- Специальные способы сварки. Электроннолучевая сварка

Содержание
- 2. Специальные способы сварки Электроннолучевая сварка Особенности ЭЛС: Отклонение электронного пучка в магнитном и электростатическом поле происходит
- 3. Специальные способы сварки Электроннолучевая сварка Основные причины, существенно сдерживающие расширение промышленного применения ЭЛС: высокая стоимость оборудования;
- 4. Специальные способы сварки Электроннолучевая сварка Таким образом, ЭЛС остается специальным технологическим процессом и применяется прежде всего
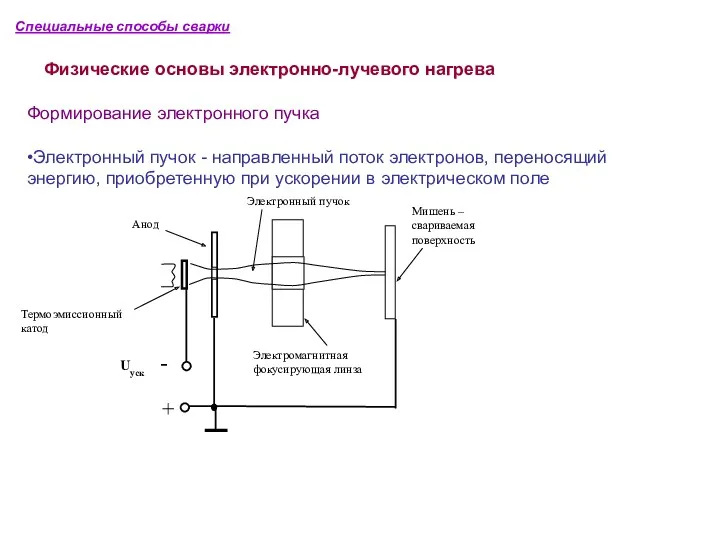
- 5. Специальные способы сварки Физические основы электронно-лучевого нагрева Формирование электронного пучка •Электронный пучок - направленный поток электронов,
- 6. Специальные способы сварки Физические основы электронно-лучевого нагрева Сущность электронно-лучевого нагрева состоит в следующем Кинетическая энергия, пропорциональная
- 7. Распределение электронов в пучке близко к распределению по закону Гаусса r – текущее значение радиуса пучка
- 8. Образование глубокого проплавления при электроннолучевой сварке С увеличением q2 неизбежно должна возникнуть ситуация, когда скорость вводимой
- 9. Образование глубокого проплавления при электроннолучевой сварке Специальные способы сварки Физические основы электронно-лучевого нагрева Продолжительность процесса образования
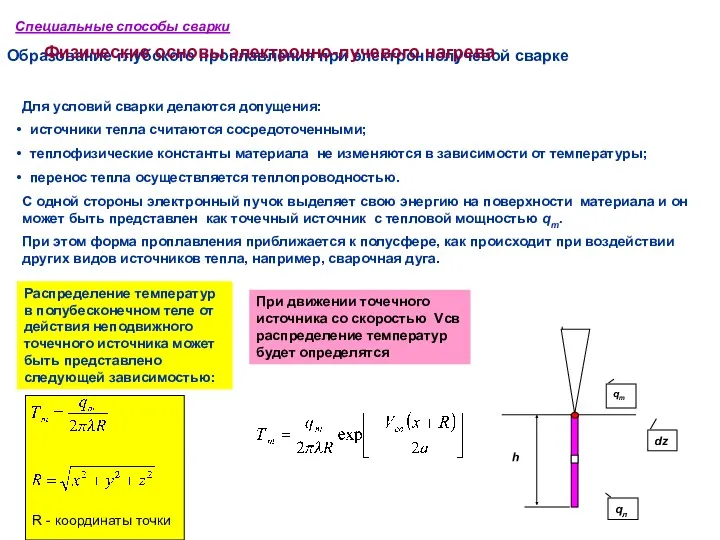
- 10. Образование глубокого проплавления при электроннолучевой сварке Специальные способы сварки Физические основы электронно-лучевого нагрева Для условий сварки
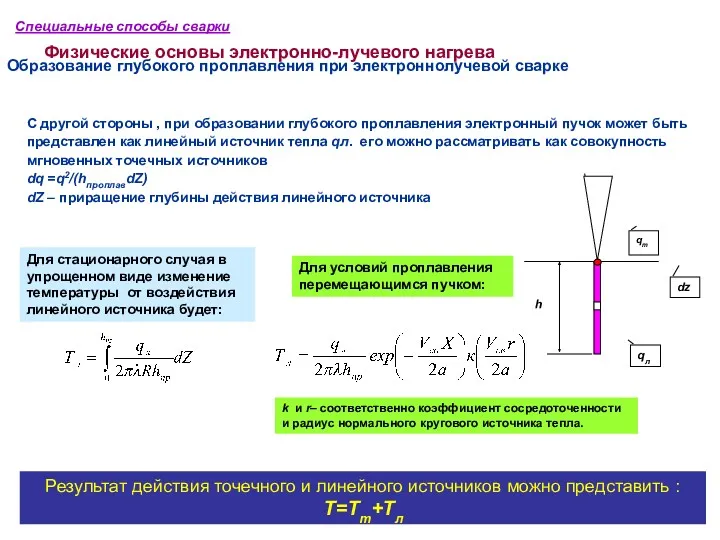
