Станки Clamshell серий MS и HD для механической резки и обработки кромок труб под сварку презентация
- Станки Clamshell серий MS и HD для механической резки и обработки кромок труб под сварку

Содержание
- 2. Групповое занятие: «Станки «CLAMSHELL» серий HD и MS для механической резки и обработки кромок труб под
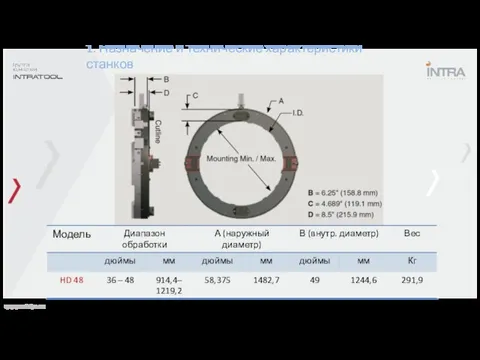
- 3. Вопрос 1: Назначение и технические характеристики станков «CLAMSHELL» серий HD и MS
- 4. 1. Назначение и технические характеристики станков Станки Clamshell с наружным базированием предназначены для резки труб и
- 5. 1. Назначение и технические характеристики станков Серия станков MS является отличным сочетанием мощности и компактности. Эти
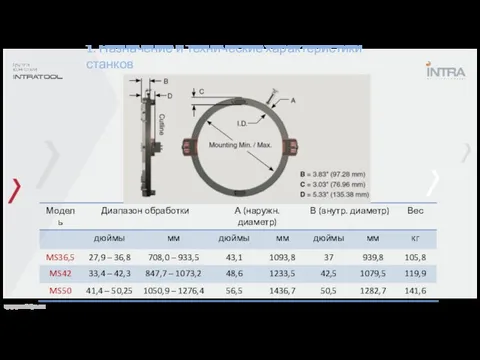
- 6. 1. Назначение и технические характеристики станков Серия станков HD разработаны для обработки труб больших диаметров в
- 7. 1. Назначение и технические характеристики станков Станки Clamshell серий MS и HD могут выполнять следующие операции:
- 8. 1. Назначение и технические характеристики станков
- 9. 1. Назначение и технические характеристики станков
- 10. Вопрос 2: Устройство станков «CLAMSHELL» серий HD и MS
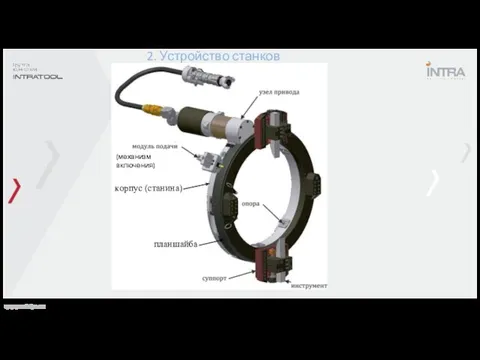
- 11. 2. Устройство станков Станки Clamshell серий MS и HD с наружным базированием для резки труб и
- 12. 2. Устройство станков корпус (станина) планшайба (механизм включения)
- 13. Корпус (станина)
- 14. 2. Устройство станков Корпус (станина) предназначен для фиксации станка на трубе, а также является несущей конструкцией
