- Резание металлов. Износ, силы резания. Лекция 7

Содержание
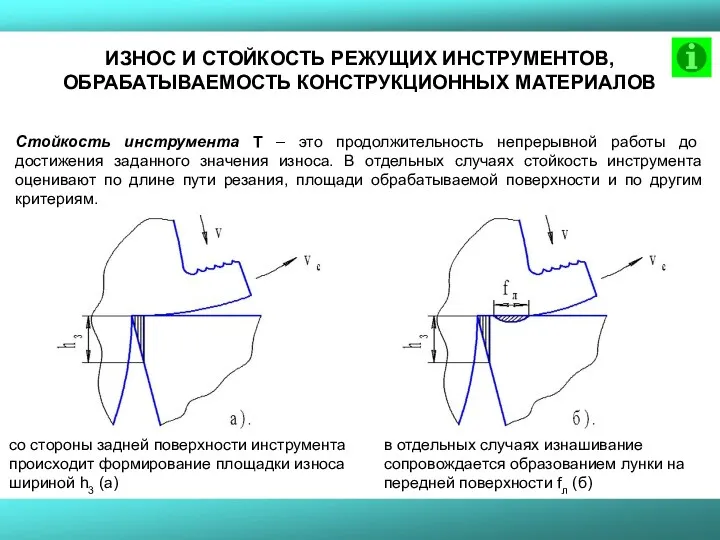
- 2. ИЗНОС И СТОЙКОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ, ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ со стороны задней поверхности инструмента происходит формирование площадки
- 3. Вид износа инструментов определяется особенностями физико-механических свойств контактируемых материалов, механическими и тепловыми условиями на контактных поверхностях.
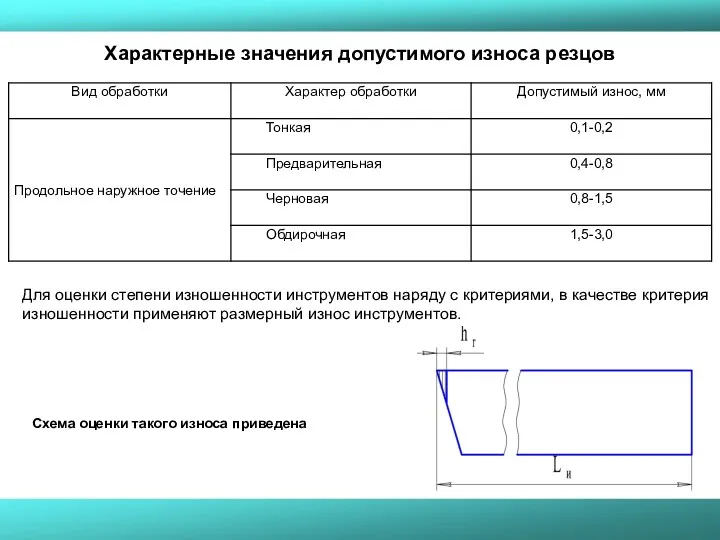
- 4. Характерные значения допустимого износа резцов Для оценки степени изношенности инструментов наряду с критериями, в качестве критерия
- 5. Физическая природа изнашивания инструмента определяет их работоспособность. Выделяют следующие механизмы изнашивания: абразивный, адгезионный, диффузионный, химический. Абразивное
- 6. Диффузионное изнашивание характерно при температурах в зоне контакта выше 800…850 °С. При этом происходит диффузионное растворение
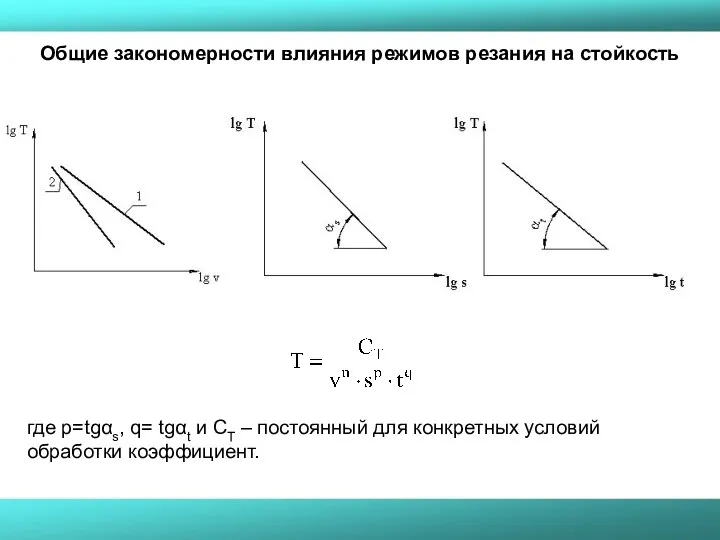
- 7. Общие закономерности влияния режимов резания на стойкость где р=tgαs, q= tgαt и СТ – постоянный для
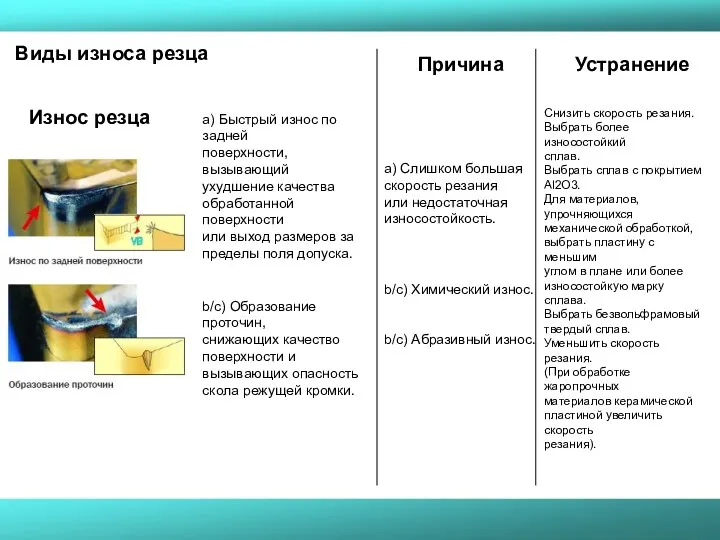
- 8. Причина Устранение a) Быстрый износ по задней поверхности, вызывающий ухудшение качества обработанной поверхности или выход размеров
