- Резьбообрабатывающие станки

Содержание
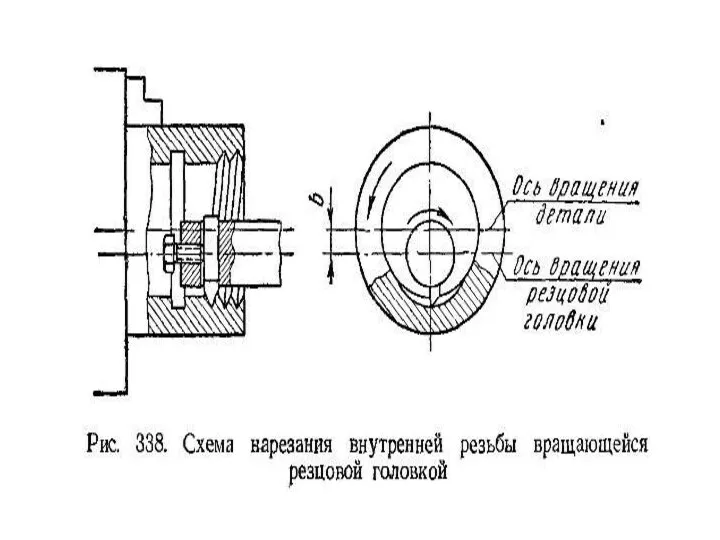
- 2. Типы резьбообрабатывающих станков резьбонарезные, резьбофрезерные, гайконарезные, резьбо- и червячно- шлифовальные станки.
- 3. Нарезание резьбы на токарных станках резцами
- 5. многониточными резцами (резьбонарезными гребенками) а — стержневой; б — призматический; в — круглый
- 6. Резьбонарезные головки а — радиальная; б — тангенциальная; в — круглая
- 8. Нарезание резьбы плашками и метчиками
- 10. Обработка резьбы на резьбофрезерных станках
- 11. Фрезы гребенчатые резьбовые
- 12. Обработка дисковыми резьбовыми фрезами Фреза получает главное вращательное движение, заготовка-движение круговой подачи. За 1 оборот заготовки
- 13. Обработка резьбы накатыванием Обработку резьбы накатыванием осуществляют копированием профиля накатного инструмента за счет его вдавливания в
- 14. А-Обработка резьбы накатыванием (1 - заготовка; 2 — ролик; 3 — накатник). Б-резьбонакатные головки с 3-мя
- 15. Схемы обработки резьбы: а – накатными резьбовыми роликами, б – дисковой фрезой, в – гребенчатой фрезой
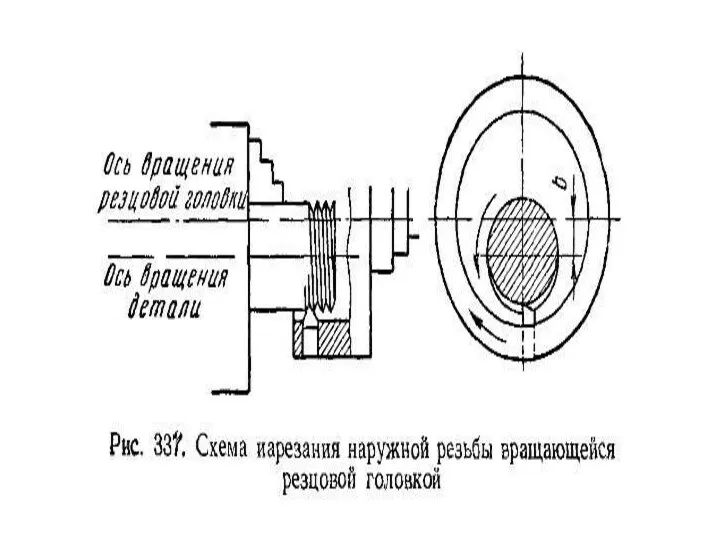
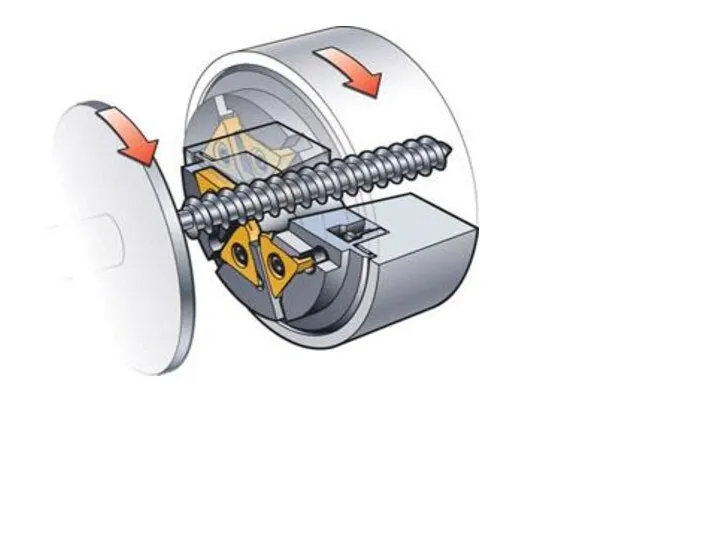
- 16. вихревой метод
- 20. СКОРОСТНОЕ НАРЕЗАНИЕ РЕЗЬБЫ «НА ВЫХОД»: А — наружной, б — внутренней
- 21. А — общий вид установки, б — траектория вершины резца; 1 — электродвигатель, 2 — клиноременная
