- Современные способы стыковки арматуры

Содержание
- 2. Основные традиционные способы стыковки арматуры ГОСТ14098—2014 СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Типы, конструкции
- 3. Способ сварки: К - контактная; Р - ручная; М – механизированная. Тип сварного соединения: К- крестообразное;
- 4. Достоинства и недостатки Вязка арматуры. Большой перерасход арматуры, Увеличенный вес конструкции, Не отвечает требованиям при динамических
- 6. Альтернатива применение винтовых и обжимных муфт не требуют высокой квалификации персонала, обеспечивают качественный стык, существенно дешевле
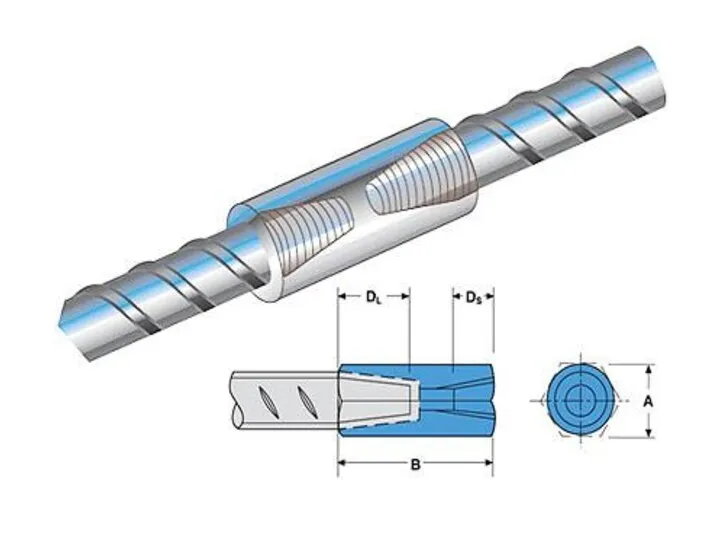
- 8. Соединение обжимными муфтами Требует правил соблюдения технических условий, Не требуется квалифицированная аттестованная рабочая сила, для работы
- 11. Обжимной пресс для муфт ПО50М Для арматуры от 16-25 мм, Вес 30 кг, Ширина лопаты100 мм,
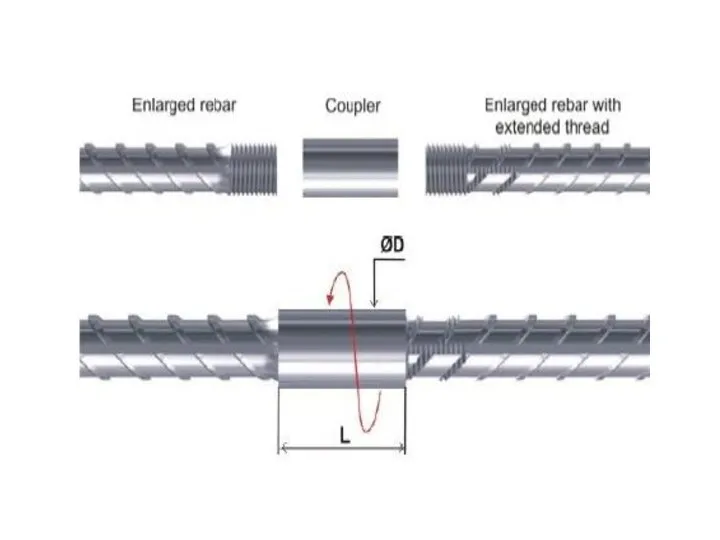
- 12. Резьбовые муфты Применение резьбовых муфт с конусной и с параллельной резьбой началось 10-12 лет назад.. Они