- 15. 2. Устройство станков Разъёмная конструкция (из полуколец) обеспечивает быструю и лёгкую установку на трубопроводе. В полукольцах
- 16. 2. Устройство станков Корпус имеет: отверстия для установки эксцентриков роликовых подшипников (1), отверстия под базовые подкладки
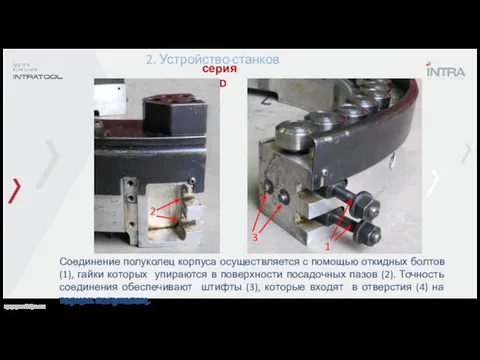
- 17. 2. Устройство станков Соединение полуколец корпуса осуществляется с помощью откидных болтов (1), гайки которых упираются в
- 18. 2. Устройство станков Соединение полуколец корпуса осуществляется с помощью откидных болтов (1), гайки которых упираются в
- 19. 2. Устройство станков В отверстия в корпусе станка устанавливаются эксцентрики (1) в которые вкручиваются прецизионные подшипники
- 20. 2. Устройство станков В эксцентрики вкручиваются прецизионные подшипники, на ролики которых опирается планшайба. Эксцентрики позволяют регулировать
- 21. 2. Устройство станков На ролики подшипников опирается планшайба. Эксцентрики позволяют регулировать положение роликов для компенсации осевого
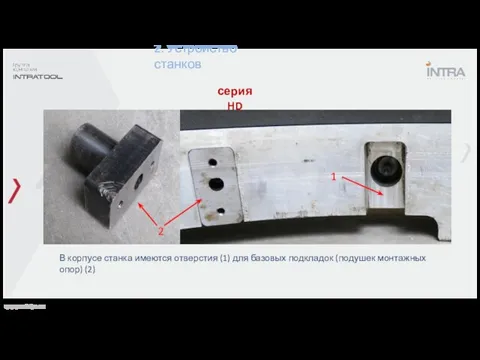
- 22. 2. Устройство станков В корпусе станка имеются отверстия (1) для базовых подкладок (подушек монтажных опор) (2)
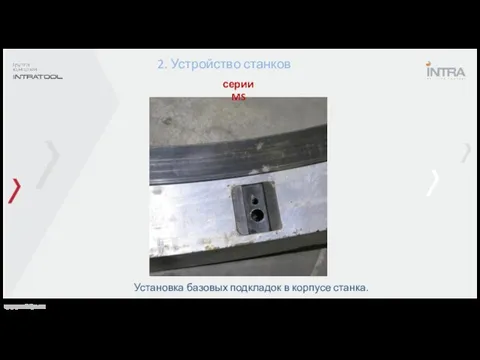
- 23. 2. Устройство станков Установка базовых подкладок в корпусе станка. серии MS
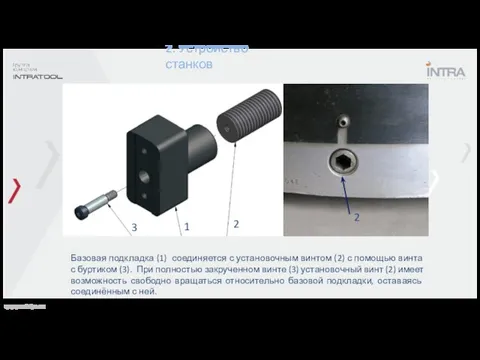
- 24. 2. Устройство станков Базовая подкладка (1) соединяется с установочным винтом (2) с помощью винта с буртиком
- 25. 2. Устройство станков Установочный винт (2) вкручивается в корпус (4) станка с наружной стороны. Базовая подкладка