- 9. Интенсивное лункообразование, приводящее к ослаблению режущей кромки. При возможном разрушении вспомогательной режущей кромки произойдет ухудшение чистоты
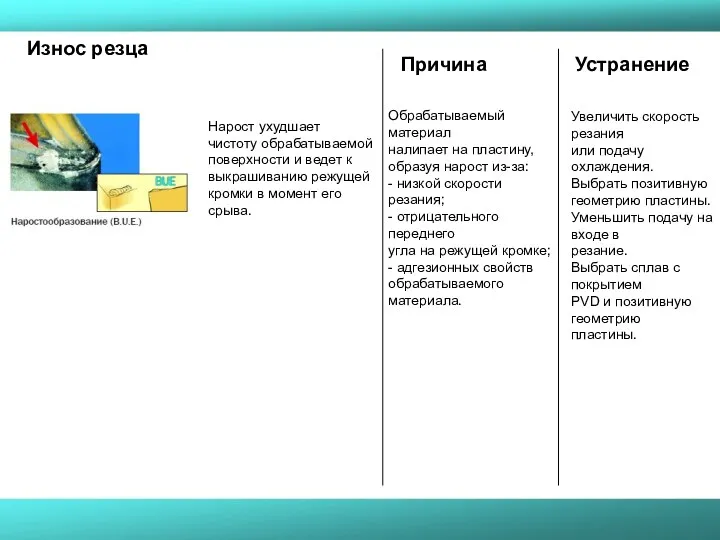
- 10. Нарост ухудшает чистоту обрабатываемой поверхности и ведет к выкрашиванию режущей кромки в момент его срыва. Обрабатываемый
- 11. Повреждение сходящей стружкой участка кромки, не находящегося в работе. Могут быть повреждены как верхняя, так и
- 13. Скачать презентацию
ИЗНОС И СТОЙКОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ,
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
со стороны задней поверхности
ИЗНОС И СТОЙКОСТЬ РЕЖУЩИХ ИНСТРУМЕНТОВ,
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
со стороны задней поверхности
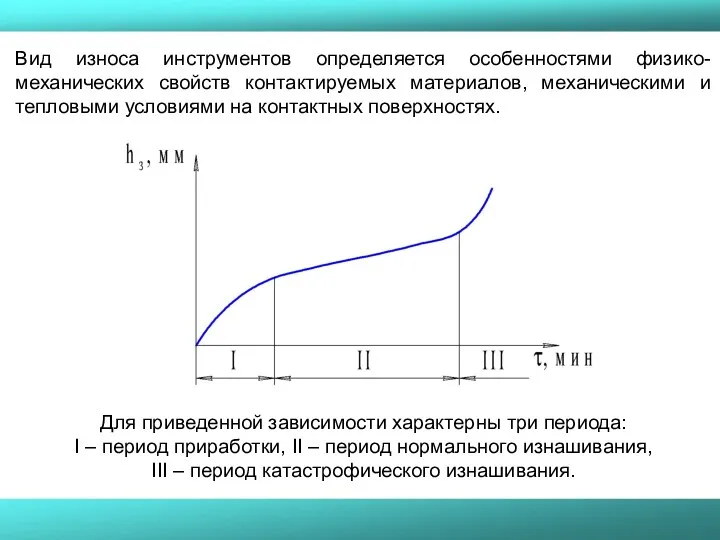
Вид износа инструментов определяется особенностями физико-механических свойств контактируемых материалов, механическими и
Вид износа инструментов определяется особенностями физико-механических свойств контактируемых материалов, механическими и
Характерные значения допустимого износа резцов
Для оценки степени изношенности инструментов наряду с
Характерные значения допустимого износа резцов
Для оценки степени изношенности инструментов наряду с
Физическая природа изнашивания инструмента определяет их работоспособность. Выделяют следующие механизмы изнашивания:
Физическая природа изнашивания инструмента определяет их работоспособность. Выделяют следующие механизмы изнашивания:
Диффузионное изнашивание характерно при температурах в зоне контакта выше 800…850 °С.
Диффузионное изнашивание характерно при температурах в зоне контакта выше 800…850 °С.
Общие закономерности влияния режимов резания на стойкость
где р=tgαs, q= tgαt и
Общие закономерности влияния режимов резания на стойкость
где р=tgαs, q= tgαt и
Причина
Устранение
a) Быстрый износ по задней
поверхности, вызывающий
ухудшение качества
обработанной поверхности
или выход размеров за
пределы
Причина
Устранение
a) Быстрый износ по задней
поверхности, вызывающий
ухудшение качества
обработанной поверхности
или выход размеров за
пределы

Интенсивное
лункообразование,
приводящее к ослаблению
режущей кромки. При
возможном разрушении
вспомогательной режущей
кромки произойдет
ухудшение чистоты
обработки. Существует риск
поломки
Интенсивное
лункообразование,
приводящее к ослаблению
режущей кромки. При
возможном разрушении
вспомогательной режущей
кромки произойдет
ухудшение чистоты
обработки. Существует риск
поломки
Нарост ухудшает
чистоту обрабатываемой
поверхности и ведет к
выкрашиванию режущей
кромки в момент его срыва.
Обрабатываемый
Нарост ухудшает
чистоту обрабатываемой
поверхности и ведет к
выкрашиванию режущей
кромки в момент его срыва.