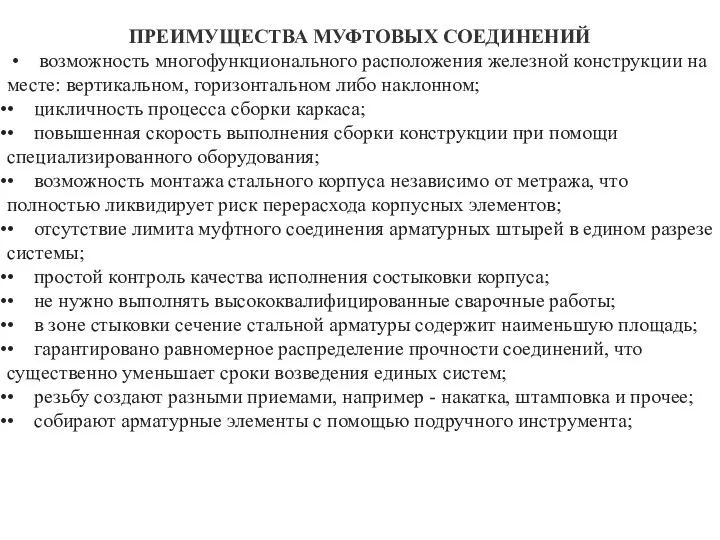
- 16. ПРЕИМУЩЕСТВА МУФТОВЫХ СОЕДИНЕНИЙ • возможность многофункционального расположения железной конструкции на месте: вертикальном, горизонтальном либо наклонном; •
- 17. Себестоимость сборки конструкции закладывается при планировке, среди основных позиций в списке расходов наиболее значимы сроки, уровень
- 19. арматуры муфтами с конической резьбой Наиболее распространенный метод – стыковка стержней при помощи муфт с резьбой
- 20. - Механические стыки существенно ускоряют и упрощают процесс арматурных работ. - Стыкование двух арматурных стержней большого
- 22. На стройплощадке необходимо и достаточно иметь одну машину для нарезания конусной резьбы ZLB-09 и муфты Для
- 26. Таблица стандартных муфт
- 28. Скачать презентацию
Основные традиционные способы стыковки арматуры
ГОСТ14098—2014
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ
Основные традиционные способы стыковки арматуры
ГОСТ14098—2014
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ
Способ сварки:
