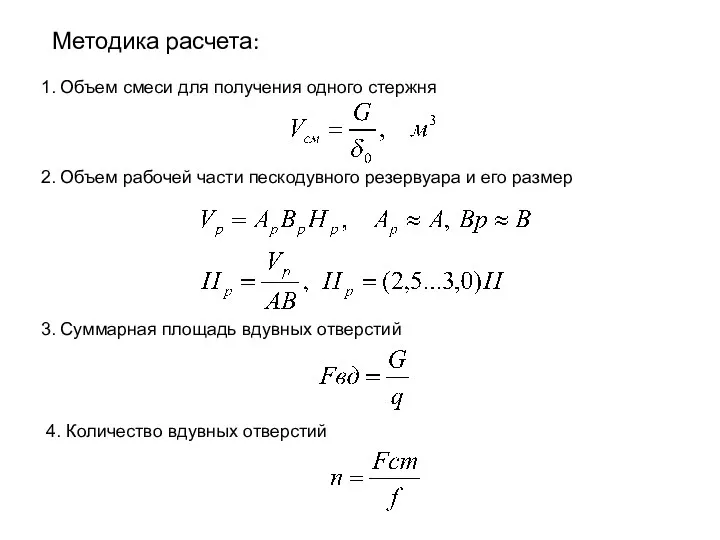
Методика расчета:
1. Объем смеси для получения одного стержня
2. Объем рабочей части
Методика расчета:
1. Объем смеси для получения одного стержня
2. Объем рабочей части
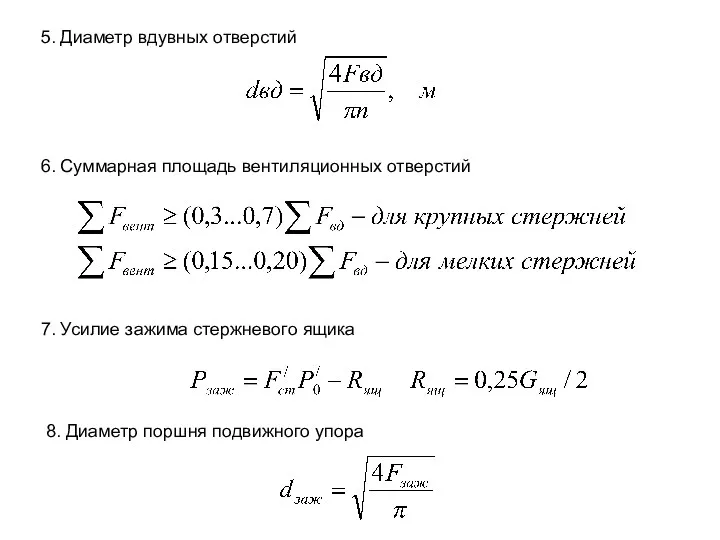
5. Диаметр вдувных отверстий
6. Суммарная площадь вентиляционных отверстий
7. Усилие зажима стержневого
5. Диаметр вдувных отверстий
6. Суммарная площадь вентиляционных отверстий
7. Усилие зажима стержневого
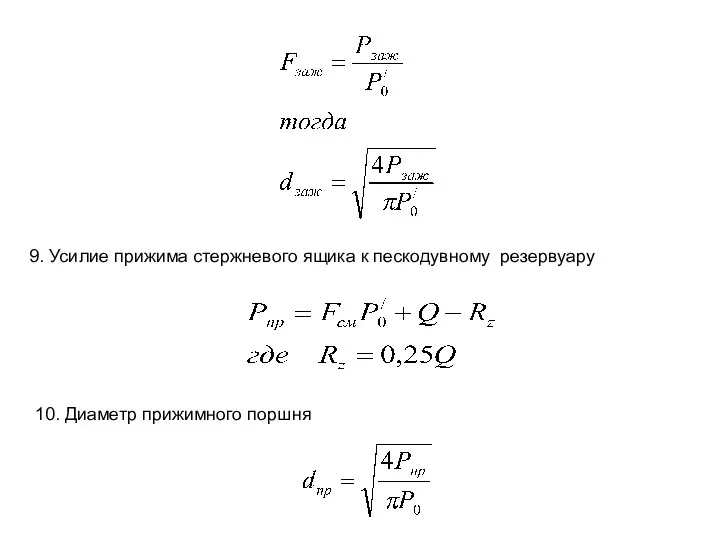
9. Усилие прижима стержневого ящика к пескодувному резервуару
10. Диаметр прижимного поршня
9. Усилие прижима стержневого ящика к пескодувному резервуару
10. Диаметр прижимного поршня
