- Режимы сварки под флюсом и швов разных типов. Лекция 13

Содержание
- 2. Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и
- 3. На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к
- 4. Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис
- 5. Стыковые швы выполняют с разделкой и без разделки кромок. Чтобы избежать вытекания металла в зазоры, следует
- 6. Сварка на флюсовой подушке — свариваемые кромки изделия подводят флюсовую подушку, т.е. слой флюса толщиной 30—70
- 7. Сварка на медной подкладке (рис. 7.27) применяется для большего теплоотвода в целях предупреждения прожога сварного шва
- 8. Медь быстро охлаждает расплавленный металл сварного шва без сплавления с ним. Медная подкладка в районе сварного
- 9. Для уменьшения деформации медной подкладки при неравномерном нагреве ее закрепляют в специальную оправку (рис. 7.29, б).
- 10. Сварка на стальной остающейся подкладке производится в тех случаях, когда конструкция изделия допускает приварку подкладки с
- 12. Скачать презентацию
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным
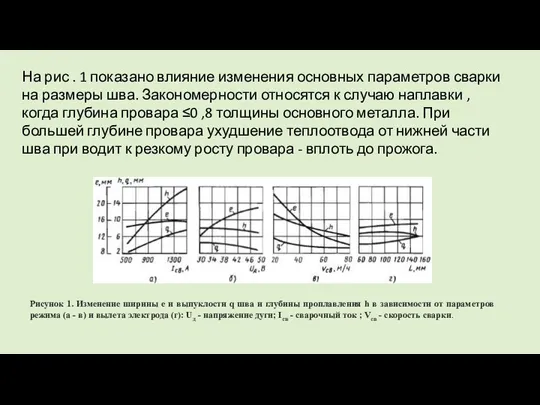
На рис . 1 показано влияние изменения основных параметров сварки на
На рис . 1 показано влияние изменения основных параметров сварки на
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При
Стыковые швы выполняют с разделкой и без разделки кромок. Чтобы избежать
Стыковые швы выполняют с разделкой и без разделки кромок. Чтобы избежать
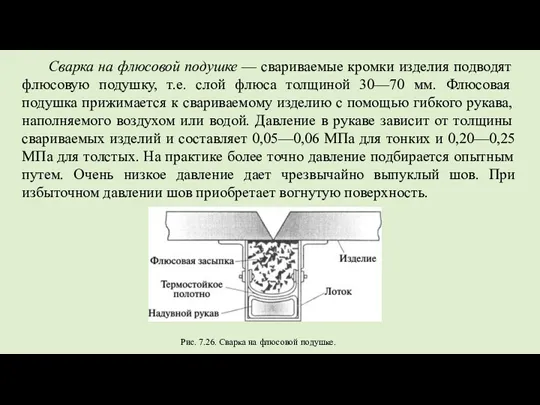
Сварка на флюсовой подушке — свариваемые кромки изделия подводят флюсовую подушку, т.е.
Сварка на флюсовой подушке — свариваемые кромки изделия подводят флюсовую подушку, т.е.
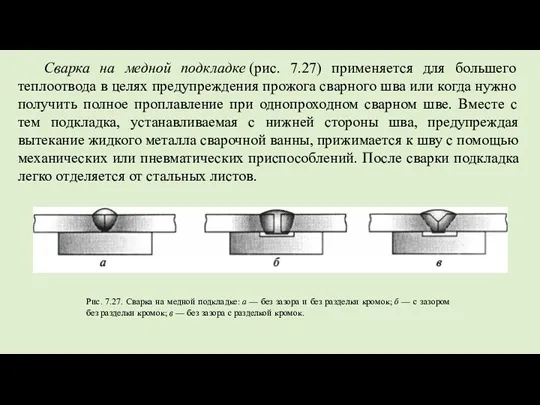
Сварка на медной подкладке (рис. 7.27) применяется для большего теплоотвода в целях
Сварка на медной подкладке (рис. 7.27) применяется для большего теплоотвода в целях
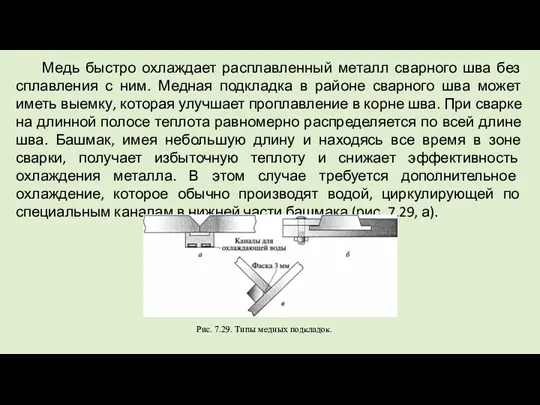
Медь быстро охлаждает расплавленный металл сварного шва без сплавления с ним.