К - контактная; Р - ручная; М – механизированная.
Тип
Способ сварки:
К - контактная; Р - ручная; М – механизированная.
Тип
Достоинства и недостатки
Вязка арматуры.
Большой перерасход арматуры, Увеличенный вес
Достоинства и недостатки
Вязка арматуры.
Большой перерасход арматуры, Увеличенный вес

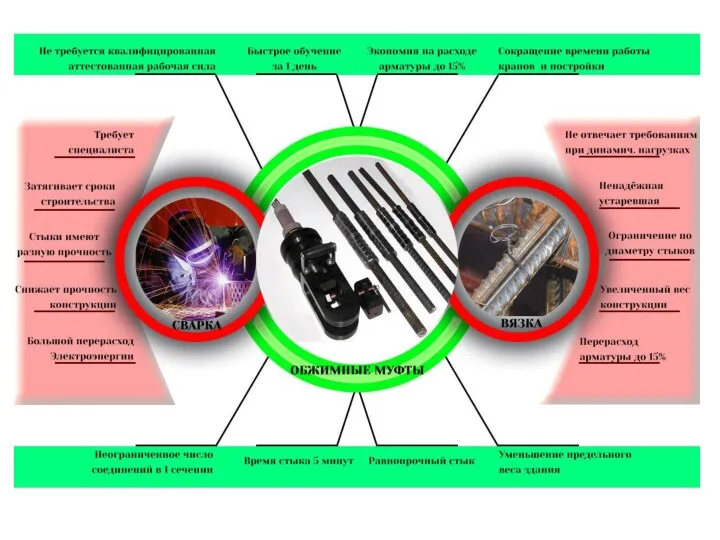
Альтернатива
применение винтовых и обжимных муфт
не требуют высокой квалификации
Альтернатива
применение винтовых и обжимных муфт
не требуют высокой квалификации

Соединение обжимными муфтами
Требует правил соблюдения технических условий,
Не требуется квалифицированная аттестованная
Соединение обжимными муфтами
Требует правил соблюдения технических условий,
Не требуется квалифицированная аттестованная
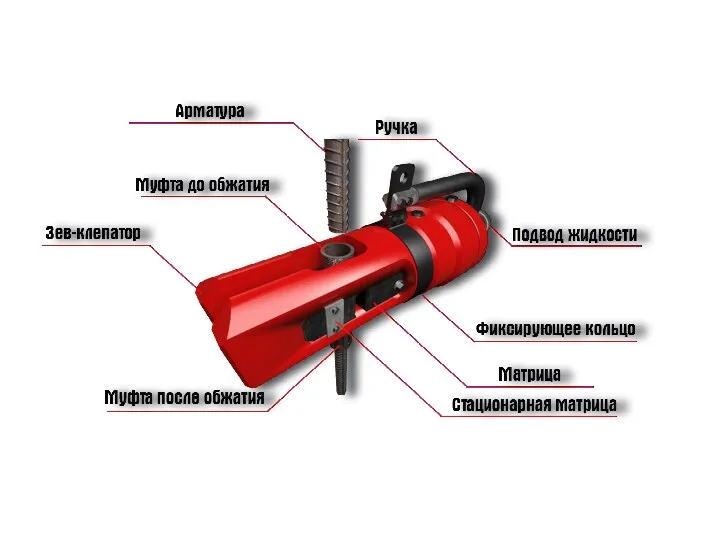
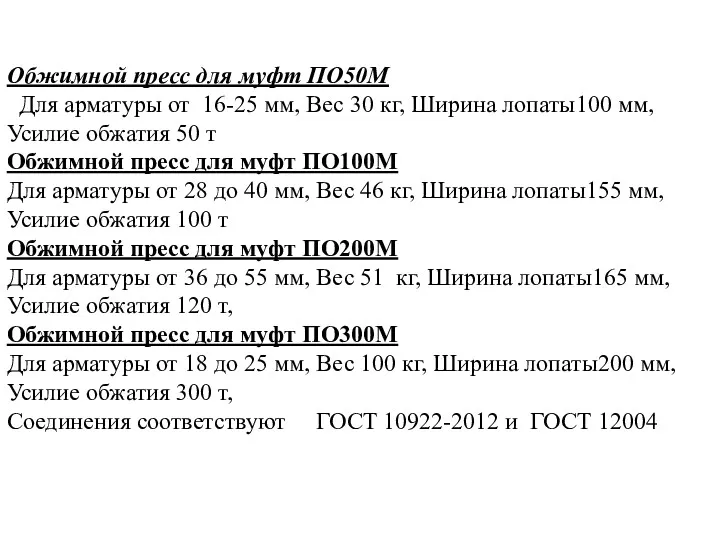
Обжимной пресс для муфт ПО50М
Для арматуры от 16-25 мм, Вес
Обжимной пресс для муфт ПО50М
Для арматуры от 16-25 мм, Вес
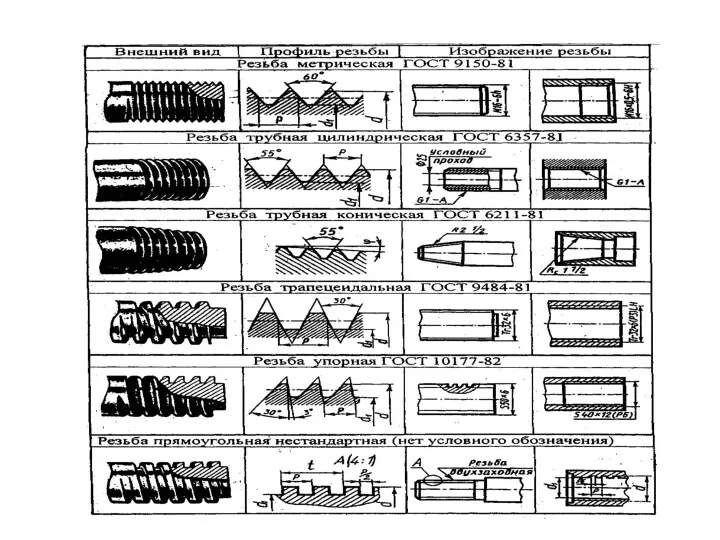
Резьбовые муфты
Применение резьбовых муфт с конусной и с параллельной резьбой началось