- 11. Образование глубокого проплавления при электроннолучевой сварке Специальные способы сварки Физические основы электронно-лучевого нагрева С другой стороны
- 12. Специальные способы сварки Физические основы электронно-лучевого нагрева Тепловой баланс при электронно-лучевом нагреве: Q = Qтп +
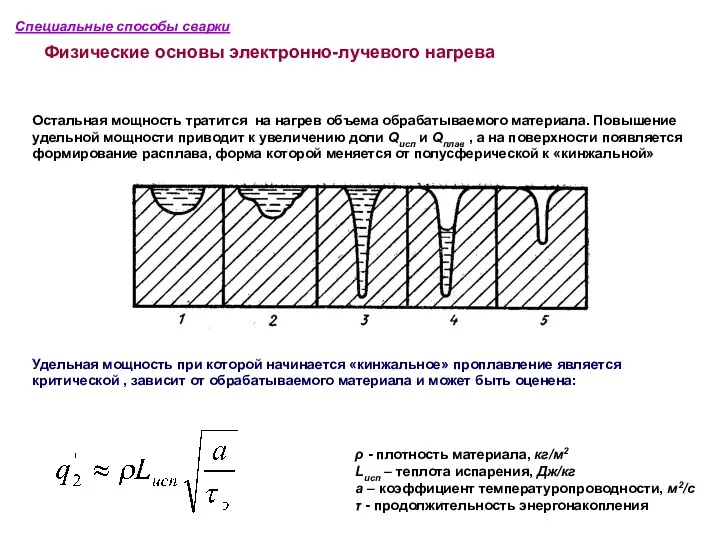
- 13. Специальные способы сварки Физические основы электронно-лучевого нагрева Остальная мощность тратится на нагрев объема обрабатываемого материала. Повышение
- 19. ПАРАМЕТРЫ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ И ГЕОМЕТРИЯ ЗОНЫ ПРОПЛАВЛЕНИЯ Основные параметры процесса ЭЛС ускоряющее напряжение, кВ; ток электронного
- 20. ВЗАИМОДЕЙСТВИЕ ЭЛЕКТРОННОГО ПУЧКА С МАТЕРИАЛОМ СВАРНОГО СОЕДИНЕНИЯ При постоянной энергии электронного пучка глубина и ширина проплавления
- 21. ГИДРОДИНАМИЧЕСКИЕ ЯВЛЕНИЯ ПРИ ФОРМИРОВАНИИ СВАРНОГО ШВА Волна жидкого металла Зона кристаллизации металла Сформированный сварной шов Выброс
- 24. Скачать презентацию
Специальные способы сварки
Электроннолучевая сварка
Особенности ЭЛС:
Отклонение электронного пучка в магнитном и
Специальные способы сварки
Электроннолучевая сварка
Особенности ЭЛС:
Отклонение электронного пучка в магнитном и
Специальные способы сварки
Электроннолучевая сварка
Основные причины, существенно сдерживающие расширение промышленного применения
Специальные способы сварки
Электроннолучевая сварка
Основные причины, существенно сдерживающие расширение промышленного применения
Специальные способы сварки
Электроннолучевая сварка
Таким образом, ЭЛС остается специальным технологическим процессом
Специальные способы сварки
Электроннолучевая сварка
Таким образом, ЭЛС остается специальным технологическим процессом