- 22. Способ накатывания наружных резьб плоскими плашками применяют на резьбонакатных станках и резьбонакатных автоматах
- 23. Особенности зубонарезных станков -Зубчатые колеса цепи подач и ходовой винт имеют наивысшую точность. -с коррекционной линейкой,
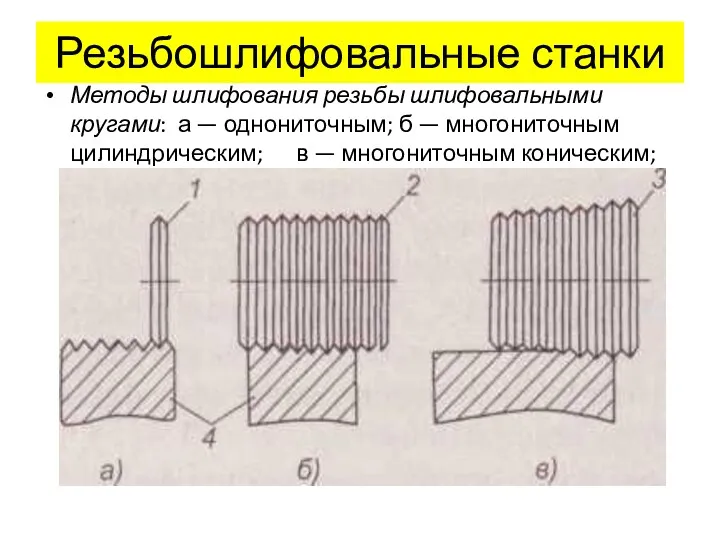
- 24. Резьбошлифовальные станки Методы шлифования резьбы шлифовальными кругами: а — однониточным; б — многониточным цилиндрическим; в —
- 25. А) с продольной подачей, Б)-врезное шлифование, В) Шлифование резьбы многониточным кругом с продольной подачей
- 27. Для резьбошлифовальных станков характерны низкая окружная скорость нарезаемой заготовки и сравнительно небольшая частота вращения шпинделя изделия.
- 28. Резьбошлифовальные станки принято различать: 1) по средствам настройки для получения заданного шага резьбы. Для получения заданного
- 29. 2) по способу установки на угол подъема винтовой линии а — поворотом стола; б — поворотом
- 30. 3) по движению при затыловании а — качания стола с заготовкой вокруг оси, параллельной оси заготовки;
- 31. Резьбонарезной станок REX N150A для нарезки резьбы на трубах 2 1/2-6" и шпильках до 150 мм
- 32. Резьбонарезные станки манипуляторы ROSCAMAT 200
- 34. Скачать презентацию
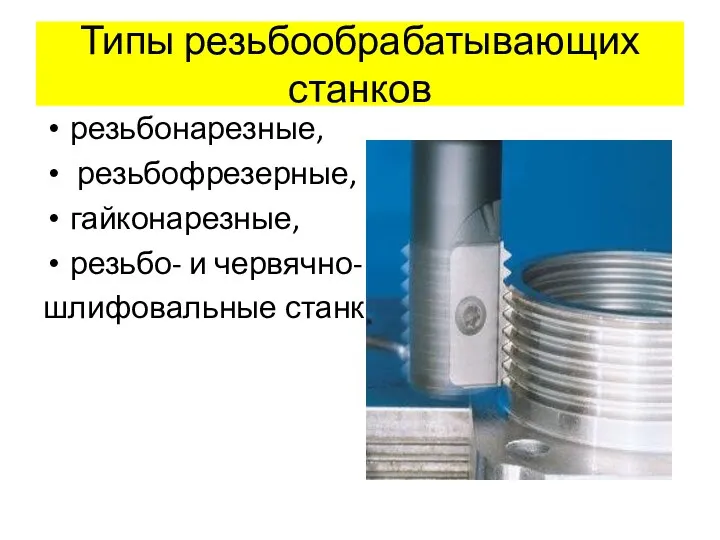
Типы резьбообрабатывающих станков
резьбонарезные,
резьбофрезерные,
гайконарезные,
резьбо- и червячно-
шлифовальные станки.