Резьбовые муфты
Применение резьбовых муфт с конусной и с параллельной резьбой началось

ПРЕИМУЩЕСТВА МУФТОВЫХ СОЕДИНЕНИЙ
• возможность многофункционального расположения железной конструкции на месте: вертикальном,
ПРЕИМУЩЕСТВА МУФТОВЫХ СОЕДИНЕНИЙ
• возможность многофункционального расположения железной конструкции на месте: вертикальном,
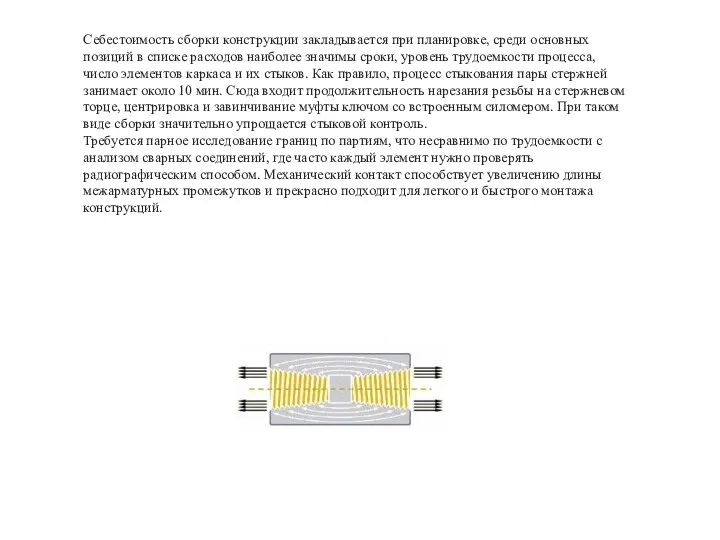
Себестоимость сборки конструкции закладывается при планировке, среди основных позиций в списке
Себестоимость сборки конструкции закладывается при планировке, среди основных позиций в списке
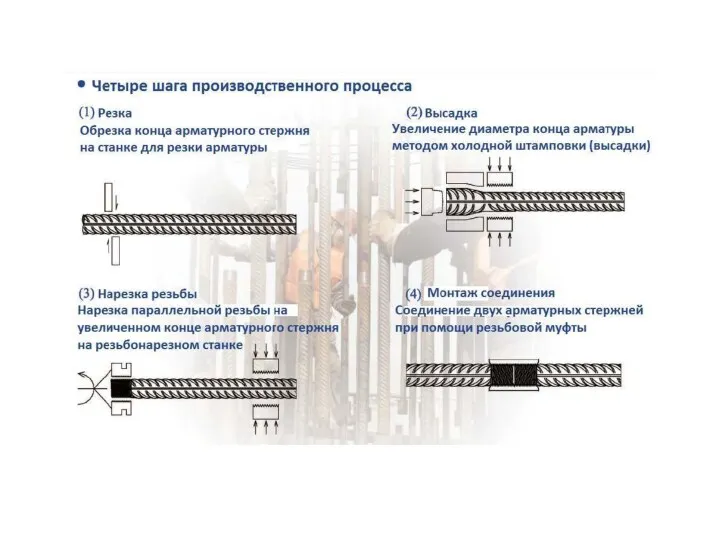
арматуры муфтами с конической резьбой
Наиболее распространенный метод – стыковка стержней при
арматуры муфтами с конической резьбой
Наиболее распространенный метод – стыковка стержней при
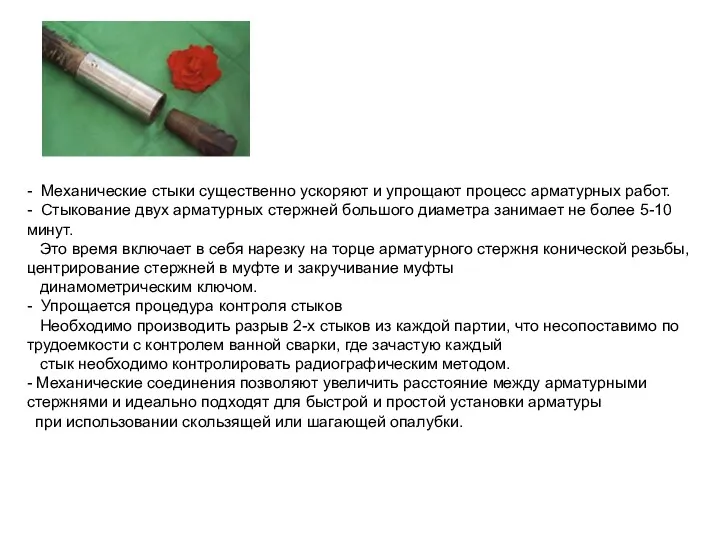
- Механические стыки существенно ускоряют и упрощают процесс арматурных работ.
- Стыкование двух арматурных
- Механические стыки существенно ускоряют и упрощают процесс арматурных работ.