Расчет пескострельной стержневой машины
Исходные данные
Габариты опок в свету А0хВ0хН0 , м
Вес
Расчет пескострельной стержневой машины
Исходные данные
Габариты опок в свету А0хВ0хН0 , м
Вес
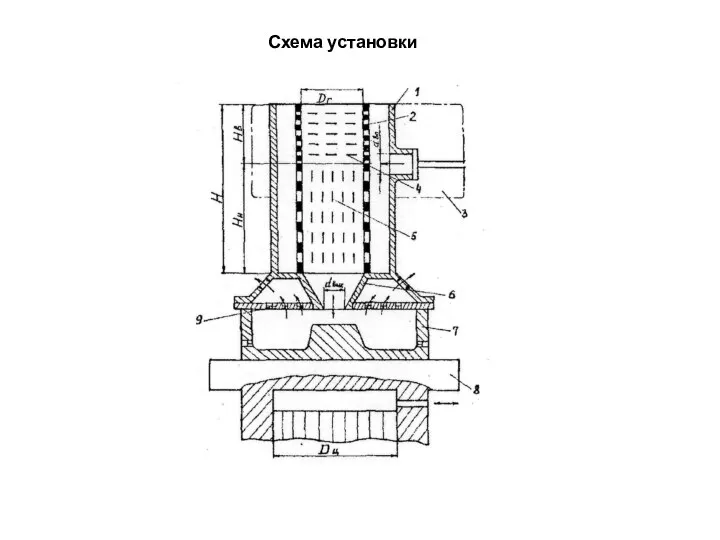
Схема установки
Схема установки
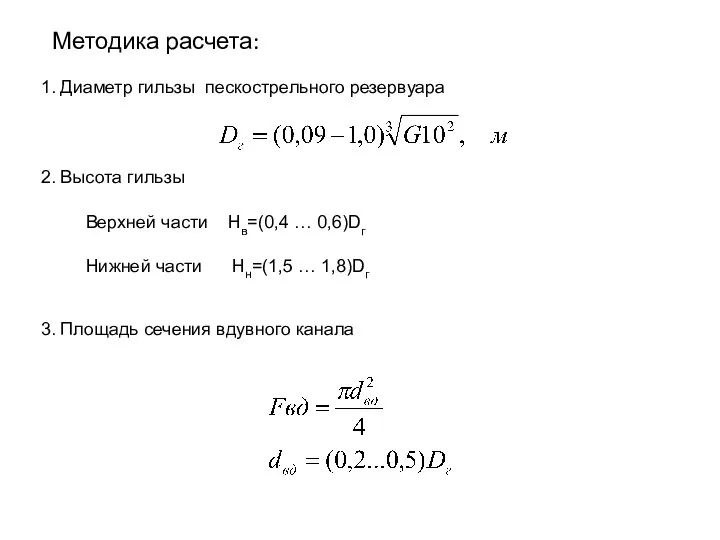
Методика расчета:
1. Диаметр гильзы пескострельного резервуара
2. Высота гильзы
3. Площадь сечения вдувного
Методика расчета:
1. Диаметр гильзы пескострельного резервуара
2. Высота гильзы
3. Площадь сечения вдувного
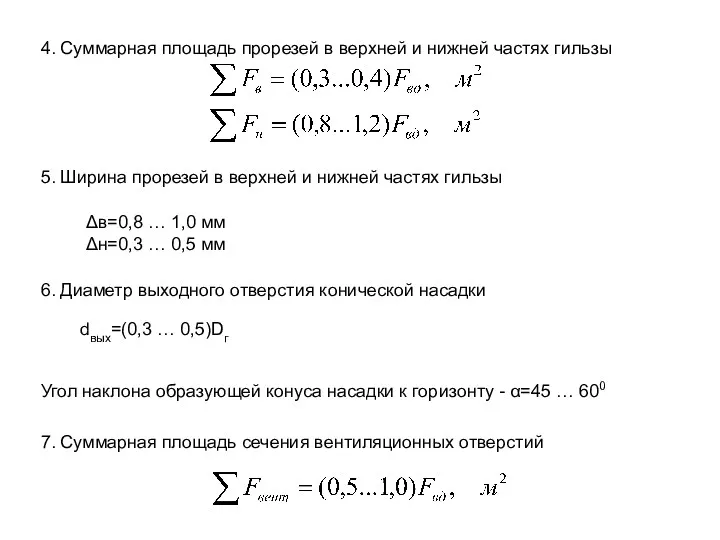
4. Суммарная площадь прорезей в верхней и нижней частях гильзы
5. Ширина
4. Суммарная площадь прорезей в верхней и нижней частях гильзы