Типы резьбообрабатывающих станков
резьбонарезные,
резьбофрезерные,
гайконарезные,
резьбо- и червячно-
шлифовальные станки.

Нарезание резьбы на токарных станках резцами
Нарезание резьбы на токарных станках резцами


многониточными резцами
(резьбонарезными гребенками)
а — стержневой; б — призматический;
в — круглый
многониточными резцами
(резьбонарезными гребенками)
а — стержневой; б — призматический;
в — круглый
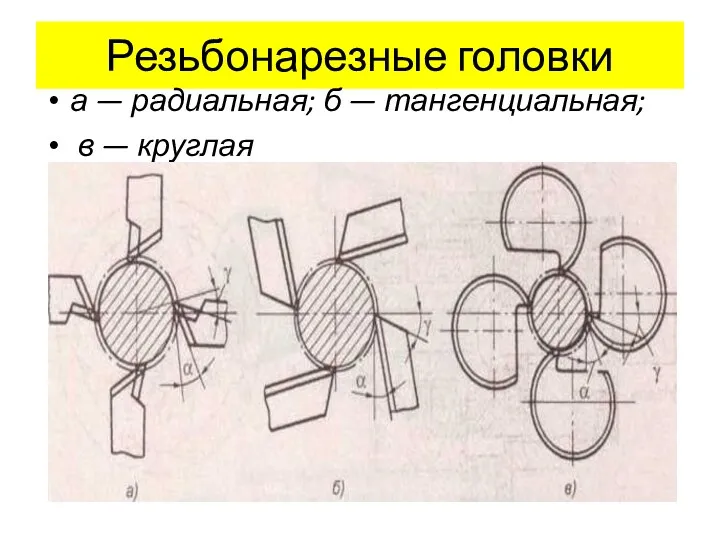
Резьбонарезные головки
а — радиальная; б — тангенциальная;
в — круглая
Резьбонарезные головки
а — радиальная; б — тангенциальная;
в — круглая
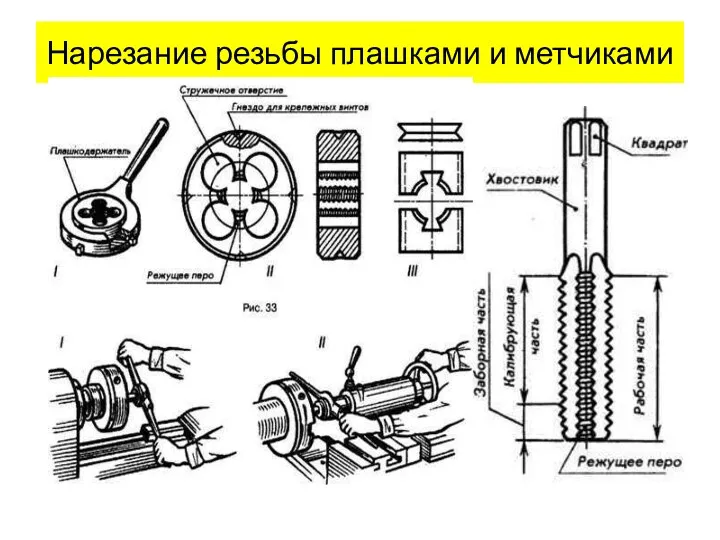
Нарезание резьбы плашками и метчиками
Нарезание резьбы плашками и метчиками


Обработка резьбы на резьбофрезерных станках
Обработка резьбы на резьбофрезерных станках

Фрезы гребенчатые резьбовые
Фрезы гребенчатые резьбовые

Обработка дисковыми резьбовыми фрезами
Фреза получает главное вращательное движение, заготовка-движение круговой подачи.