- Стыкование двух арматурных

На стройплощадке необходимо и достаточно иметь одну машину для нарезания конусной резьбы ZLB-09 и
На стройплощадке необходимо и достаточно иметь одну машину для нарезания конусной резьбы ZLB-09 и
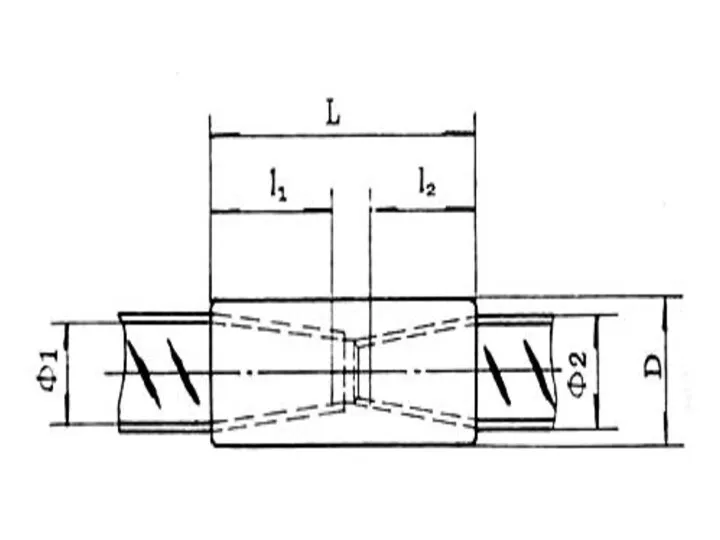
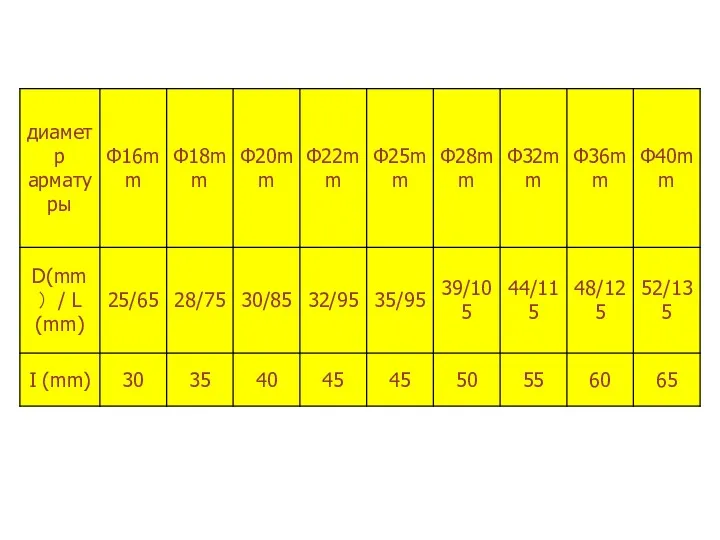
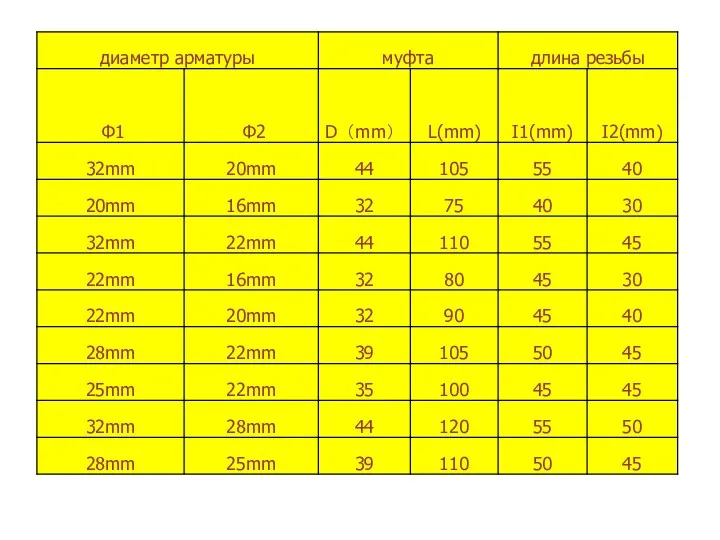
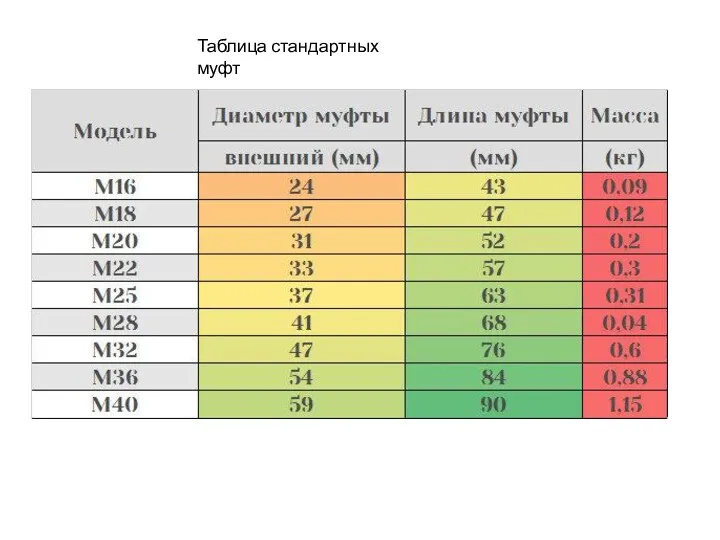
Таблица стандартных муфт
Таблица стандартных муфт
 Формирование личности подростка
Формирование личности подростка Источники угрозы взрыва
Источники угрозы взрыва Как написать исследовательскую работу
Как написать исследовательскую работу Система управления содержимым
Система управления содержимым Система обращения с медицинскими отходами
Система обращения с медицинскими отходами Советская Россиия в годы гражданской войны и интервенции
Советская Россиия в годы гражданской войны и интервенции Орден Улыбок
Орден Улыбок Стартап. Киберспорт
Стартап. Киберспорт Обзор изменений в Федеральный закон от 05.04.2013 №44-ФЗ О контрактной системе в сфере закупок товаров, работ, услуг
Обзор изменений в Федеральный закон от 05.04.2013 №44-ФЗ О контрактной системе в сфере закупок товаров, работ, услуг Святой Николай Чудотворец
Святой Николай Чудотворец Ожоги лица. Осложнения огнестрельных и лучевых повреждений. Методы лечения пострадавших в экстремальных условиях
Ожоги лица. Осложнения огнестрельных и лучевых повреждений. Методы лечения пострадавших в экстремальных условиях Презентация урока по теме: Нижняя прямая подача мяча
Презентация урока по теме: Нижняя прямая подача мяча Классный час. Тема: День пожилых людей.
Классный час. Тема: День пожилых людей. Педагог дополнительного образования. Содержание деятельности педагога дополнительного образования