5. Ширина
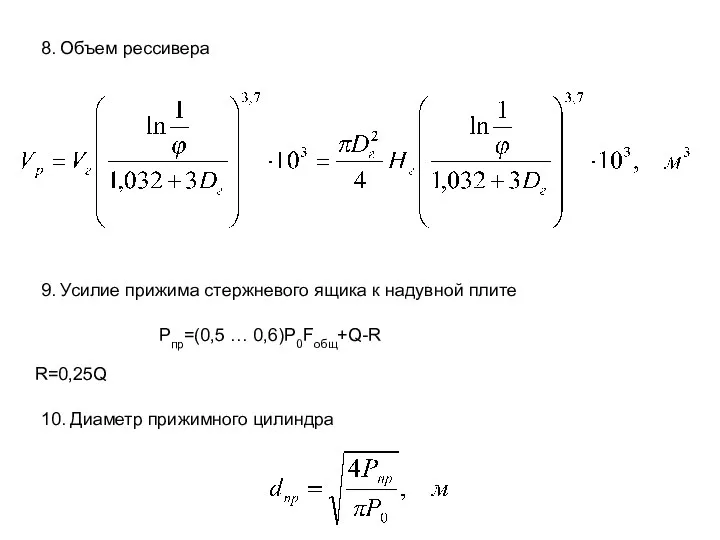
8. Объем рессивера
9. Усилие прижима стержневого ящика к надувной плите
Рпр=(0,5 …
8. Объем рессивера
9. Усилие прижима стержневого ящика к надувной плите
Рпр=(0,5 …
Расчет метательной головки пескомета
Исходные данные
Производительность пескомета по уплотненному объему П, м3/ч
Задача
Расчет метательной головки пескомета
Исходные данные
Производительность пескомета по уплотненному объему П, м3/ч
Задача
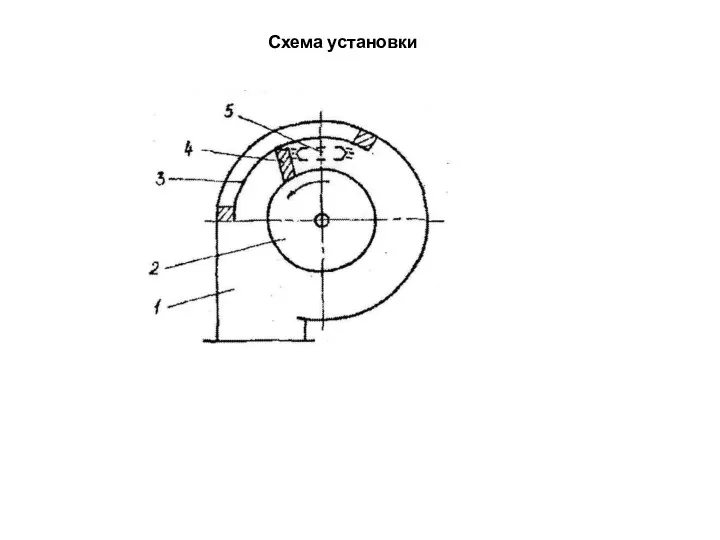
Схема установки
Схема установки
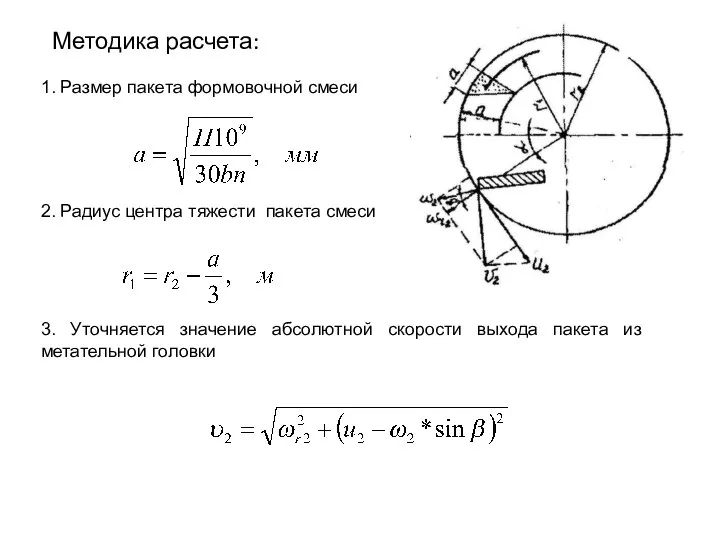
Методика расчета:
1. Размер пакета формовочной смеси
2. Радиус центра тяжести пакета смеси
3.
