- Розкочування і транспортування фарби в фарбовому апараті

Содержание
- 2. Основні дані про розкочування фарби в ДО У стадії розкочуваннч фарба потрапляє в більш складні умови,
- 3. Розщеплення фарби відбувається в нежорсткій контактній зоні, що утворена еластичним фарбовим валиком і твердим металевим циліндром.
- 4. Осьове розкочування Неминуча в цих умовах деформація еластичної оболонки валика, що залежить від стисливості покриття і
- 5. Склад шару фарби на елементах ФА Фарбовий шар на поверхні еластичних валиків і металевих циліндрів складається
- 6. Взаємодіючи з твердою поверхнею, фарба набуває інші властивості, що відрізняються від об'ємних, структуру і в'язкість, а
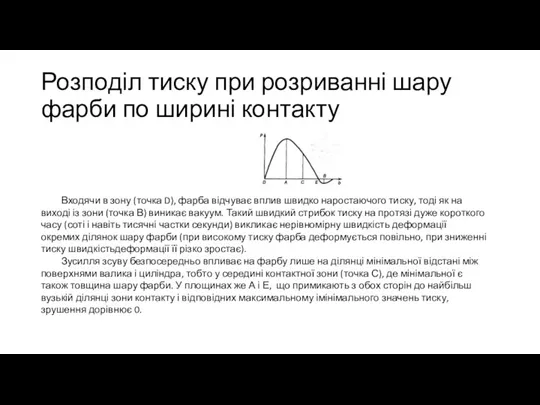
- 7. Розподіл тиску при розриванні шару фарби по ширині контакту Входячи в зону (точка D), фарба відчуває
- 8. У кожній із зон (1-4) шар фарби піддається впливу специфічного комплексу сил, що визначають характер його
- 9. При досить високій швидкості поділу поверхонь циліндрів відбувається швидке розширення повітряних бульбашок і їх злипання, що
- 10. Кавітація Кавітація, що складається з двох стадій - утворення і зростання порожнини. Це створює на виході
- 11. Вплив на розкочування Спрощений розрахунок сил липкого опору розкочуванню, заснований на ряді допущень, в тому числі
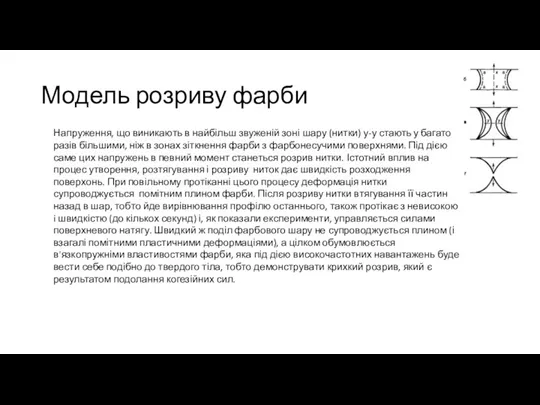
- 12. Модель розриву фарби Напруження, що виникають в найбільш звуженій зоні шару (нитки) у-у стають у багато
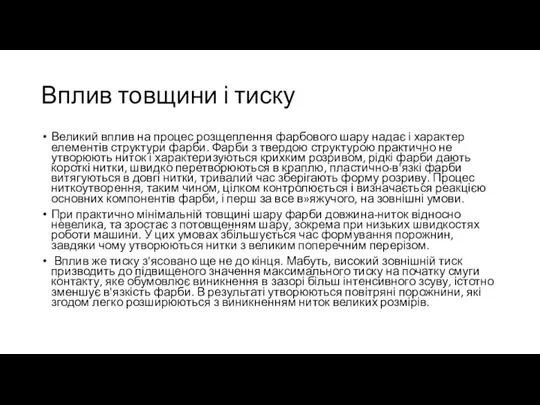
- 13. Вплив товщини і тиску Великий вплив на процес розщеплення фарбового шару надає і характер елементів структури
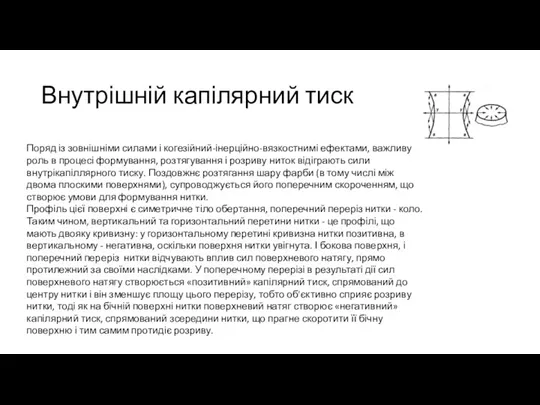
- 14. Внутрішній капілярний тиск Поряд із зовнішніми силами і когезійний-інерційно-вязкостнимі ефектами, важливу роль в процесі формування, розтягування
- 15. Розрахунок капілярного тиску Рівноважна форма нитки встановлюється при врівноваженні позитивного і негативного капілярних тисків. Величина надлишкового
- 16. Порошіння фарби Порошіння - це результат дроблення фарбових ниток на безліч дрібних частинок і інтенсивного розбризкування
- 17. Способи боротьби з порошінням фарби До електрофізичних методів, зокрема, відносяться: 1) запобігання виникненню в атмосфері цеху
- 18. Температура ФА Неоднакова по величині зміна температури ФА протягом усього періоду роботи машини - ще одна
- 20. Скачать презентацию
Основні дані про розкочування фарби в ДО
У стадії розкочуваннч фарба потрапляє
Основні дані про розкочування фарби в ДО
У стадії розкочуваннч фарба потрапляє
Розщеплення фарби відбувається в нежорсткій контактній зоні, що утворена еластичним фарбовим
Розщеплення фарби відбувається в нежорсткій контактній зоні, що утворена еластичним фарбовим
Осьове розкочування
Неминуча в цих умовах деформація еластичної оболонки валика, що залежить
Осьове розкочування