Педагог дополнительного образования. Содержание деятельности педагога дополнительного образования Беспроводные локальные сети Wlan
Беспроводные локальные сети Wlan Плиты перекрытия
Плиты перекрытия Презентация Плетение фигурок из бисера
Презентация Плетение фигурок из бисера ФГОС ДО
ФГОС ДО презентация Положение металлов в периодической системе химических элементов Д.И. Менделеева. Физические свойства металлов
презентация Положение металлов в периодической системе химических элементов Д.И. Менделеева. Физические свойства металлов Семинар-практикум для воспитателей Организация опытно-экспериментальной деятельности детей 2-7 лет
Семинар-практикум для воспитателей Организация опытно-экспериментальной деятельности детей 2-7 лет Запарь и не парься. Кофе
Запарь и не парься. Кофе Өнер туралы ғылым (әдебиеттану)
Өнер туралы ғылым (әдебиеттану) Основы управления в здравоохранении. Менеджмент
Основы управления в здравоохранении. Менеджмент Программа саморазвития
Программа саморазвития Антенно-мачтовые сооружения
Антенно-мачтовые сооружения Историко-краеведческий мини-музей Ковамын шондыкшо гыч (Из бабушкина сундучка)
Историко-краеведческий мини-музей Ковамын шондыкшо гыч (Из бабушкина сундучка) Трудовые и непосредственно связанные с ними правоотношения: их элементы, основания возникновения, изменения и прекращения
Трудовые и непосредственно связанные с ними правоотношения: их элементы, основания возникновения, изменения и прекращения Комплекстік кедергі. Комплекстік өткізгіштік. Пассивті екіұшты. Ом және Кирхгоф заңдары комплекстік түрде
Комплекстік кедергі. Комплекстік өткізгіштік. Пассивті екіұшты. Ом және Кирхгоф заңдары комплекстік түрде