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Формирование электронного пучка
•Электронный пучок -
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Формирование электронного пучка
•Электронный пучок -
Специальные способы сварки
Физические основы электронно-лучевого нагрева
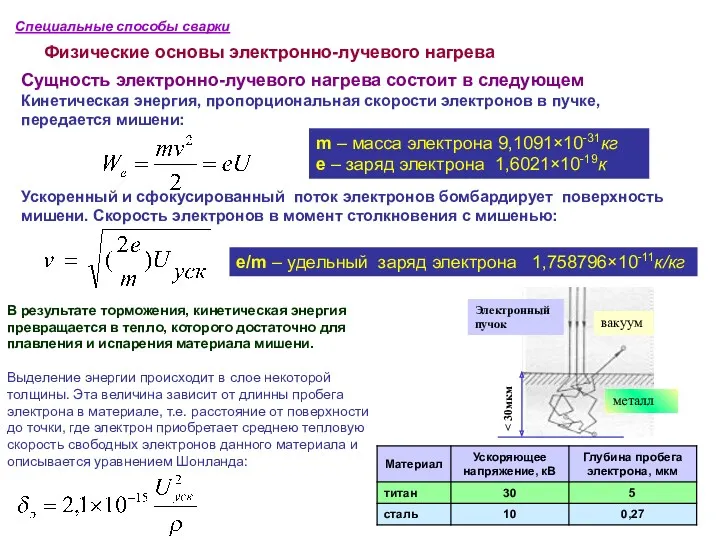
Сущность электронно-лучевого нагрева состоит в следующем
Кинетическая
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Сущность электронно-лучевого нагрева состоит в следующем
Кинетическая
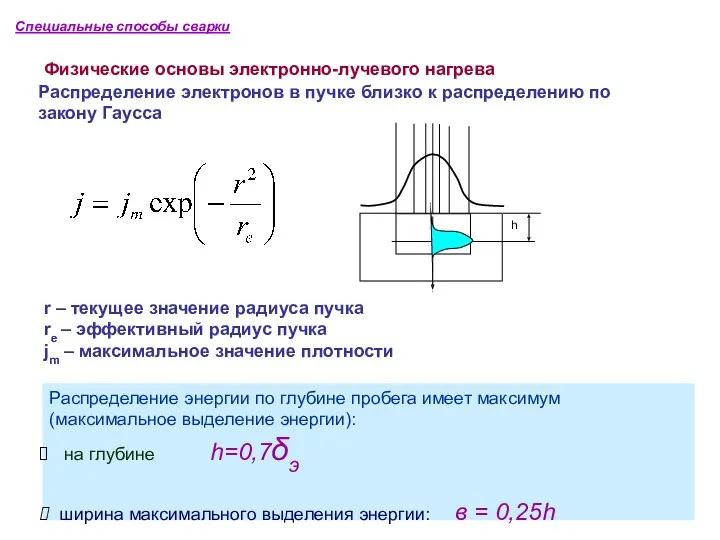
Распределение электронов в пучке близко к распределению по закону Гаусса
r –
Распределение электронов в пучке близко к распределению по закону Гаусса
r –
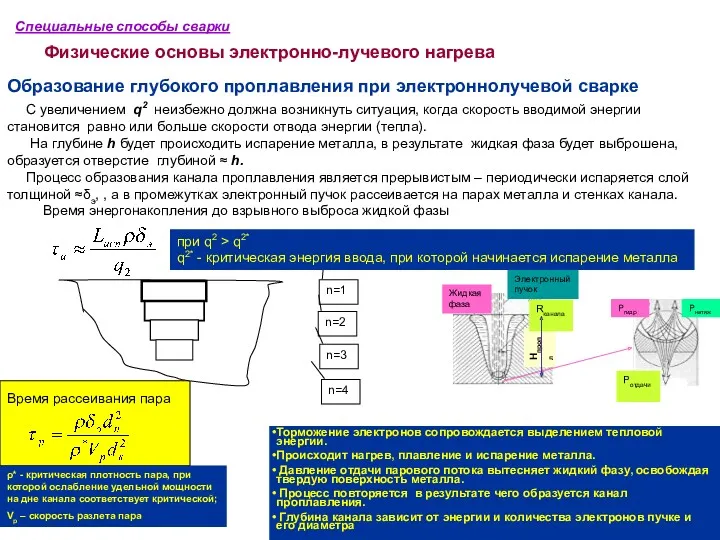
Образование глубокого проплавления при электроннолучевой сварке
С увеличением q2 неизбежно должна
Образование глубокого проплавления при электроннолучевой сварке С увеличением q2 неизбежно должна
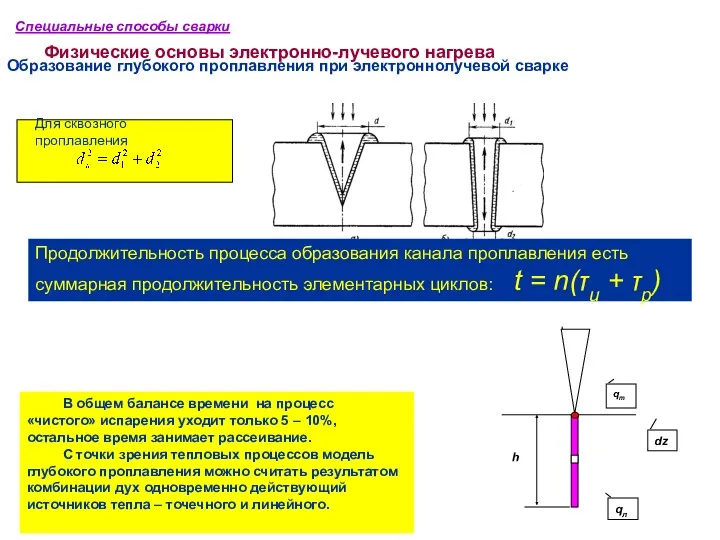
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Продолжительность
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Продолжительность
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Для
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Для
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
С
Образование глубокого проплавления при электроннолучевой сварке
Специальные способы сварки
Физические основы электронно-лучевого нагрева
С
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Тепловой баланс при электронно-лучевом нагреве:
Q =
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Тепловой баланс при электронно-лучевом нагреве:
Q =
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Остальная мощность тратится на нагрев объема