- 26. 2. Устройство станков Для работы на трубах различных диаметров, в комплект станка входят монтажные подкладки нескольких
- 27. 2. Устройство станков Монтажные подкладки крепятся к базовым подкладкам винтом. Штифт на посадочной стороне монтажной подкладки
- 28. Планшайба
- 29. 2. Устройство станков Планшайба – ведомая шестерня планетарного механизма. Вращается вокруг корпуса за счёт передачи крутящего
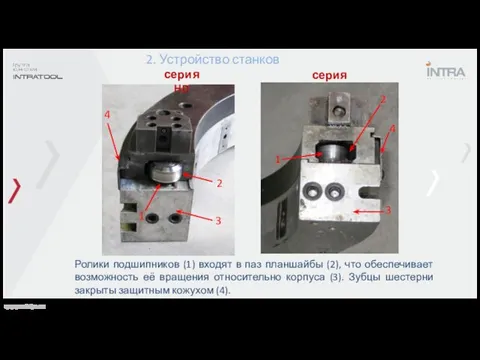
- 30. 2. Устройство станков Ролики подшипников (1) входят в паз планшайбы (2), что обеспечивает возможность её вращения
- 31. 2. Устройство станков В районе торцов полуколец к планшайбе привинчены соединительные замки. Шип замка одного полукольца
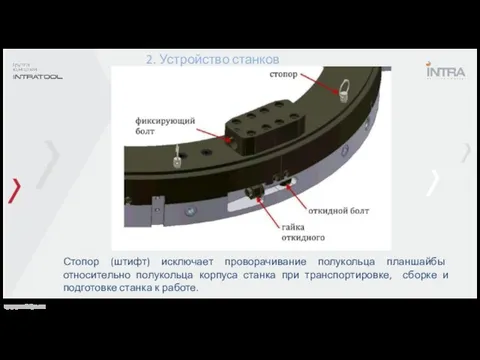
- 32. 2. Устройство станков Стопор (штифт) исключает проворачивание полукольца планшайбы относительно полукольца корпуса станка при транспортировке, сборке
- 33. 2. Устройство станков На планшайбе расположены смотровые отверстия (1) для осмотра состояния подшипников (2). В рабочем
- 34. 2. Устройство станков На планшайбе расположены монтажные отверстия для крепления суппортов (резцедержателей). Суппорты крепятся к планшайбе
- 35. Суппорты
- 36. 2. Устройство станков Суппорты (резцедержатели) крепятся к планшайбе винтами через основание. Предназначены для фиксации режущего инструмента
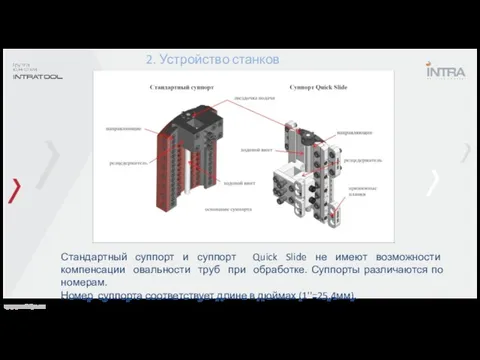
- 37. 2. Устройство станков Стандартный суппорт и суппорт Quick Slide не имеют возможности компенсации овальности труб при