Обработка дисковыми резьбовыми фрезами Фреза получает главное вращательное движение, заготовка-движение круговой подачи.

Обработка резьбы накатыванием
Обработку резьбы накатыванием осуществляют копированием профиля накатного инструмента за
Обработка резьбы накатыванием
Обработку резьбы накатыванием осуществляют копированием профиля накатного инструмента за
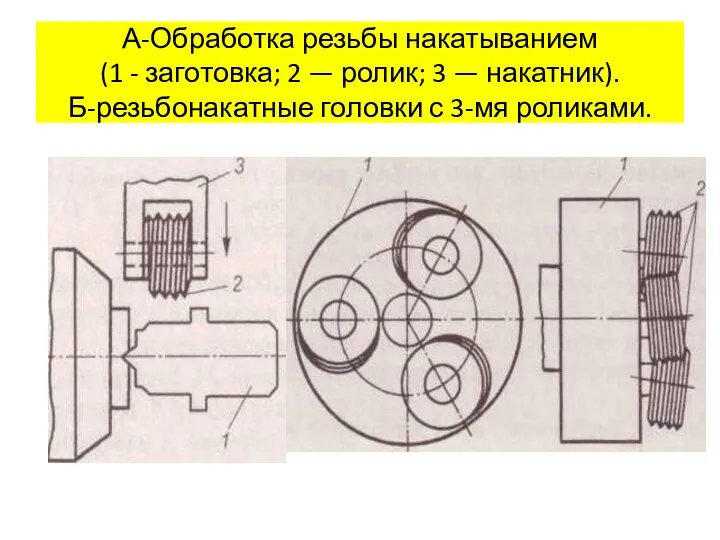
А-Обработка резьбы накатыванием
(1 - заготовка; 2 — ролик; 3 —
А-Обработка резьбы накатыванием (1 - заготовка; 2 — ролик; 3 —
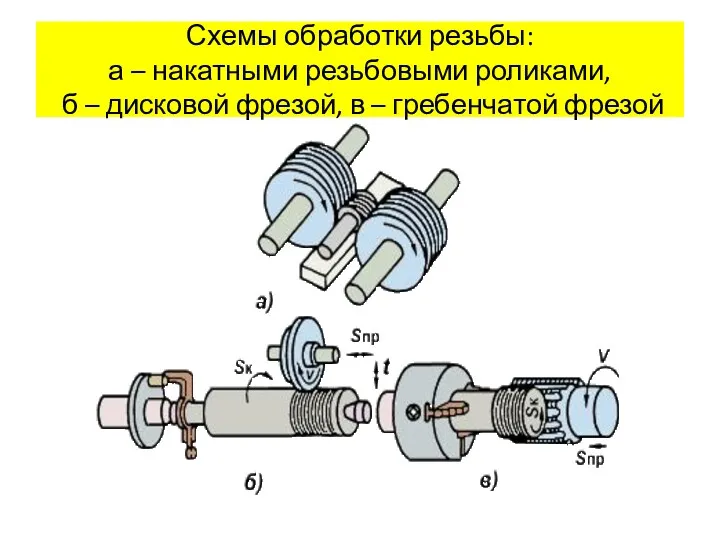
Схемы обработки резьбы:
а – накатными резьбовыми роликами,
б – дисковой фрезой,
Схемы обработки резьбы: а – накатными резьбовыми роликами, б – дисковой фрезой,
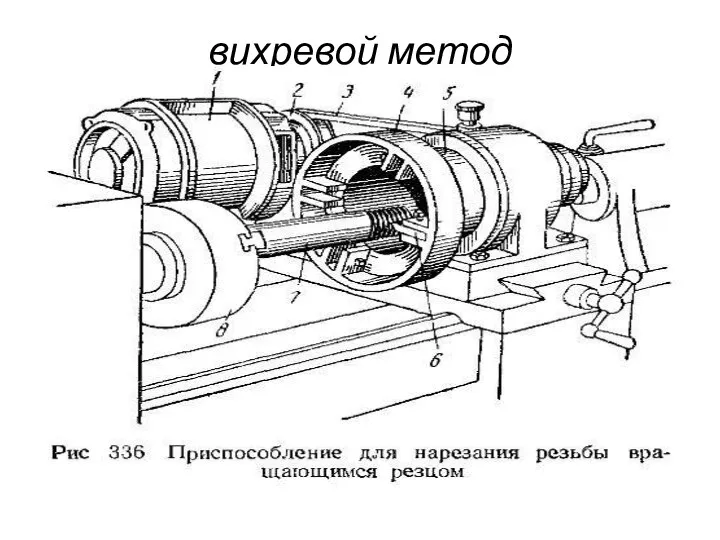
вихревой метод
вихревой метод
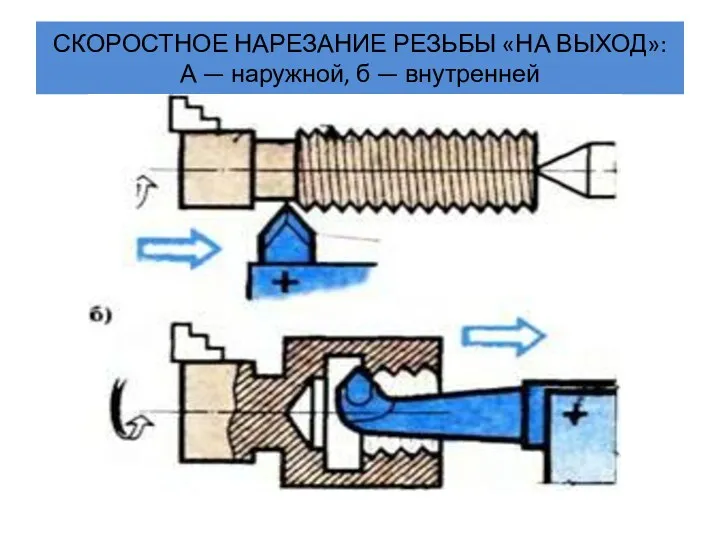
СКОРОСТНОЕ НАРЕЗАНИЕ РЕЗЬБЫ «НА ВЫХОД»:
А — наружной, б — внутренней
СКОРОСТНОЕ НАРЕЗАНИЕ РЕЗЬБЫ «НА ВЫХОД»:
А — наружной, б — внутренней
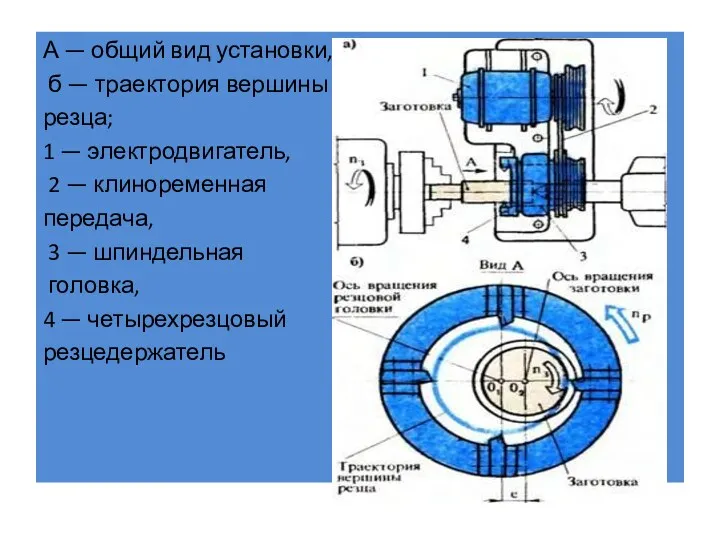
А — общий вид установки,
б — траектория вершины
резца;
1
А — общий вид установки,
б — траектория вершины
резца;
1

Способ накатывания наружных резьб плоскими плашками применяют на резьбонакатных станках