Неминуча в цих умовах деформація еластичної оболонки валика, що залежить
Склад шару фарби на елементах ФА
Фарбовий шар на поверхні еластичних валиків
Склад шару фарби на елементах ФА
Фарбовий шар на поверхні еластичних валиків
Взаємодіючи з твердою поверхнею, фарба набуває інші властивості, що відрізняються від
Взаємодіючи з твердою поверхнею, фарба набуває інші властивості, що відрізняються від
Розподіл тиску при розриванні шару фарби по ширині контакту
Входячи в зону
Розподіл тиску при розриванні шару фарби по ширині контакту
Входячи в зону
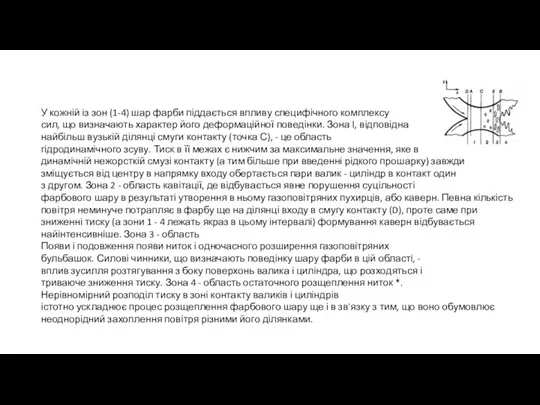
У кожній із зон (1-4) шар фарби піддається впливу специфічного комплексу
сил,
У кожній із зон (1-4) шар фарби піддається впливу специфічного комплексу
сил,

При досить високій швидкості поділу поверхонь циліндрів відбувається швидке розширення повітряних
При досить високій швидкості поділу поверхонь циліндрів відбувається швидке розширення повітряних
Кавітація
Кавітація, що складається з двох стадій - утворення і зростання порожнини.
Кавітація
Кавітація, що складається з двох стадій - утворення і зростання порожнини.
Вплив на розкочування
Спрощений розрахунок сил липкого опору розкочуванню, заснований на ряді
Вплив на розкочування
Спрощений розрахунок сил липкого опору розкочуванню, заснований на ряді
Модель розриву фарби
Напруження, що виникають в найбільш звуженій зоні шару (нитки)
Модель розриву фарби
Напруження, що виникають в найбільш звуженій зоні шару (нитки)
Вплив товщини і тиску
Великий вплив на процес розщеплення фарбового шару
Вплив товщини і тиску
Великий вплив на процес розщеплення фарбового шару
Внутрішній капілярний тиск
Поряд із зовнішніми силами і когезійний-інерційно-вязкостнимі ефектами, важливу роль
Внутрішній капілярний тиск
Поряд із зовнішніми силами і когезійний-інерційно-вязкостнимі ефектами, важливу роль
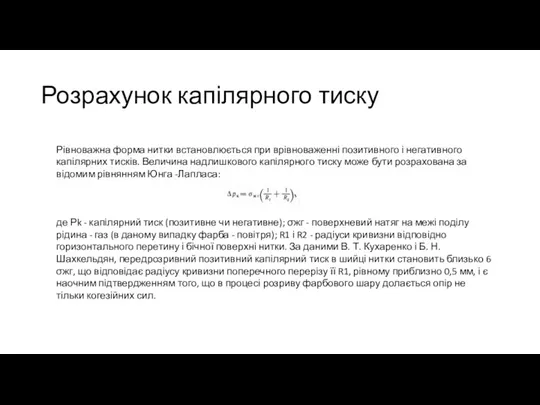
Розрахунок капілярного тиску
Рівноважна форма нитки встановлюється при врівноваженні позитивного і негативного
Розрахунок капілярного тиску
Рівноважна форма нитки встановлюється при врівноваженні позитивного і негативного
Порошіння фарби
Порошіння - це результат дроблення фарбових ниток на безліч дрібних
Порошіння фарби
Порошіння - це результат дроблення фарбових ниток на безліч дрібних
Способи боротьби з порошінням фарби
До електрофізичних методів, зокрема, відносяться:
1) запобігання
Способи боротьби з порошінням фарби
До електрофізичних методів, зокрема, відносяться:
1) запобігання
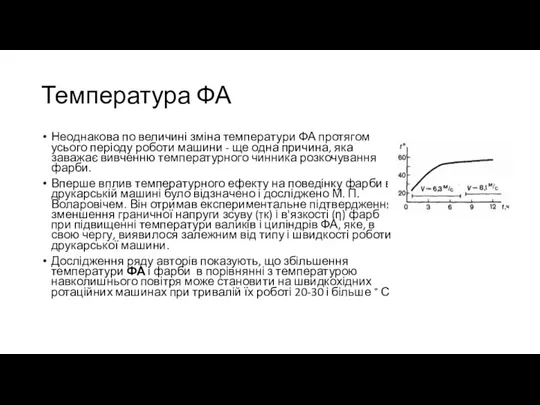
Температура ФА
Неоднакова по величині зміна температури ФА протягом усього періоду роботи
Температура ФА
Неоднакова по величині зміна температури ФА протягом усього періоду роботи
 Телевизоры TCL
Телевизоры TCL 20231019_proizvedenie_vektora_na_chislo
20231019_proizvedenie_vektora_na_chislo Компьютерная игра как современное средство подготовки ребенка к школе