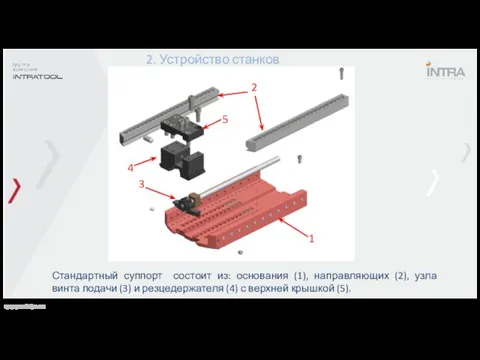
- 38. 2. Устройство станков Стандартный суппорт состоит из: основания (1), направляющих (2), узла винта подачи (3) и
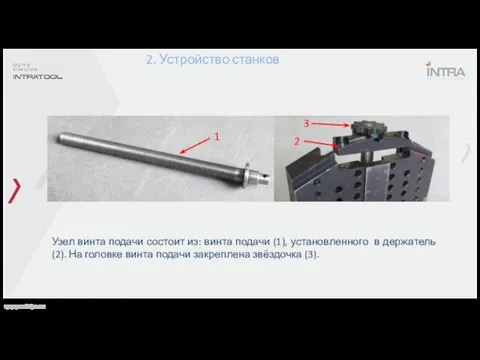
- 39. 2. Устройство станков Узел винта подачи состоит из: винта подачи (1), установленного в держатель (2). На
- 40. 2. Устройство станков На винт подачи накручен бронзовый ползун (1), Одна половина ползуна вставлена в паз
- 41. 2. Устройство станков Винт подачи имеет дюймовую резьбу с шагом 0,87 мм. На головку винта уста-навливается
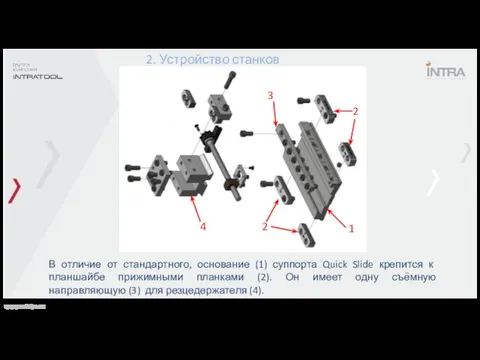
- 42. 2. Устройство станков В отличие от стандартного, основание (1) суппорта Quick Slide крепится к планшайбе прижимными
- 43. 2. Устройство станков Суппорт с модулем компенсации овальности OORS (Out Of Round System) необходимо применять при
- 44. 2. Устройство станков Составные части суппорта с модулем компенсации овальности OORS
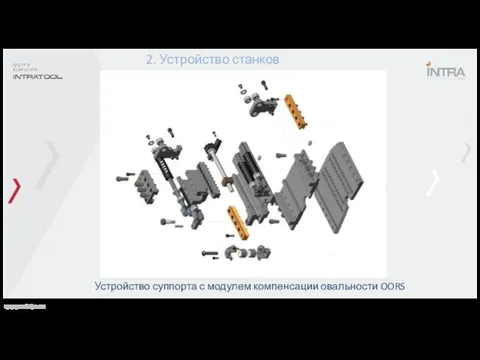
- 45. 2. Устройство станков Устройство суппорта с модулем компенсации овальности OORS
- 46. Модуль подачи (механизм включения)
- 47. 2. Устройство станков Модуль подачи (механизм включения) крепится к корпусу станка.
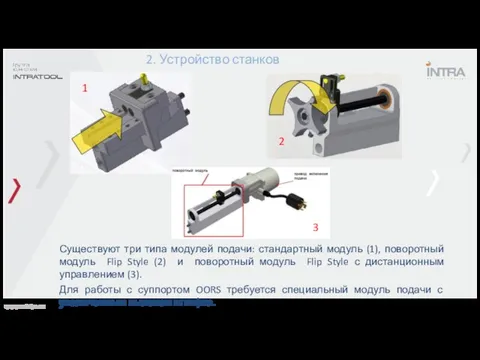
- 48. 2. Устройство станков Существуют три типа модулей подачи: стандартный модуль (1), поворотный модуль Flip Style (2)
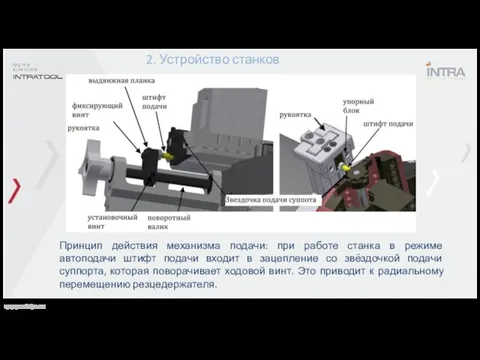
- 49. 2. Устройство станков Принцип действия механизма подачи: при работе станка в режиме автоподачи штифт подачи входит