Способ накатывания наружных резьб плоскими плашками применяют на резьбонакатных станках
Особенности зубонарезных станков
-Зубчатые колеса цепи подач и ходовой винт имеют наивысшую
Особенности зубонарезных станков
-Зубчатые колеса цепи подач и ходовой винт имеют наивысшую
Резьбошлифовальные станки
Методы шлифования резьбы шлифовальными кругами: а — однониточным; б —
Резьбошлифовальные станки
Методы шлифования резьбы шлифовальными кругами: а — однониточным; б —
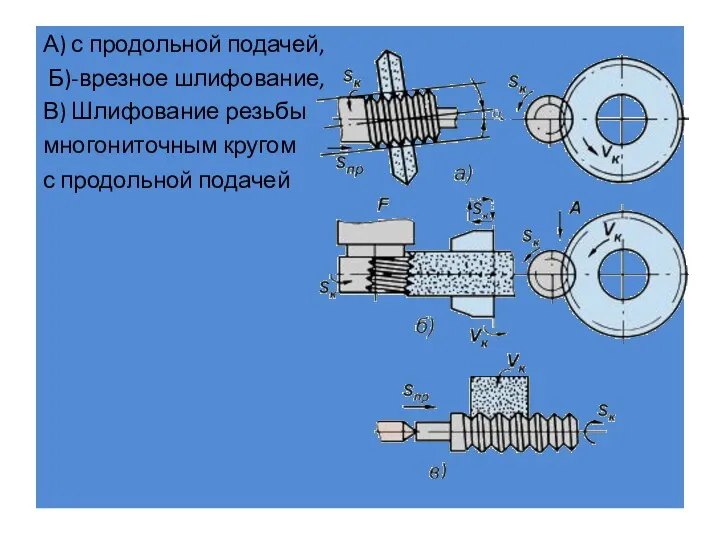
А) с продольной подачей,
Б)-врезное шлифование,
В) Шлифование резьбы
многониточным кругом
А) с продольной подачей,
Б)-врезное шлифование,
В) Шлифование резьбы
многониточным кругом

Для резьбошлифовальных станков характерны низкая окружная скорость нарезаемой заготовки и сравнительно
Для резьбошлифовальных станков характерны низкая окружная скорость нарезаемой заготовки и сравнительно
Резьбошлифовальные станки принято различать:
1) по средствам настройки для получения
Резьбошлифовальные станки принято различать:
1) по средствам настройки для получения
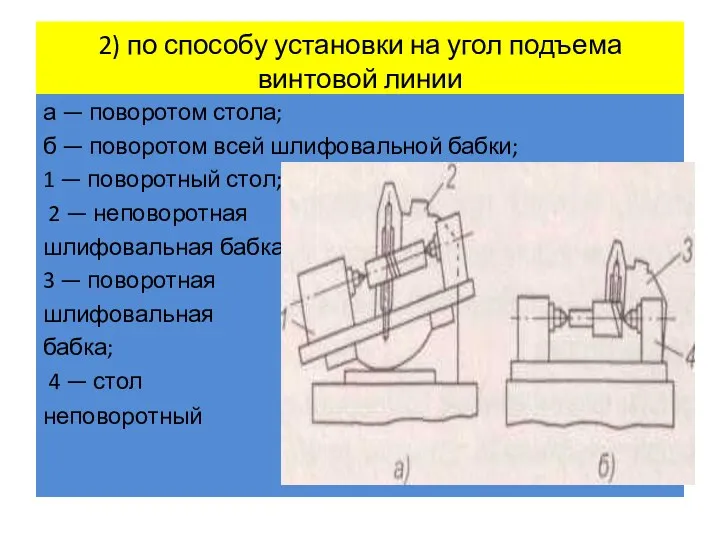
2) по способу установки на угол подъема винтовой линии