Медь быстро охлаждает расплавленный металл сварного шва без сплавления с ним.
Для уменьшения деформации медной подкладки при неравномерном нагреве ее закрепляют в
Для уменьшения деформации медной подкладки при неравномерном нагреве ее закрепляют в
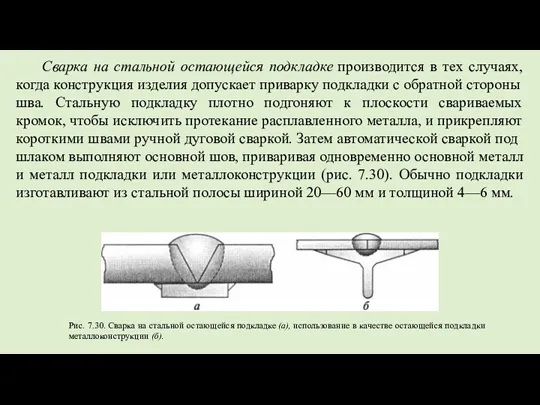
Сварка на стальной остающейся подкладке производится в тех случаях, когда конструкция изделия
Сварка на стальной остающейся подкладке производится в тех случаях, когда конструкция изделия
 Компьютер құрылғылары. Процессор
Компьютер құрылғылары. Процессор Проектирование автоматической телефонной станции
Проектирование автоматической телефонной станции Поздравляю с 23 февраля
Поздравляю с 23 февраля 1С-ABBYY Comparator - Новый сервис для пользователей программ 1С
1С-ABBYY Comparator - Новый сервис для пользователей программ 1С Вербальная модель в сервисе
Вербальная модель в сервисе Цепочка превращений и теория электролитической диссоциации
Цепочка превращений и теория электролитической диссоциации Современный православный монастырь как центр духовного просвещения молодежи
Современный православный монастырь как центр духовного просвещения молодежи Использование видео и аудио в HTML
Использование видео и аудио в HTML Лекции по ФОЭ. Биполярные транзисторы. (Часть 2)
Лекции по ФОЭ. Биполярные транзисторы. (Часть 2) Радио Комсомольская правда. Новые программы в эфире. Рекламные возможности
Радио Комсомольская правда. Новые программы в эфире. Рекламные возможности Планирование работы по коррекции различных форм дисграфии
Планирование работы по коррекции различных форм дисграфии Синонимы, омонимы, антонимы
Синонимы, омонимы, антонимы Портфолио старшего воспитателя
Портфолио старшего воспитателя Шаблон Фракталы-2
Шаблон Фракталы-2 Использование информационных технологий в обучении английскому языку в 5 – 9 классах
Использование информационных технологий в обучении английскому языку в 5 – 9 классах Презентация к открытому уроку: Аппликатурные принципы игры на аккордеоне.
Презентация к открытому уроку: Аппликатурные принципы игры на аккордеоне. Кратковременные этюды пейзажа
Кратковременные этюды пейзажа Максим Горький (1868 – 1936)
Максим Горький (1868 – 1936) Учи английский - будь в тренде!
Учи английский - будь в тренде! Исход евреев из Египта
Исход евреев из Египта История Средних веков. Англия в раннее Средневековье
История Средних веков. Англия в раннее Средневековье Презентация Муравьи
Презентация Муравьи Классный час Здорово быть здоровым
Классный час Здорово быть здоровым Лечебные компоненты растений
Лечебные компоненты растений История развития стоматологии
История развития стоматологии Экологические группы млекопитающих
Экологические группы млекопитающих Адаптация персонала
Адаптация персонала Подготовка к ВПР по русскому языку. 5 класс. Вариант 10
Подготовка к ВПР по русскому языку. 5 класс. Вариант 10