Обрабатываемый
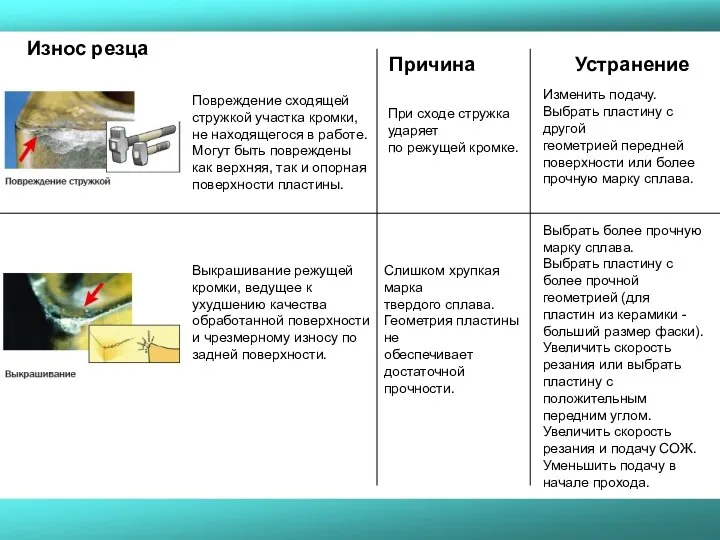
Повреждение сходящей
стружкой участка кромки,
не находящегося в работе.
Могут быть повреждены
как верхняя, так
Повреждение сходящей
стружкой участка кромки,
не находящегося в работе.
Могут быть повреждены
как верхняя, так
 Основы Духовно-нравственной Культуры Народов России. 5 класс
Основы Духовно-нравственной Культуры Народов России. 5 класс Культурные традиции буддизма
Культурные традиции буддизма Первые колониальные империи
Первые колониальные империи Лишайники. Строение лишайников
Лишайники. Строение лишайников Презентация Прочитай слова, найди картинки
Презентация Прочитай слова, найди картинки Монитор. Типы мониторов
Монитор. Типы мониторов Основные директивы Ассемблера
Основные директивы Ассемблера презентация к занятию Оригами на праздничном столе 1 класс
презентация к занятию Оригами на праздничном столе 1 класс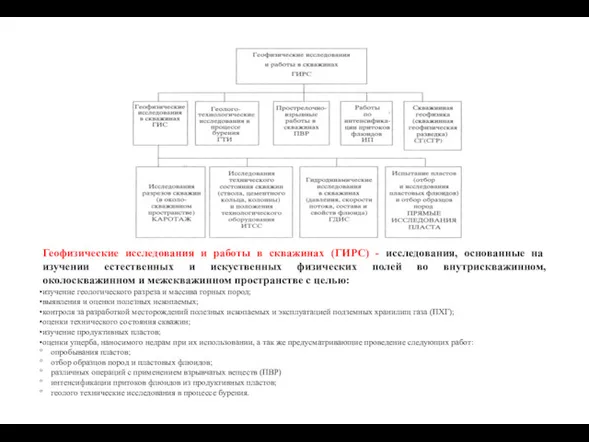 Геофизические исследования и работы в скважинах (ГИРС)
Геофизические исследования и работы в скважинах (ГИРС) Презентация Сарафан
Презентация Сарафан Природные каменные материалы
Природные каменные материалы Сердечно-легочная реанимация
Сердечно-легочная реанимация Стратегії дослідження хімічних сполук з використанням сучасних фізичних методів (частина друга)
Стратегії дослідження хімічних сполук з використанням сучасних фізичних методів (частина друга) Религия. Алгоритм написания эссе
Религия. Алгоритм написания эссе Утренняя гимнастика
Утренняя гимнастика Пародонт. Обследование
Пародонт. Обследование Половое воспитание старших подростков
Половое воспитание старших подростков Род имён существительных
Род имён существительных Строительная физика
Строительная физика Памятники военных лет
Памятники военных лет Прямоугольник. Ромб. Квадрат
Прямоугольник. Ромб. Квадрат Автоматическая подстройка частоты в автогенераторах. Лекция 15
Автоматическая подстройка частоты в автогенераторах. Лекция 15 Основные методы интегрирования
Основные методы интегрирования Презентация к родительскому собранию на тему Развитие положительных эмоций у школьников
Презентация к родительскому собранию на тему Развитие положительных эмоций у школьников Русская живопись на рубеже 19-20 веков
Русская живопись на рубеже 19-20 веков London zoo
London zoo Отношения собственности в рыночной экономике
Отношения собственности в рыночной экономике Перспективные структуры современных цифровых электроприводов с двигателями переменного тока (АД, СД, ВД, ВИД)
Перспективные структуры современных цифровых электроприводов с двигателями переменного тока (АД, СД, ВД, ВИД)