- 50. 2. Устройство станков Стандартные модули различаются по количеству отверстий: 7, 9 или 13 и, соответственно, имеют
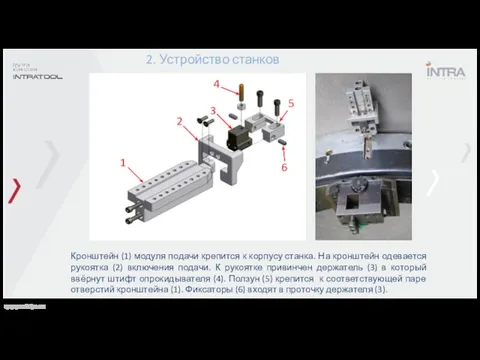
- 51. 2. Устройство станков Стандартный модуль подачи состоит из: кронштейна (1), рукоятки (2), держателя(3), штифта опрокидывателя (4),
- 52. 2. Устройство станков Кронштейн (1) модуля подачи крепится к корпусу станка. На кронштейн одевается рукоятка (2)
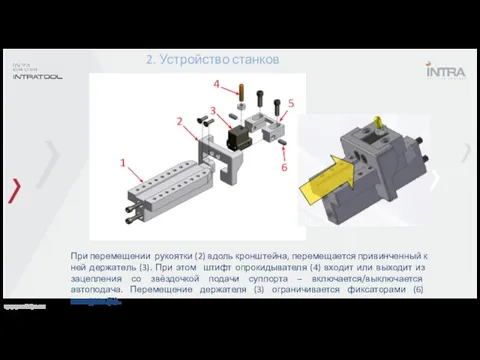
- 53. 2. Устройство станков При перемещении рукоятки (2) вдоль кронштейна, перемещается привинченный к ней держатель (3). При
- 54. 2. Устройство станков В кронштейне (1) поворотного модуля Flip Style и поворотного модуля Flip Style с
- 55. Дополнительная оснастка
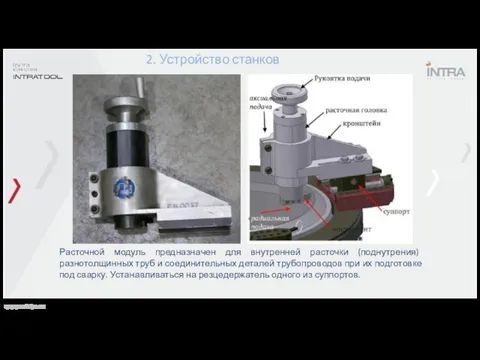
- 56. 2. Устройство станков По договору станки Clamshell серий MS и HD могут дополнительно комплектоваться: расточным модулем
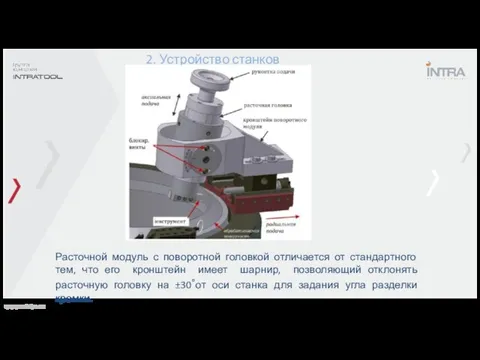
- 57. 2. Устройство станков Расточной модуль предназначен для внутренней расточки (поднутрения) разнотолщинных труб и соединительных деталей трубопроводов
- 58. 2. Устройство станков Аксиальная подача резца осуществляется вручную поворотом рукоятки подачи. Радиальная подача происходит в автоматическом
- 59. 2. Устройство станков Расточной модуль с поворотной головкой отличается от стандартного тем, что его кронштейн имеет
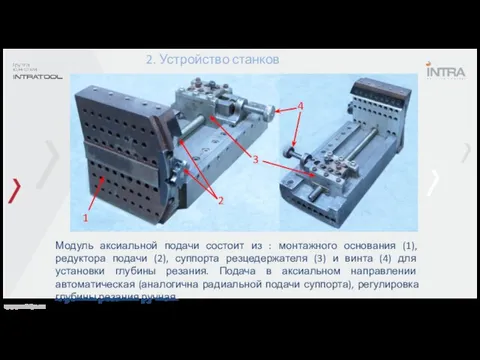
- 60. 2. Устройство станков Модуль аксиальной подачи предназначен для проточки по наружному диаметру трубы (обнижение). Монтируется вместо