Специальные способы сварки
Физические основы электронно-лучевого нагрева
Остальная мощность тратится на нагрев объема




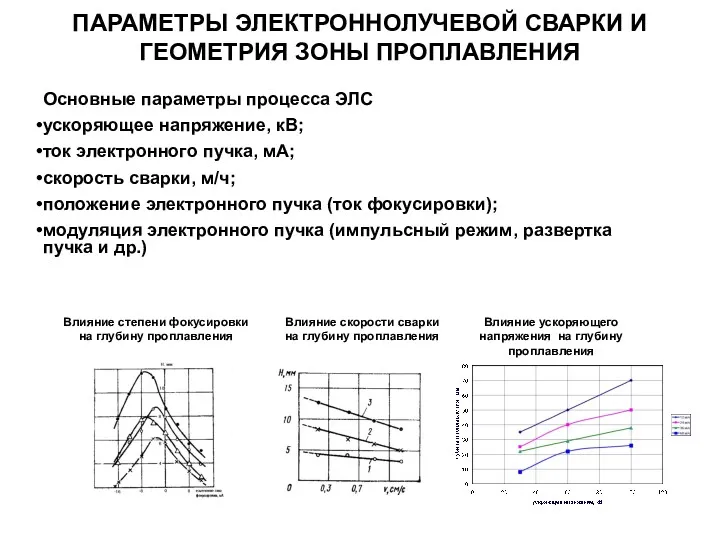
ПАРАМЕТРЫ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ И ГЕОМЕТРИЯ ЗОНЫ ПРОПЛАВЛЕНИЯ
Основные параметры процесса ЭЛС
ускоряющее напряжение,
ПАРАМЕТРЫ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ И ГЕОМЕТРИЯ ЗОНЫ ПРОПЛАВЛЕНИЯ
Основные параметры процесса ЭЛС
ускоряющее напряжение,
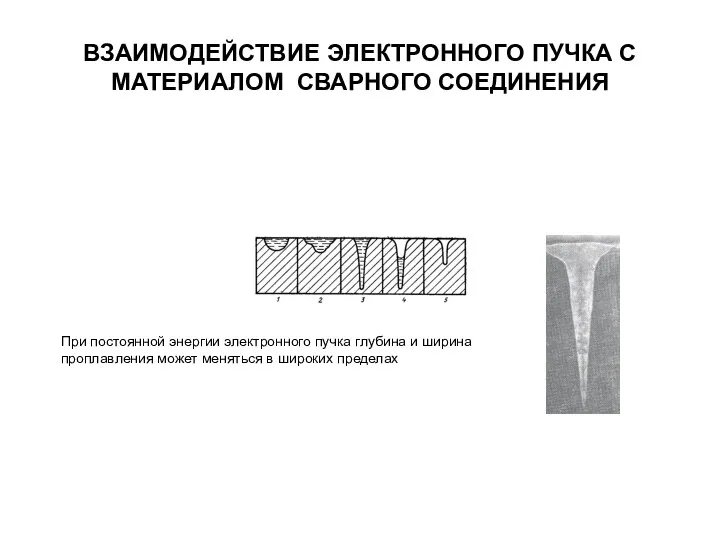
ВЗАИМОДЕЙСТВИЕ ЭЛЕКТРОННОГО ПУЧКА С МАТЕРИАЛОМ СВАРНОГО СОЕДИНЕНИЯ
При постоянной энергии электронного пучка
ВЗАИМОДЕЙСТВИЕ ЭЛЕКТРОННОГО ПУЧКА С МАТЕРИАЛОМ СВАРНОГО СОЕДИНЕНИЯ
При постоянной энергии электронного пучка
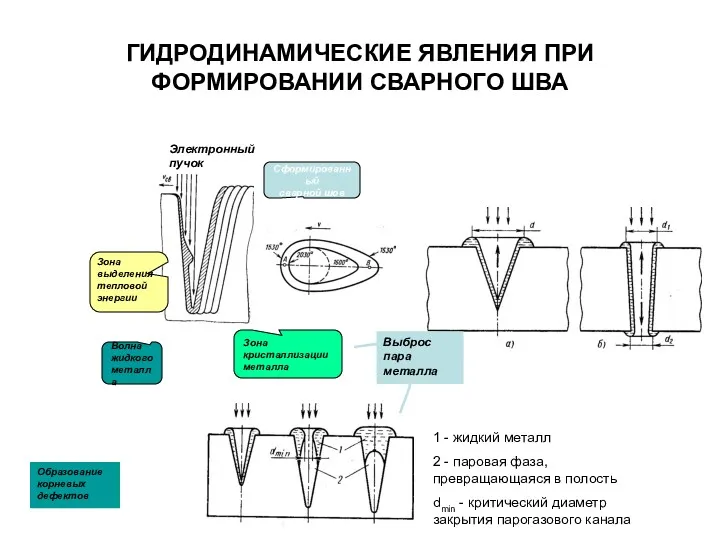
ГИДРОДИНАМИЧЕСКИЕ ЯВЛЕНИЯ ПРИ ФОРМИРОВАНИИ СВАРНОГО ШВА
Волна
жидкого
металла
Зона
кристаллизации
металла
Сформированный
сварной шов
Выброс
ГИДРОДИНАМИЧЕСКИЕ ЯВЛЕНИЯ ПРИ ФОРМИРОВАНИИ СВАРНОГО ШВА
Волна
жидкого
металла
Зона
кристаллизации
металла
Сформированный
сварной шов
Выброс
 Презентация Электричество вокруг нас.(подготовительная группа0
Презентация Электричество вокруг нас.(подготовительная группа0 Вибрация и действие вибрации на организм человек
Вибрация и действие вибрации на организм человек 23 февраля
23 февраля Урок - презентация для 3 класса Учусь читать дорожные знаки
Урок - презентация для 3 класса Учусь читать дорожные знаки Красная книга Челябинской области
Красная книга Челябинской области Презентация Классный калейдоскоп
Презентация Классный калейдоскоп Массивы (Turbo Pascal)
Массивы (Turbo Pascal) Литературное чтение