Методика расчета:
1. Размер пакета формовочной смеси
2. Радиус центра тяжести пакета смеси
3.

Необходимая степень уплотнения смеси в форме при условии получения на выходе
Необходимая степень уплотнения смеси в форме при условии получения на выходе
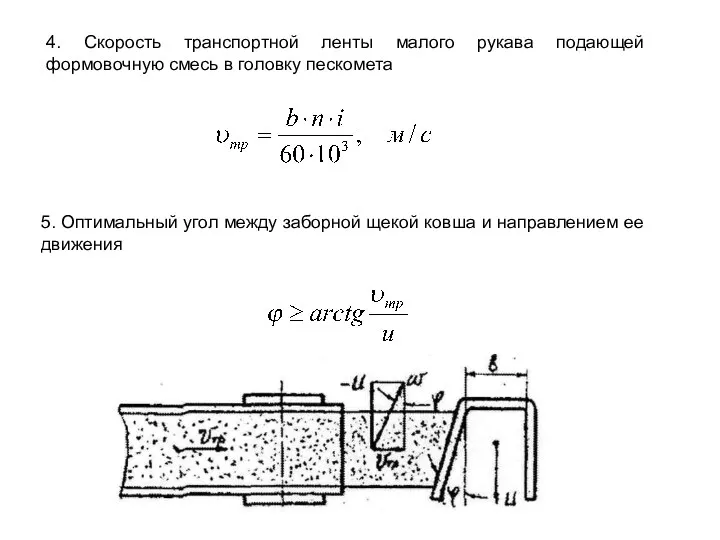
4. Скорость транспортной ленты малого рукава подающей формовочную смесь в головку
4. Скорость транспортной ленты малого рукава подающей формовочную смесь в головку
 Адаптированная программа дошкольного образования для детей с задержкой психического развития
Адаптированная программа дошкольного образования для детей с задержкой психического развития Материалы к Празднику знаний -1сентября Диск
Материалы к Празднику знаний -1сентября Диск Внеклассное мероприятие Вежливые слова
Внеклассное мероприятие Вежливые слова Своя игра (игра-соревнование)
Своя игра (игра-соревнование) Мировая экономика
Мировая экономика Азбука безопасности. Словарик
Азбука безопасности. Словарик هوش مصنوعی
هوش مصنوعی 20231026_osobennosti_organizatsii_olimpiad_po_informatike
20231026_osobennosti_organizatsii_olimpiad_po_informatike Презентация к практическому занятию по химии в 5 классе.
Презентация к практическому занятию по химии в 5 классе. D элементтеріне жалпы сипаттама
D элементтеріне жалпы сипаттама Разработка системы автоматического регулирования питания барабанного котельного агрегата водой (на материалах АО ССГПО)
Разработка системы автоматического регулирования питания барабанного котельного агрегата водой (на материалах АО ССГПО) Русь в правление Ивана Грозного (1533 - 1584)
Русь в правление Ивана Грозного (1533 - 1584) Медико-демографические проблемы населения России
Медико-демографические проблемы населения России Мультибрендовая платформа FROZA. Автозапчасти и аксессуары для авто, мото, грузовой и спецтехники
Мультибрендовая платформа FROZA. Автозапчасти и аксессуары для авто, мото, грузовой и спецтехники Modern construction technologies
Modern construction technologies Новая система обращения с твердыми коммунальными отходами
Новая система обращения с твердыми коммунальными отходами Социальная сеть Facebook
Социальная сеть Facebook Интеллектуальная игра Пентагон
Интеллектуальная игра Пентагон Загадки про грибы
Загадки про грибы Понятие и сущность международного права. (Лекция 1)
Понятие и сущность международного права. (Лекция 1) Подготовка деталей перед сборкой и сваркой. Сборка и сварка
Подготовка деталей перед сборкой и сваркой. Сборка и сварка Великобритания во второй половине XX века
Великобритания во второй половине XX века презентация №Фенол
презентация №Фенол Индекс экономической безопасности
Индекс экономической безопасности Балалардағы экг ерекшеліктері.Жүрек тондарының пайда болу механизмдері
Балалардағы экг ерекшеліктері.Жүрек тондарының пайда болу механизмдері Определение надежности, безотказности, работоспособности, долговечности, ремонтопригодности
Определение надежности, безотказности, работоспособности, долговечности, ремонтопригодности Семья.Семейные ценности.
Семья.Семейные ценности. Возбудитель коклюша Bordetella pertussis
Возбудитель коклюша Bordetella pertussis