- 61. 2. Устройство станков Модуль аксиальной подачи состоит из : монтажного основания (1), редуктора подачи (2), суппорта
- 62. 2. Устройство станков Штанга для обработки уплотнительных поверхностей фланцев применяется для: проточки уплотнительных поверхностей большой ширины,
- 63. Приводы
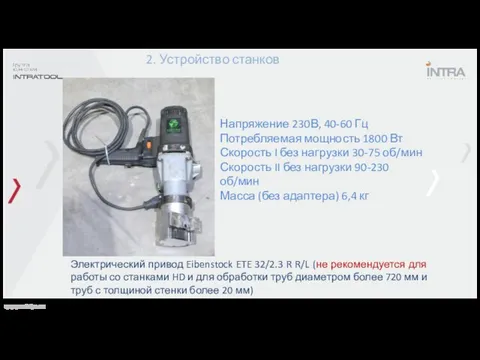
- 64. 2. Устройство станков Станки Clamshell серий MS и HD могут комплектоваться пневматическим или гидравлическим приводом. В
- 65. 2. Устройство станков Электрический привод Eibenstock ETE 32/2.3 R R/L (не рекомендуется для работы со станками
- 66. 2. Устройство станков
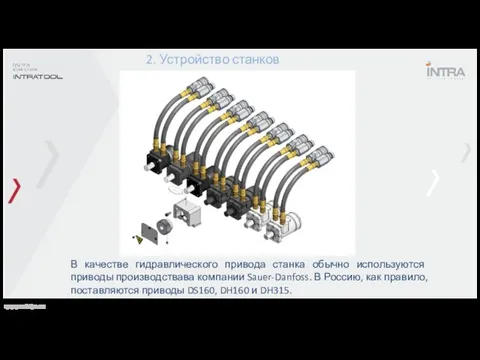
- 67. 2. Устройство станков В качестве гидравлического привода станка обычно используются приводы производствава компании Sauer-Danfoss. В Россию,
- 68. 2. Устройство станков
- 69. 2. Устройство станков Гидравлические станции с электроприводом серии НРР предназначены для преобразования механической энергии двигателя в
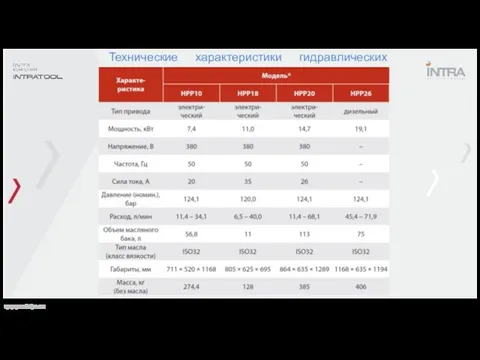
- 70. Технические характеристики гидравлических станций
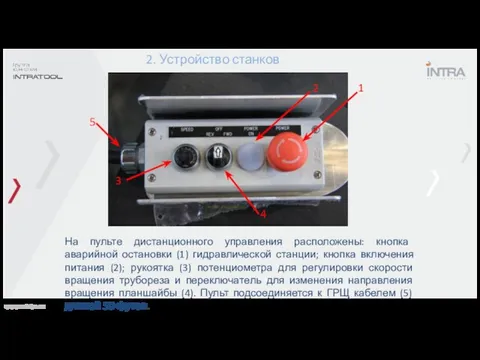
- 71. 2. Устройство станков Гидравлическая станциия НРР20 состоит из: рамы (1), сделанной из квадратной стальной трубы размером
- 72. 2. Устройство станков На пульте дистанционного управления расположены: кнопка аварийной остановки (1) гидравлической станции; кнопка включения
- 73. Резцы
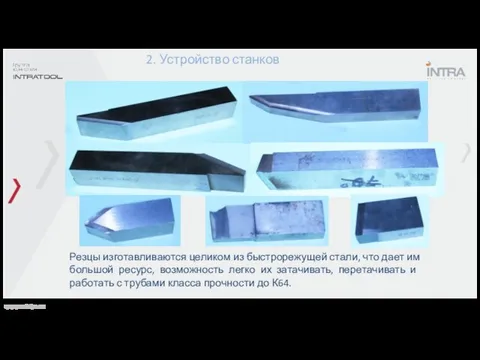
- 74. 2. Устройство станков Резцы изготавливаются целиком из быстрорежущей стали, что дает им большой ресурс, возможность легко