Компьютерная игра как современное средство подготовки ребенка к школе Food and fertilizers. Outline
Food and fertilizers. Outline Современные средства поражения и их поражающие факторы. Ядерное оружие и его боевые свойства
Современные средства поражения и их поражающие факторы. Ядерное оружие и его боевые свойства Цукерки. Технологія виготовлення
Цукерки. Технологія виготовлення Роль биологии в формировании современной научной картины мира, практическое значение биологических знаний
Роль биологии в формировании современной научной картины мира, практическое значение биологических знаний Новогодняя викторина
Новогодняя викторина Перелетные птицы
Перелетные птицы Религиозные объединения и организации в Российской Федерации
Религиозные объединения и организации в Российской Федерации Оптичне й лазерне випромінювання. Оптичні властивості тканин організму
Оптичне й лазерне випромінювання. Оптичні властивості тканин організму Фонд содействия гражданскому обществу Республики Башкортостан. Конкурс грантов главы РБ для НКО
Фонд содействия гражданскому обществу Республики Башкортостан. Конкурс грантов главы РБ для НКО Основные положения тектоники литосферных плит
Основные положения тектоники литосферных плит Предистория науки. Преднаука
Предистория науки. Преднаука Защита информации от несанкционированного доступа. Лекция 1
Защита информации от несанкционированного доступа. Лекция 1 Тағамдық концентраттардың класификациясы,тұтынушылық қасиеттері
Тағамдық концентраттардың класификациясы,тұтынушылық қасиеттері Правила приема в 2021 году
Правила приема в 2021 году Анимированный кроссворд Первоначальные химические понятия
Анимированный кроссворд Первоначальные химические понятия Кто хочет стать миллионером. Игра для учеников 7 класса
Кто хочет стать миллионером. Игра для учеников 7 класса Document Object Model (объектная модель документа). Browser Object Model (объектная модель браузера)
Document Object Model (объектная модель документа). Browser Object Model (объектная модель браузера) Архитектура компьютера. Виды памяти
Архитектура компьютера. Виды памяти Презентация к открытому уроку
Презентация к открытому уроку Я и моя семья. 1 класс
Я и моя семья. 1 класс Отборочный тур муниципальной игры Юный пешеход – друг дорог!
Отборочный тур муниципальной игры Юный пешеход – друг дорог! Родительское собрание на тему Воспитание самостоятельности
Родительское собрание на тему Воспитание самостоятельности Познавательное пособие История гитары
Познавательное пособие История гитары Лучистый теплообмен. Основные свойства и характеристики. Законы лучистого теплообмена. (Занятие 11)
Лучистый теплообмен. Основные свойства и характеристики. Законы лучистого теплообмена. (Занятие 11) Философия, ее роль в культуре человечества
Философия, ее роль в культуре человечества