Литературное чтение Этапы развития реакции горя при утрате близких. Правила проведения психотерапии
Этапы развития реакции горя при утрате близких. Правила проведения психотерапии Solar energy. Strengths
Solar energy. Strengths Жизнь города. Санкт-Петербург
Жизнь города. Санкт-Петербург Классификация веществ и методов очистки
Классификация веществ и методов очистки Видеоконтроллеры
Видеоконтроллеры Отношения детей дошкольного возраста к педагогу в группе детского сада
Отношения детей дошкольного возраста к педагогу в группе детского сада Метаболизм нуклеотидов
Метаболизм нуклеотидов Животноводство
Животноводство Общие правила транспортировки пострадавшего
Общие правила транспортировки пострадавшего Бегущие волны. Вторичные параметры
Бегущие волны. Вторичные параметры Психологическое здоровье дошкольников
Психологическое здоровье дошкольников Конкурсная работа Гид по Набережным Челнам
Конкурсная работа Гид по Набережным Челнам Мейоз. Образование половых клеток и оплодотворение
Мейоз. Образование половых клеток и оплодотворение Геометрия для малышей Знакомство с геометрической объемной фигурой -куб
Геометрия для малышей Знакомство с геометрической объемной фигурой -куб Добыча алмаза в Якутии
Добыча алмаза в Якутии Fundamentals of Petroleum Engineering
Fundamentals of Petroleum Engineering Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов
Архетипы коллективного бессознательного. Сознание и бессознательное. Время и его восприятие. Классификация архетипов Средние величины
Средние величины Оценка и корректировка сроков технического обслуживания
Оценка и корректировка сроков технического обслуживания Опера М.И.Глинки Жизнь за царя Иван Сусанин…
Опера М.И.Глинки Жизнь за царя Иван Сусанин…