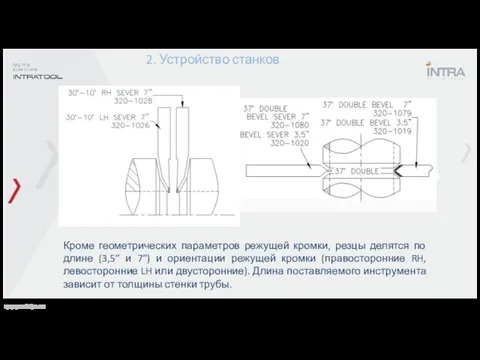
- 75. 2. Устройство станков Кроме геометрических параметров режущей кромки, резцы делятся по длине (3,5” и 7”) и
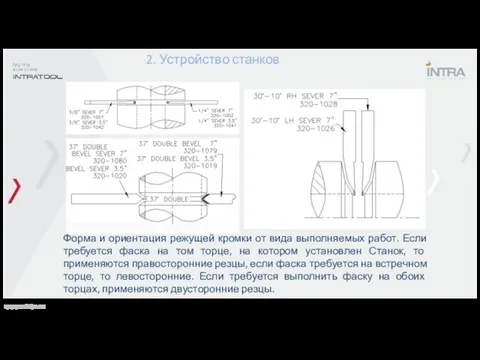
- 76. 2. Устройство станков Форма и ориентация режущей кромки от вида выполняемых работ. Если требуется фаска на
- 77. Вопрос 3: Техническое обслуживание станков
- 78. 3. Техническое обслуживание станков После завершения работ визуально проверить станок на предмет повреждений, износа и загрязнений.
- 79. Регулировка роликовых подшипников
- 80. 3. Техническое обслуживание станков Роликовые подшипники нуждаются в периодической регулировке и техническом обслуживании. Для определения необходимости
- 81. 3. Техническое обслуживание станков Второй способ – сенсорный. Прокручивая планшайбу вручную, опре-деляются точки, где присутствует наибольшее
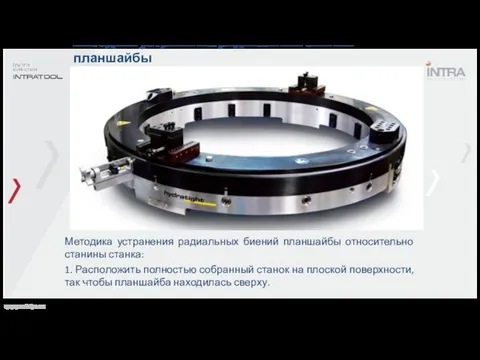
- 82. Методика устранения радиальных биений планшайбы Методика устранения радиальных биений планшайбы относительно станины станка: 1. Расположить полностью
- 83. Методика устранения радиальных биений планшайбы 2. Извлечь стопора для обеспечения свободного вращения планшайбы на корпусе. стопор
- 84. Методика устранения радиальных биений планшайбы 3. Снять четыре заглушки (1) со смотровых отверстий (2) на планшайбе.
- 85. Методика устранения радиальных биений планшайбы 4. Снять защитный кожух (1) зубчатого венца планшайбы со cтанины. 1
- 86. Методика устранения радиальных биений планшайбы 5. Снять наружные установочные винты и ослабить эксцентриковые винты.