а —
2) по способу установки на угол подъема винтовой линии
а —
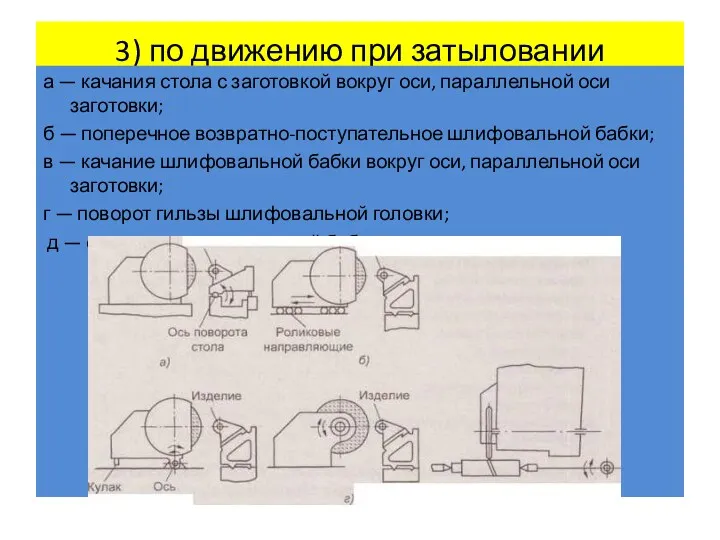
3) по движению при затыловании
а — качания стола с заготовкой
3) по движению при затыловании
а — качания стола с заготовкой

Резьбонарезной станок REX N150A для нарезки резьбы на трубах 2 1/2-6"
Резьбонарезной станок REX N150A для нарезки резьбы на трубах 2 1/2-6"

Резьбонарезные станки манипуляторы ROSCAMAT 200
Резьбонарезные станки манипуляторы ROSCAMAT 200
 Социальная работа с детьми, имеющими ограниченные возможности здоровья
Социальная работа с детьми, имеющими ограниченные возможности здоровья Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги Художественная картина мира. Анализ рассказов В. Шаламова Стланик и Воскрешение лиственницы
Художественная картина мира. Анализ рассказов В. Шаламова Стланик и Воскрешение лиственницы Les Types de Phrases
Les Types de Phrases Презенация Социально-личностное развитие дошкольника с учётом гендерных особенностей
Презенация Социально-личностное развитие дошкольника с учётом гендерных особенностей Обеспечение химической защиты
Обеспечение химической защиты Внеклассное мероприятие Знайте правила движения как таблицу умножения!
Внеклассное мероприятие Знайте правила движения как таблицу умножения! Отрезок. Длина отрезка. Прямая. Луч. 5 класс
Отрезок. Длина отрезка. Прямая. Луч. 5 класс Землеройно-транспортные машины. Классификация, устройство, назначение
Землеройно-транспортные машины. Классификация, устройство, назначение Споживання кормів та його регуляція. Лекція 7
Споживання кормів та його регуляція. Лекція 7 о-е после шип в наречиях
о-е после шип в наречиях Оператор комп’ютерного набору
Оператор комп’ютерного набору Классный час Берегите глаза
Классный час Берегите глаза Результаты метапредметной диагностической работы
Результаты метапредметной диагностической работы Особенности педагогической деятельности с обучающимися с интеллектуальными нарушениями
Особенности педагогической деятельности с обучающимися с интеллектуальными нарушениями Тағамды сақтау жолы консервілеу
Тағамды сақтау жолы консервілеу ДопускКпеддеят.ОткрУрок03.12.2020
ДопускКпеддеят.ОткрУрок03.12.2020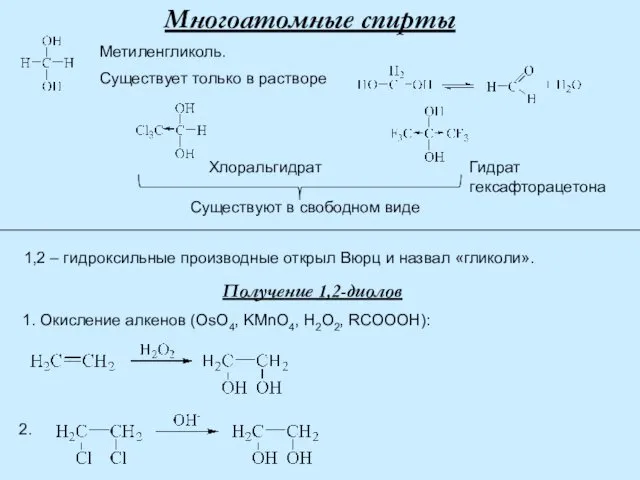 Многоатомные спирты
Многоатомные спирты GP2 BCM SVC bulletin Document 4.01.00
GP2 BCM SVC bulletin Document 4.01.00 Coffee Zavod. Доходная кофейня самообслуживания
Coffee Zavod. Доходная кофейня самообслуживания Путешествие в Иерусалим
Путешествие в Иерусалим Автоматизация звука Ш в словах
Автоматизация звука Ш в словах Акты действия (бездействия) ОГВ и ОМС, направленные на ограничение конкуренции
Акты действия (бездействия) ОГВ и ОМС, направленные на ограничение конкуренции Склад та властивості нафти
Склад та властивості нафти Презентация к празднику Победой кончилась война. Диск
Презентация к празднику Победой кончилась война. Диск phppb0sz2_Madame-Tussauds
phppb0sz2_Madame-Tussauds Окислительно-восстановительные реакции
Окислительно-восстановительные реакции Биоритмология
Биоритмология