- 87. Методика устранения радиальных биений планшайбы 6. Начиная с линии разъема (1), поворачивать зубчатое колесо до тех
- 88. Методика устранения радиальных биений планшайбы 7. Через смотровое отверстие (1) вставить ключ-шестигранник в верхнюю часть внутреннего
- 89. Методика устранения радиальных биений планшайбы 8. Затянуть эксцентриковый винт, чтобы заблокировать подшипник на месте.
- 90. Методика устранения радиальных биений планшайбы 9. Через смотровое отверстие (1) вставить ключ-шестигранник в верхнюю часть наружного
- 91. Методика устранения радиальных биений планшайбы 10. Затянуть эксцентриковый винт, чтобы заблокировать подшипник на месте.
- 92. Методика устранения радиальных биений планшайбы 11. Повторить процедуру, описанную в пунктах 7 – 10 для подшипников,
- 93. Методика устранения радиальных биений планшайбы 12. Повторить процедуру, описанную в пунктах 7 – 11 до тех
- 94. Методика устранения радиальных биений планшайбы 13. Запустить станок на медленных оборотах. 14. Глядя через смотровые отверстия,
- 95. Регулировка стандартных суппортов
- 96. Регулировка стандартных суппортов Зазор между направляющими (1) суппортов и основанием резцедержателя (2), возникающий в процессе эксплуатации,
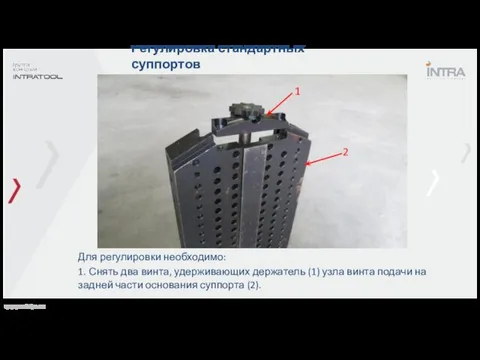
- 97. Регулировка стандартных суппортов Для регулировки необходимо: 1. Снять два винта, удерживающих держатель (1) узла винта подачи
- 98. Регулировка стандартных суппортов 2. Извлечь резцедержатель путём вытягивания его за кронштейн узла винта подачи (1). 1
- 99. Регулировка стандартных суппортов 3. Извлечь бронзовый ползун (1) из выемки основания резцедержателя (2), выкрутить из ползуна
- 100. Регулировка стандартных суппортов 4. Осмотреть состояние сопрягаемых поверхностей основания резцедержателя (1) и направляющих суппорта (2). При
- 101. Регулировка стандартных суппортов 5. Поместить резец в резцедержатель и затянуть. Выполнять регулировку прижимных планок необходимо при
- 102. Регулировка стандартных суппортов 6. Плавно вручную перемещая блок резцедержателя в суппорте вверх и вниз, выполнять регулировку
- 103. Регулировка стандартных суппортов 7. Извлечь резцедержатель, установить в его паз ползун узла винта подачи. Вставить резцедержатель
- 104. Вопрос 4: Рекомендации по эксплуатации станков
- 105. 4. Рекомендации по эксплуатация станков Для осуществления наблюдения за работой Станка достаточно одного человека. Оператору Станка
- 106. 4. Рекомендации по эксплуатация станков В ходе работы оператор обязан: 1. Следить за правильной работой механизмов
- 107. 4. Рекомендации по эксплуатация станков Операции по резке труб, формированию фаски и расточке необходимо выполнять в
- 108. 4. Рекомендации по эксплуатация станков При работе на Станке обращайте внимание на цвет стружки, её форму
- 109. 4. Рекомендации по эксплуатация станков Если стружка приобретает цвет от темно-желтого до темно-синего, это говорит о
- 110. 4. Рекомендации по эксплуатация станков Золотистая стружка скалывания образуется при высокой частота вращения планшайбы. Необходимые действия:
- 111. 4. Рекомендации по эксплуатация станков Синяя стружка скалывания образуется при чрезмерно высокой частота вращения планшайбы. Необходимые
- 112. 4. Рекомендации по эксплуатация станков Стружка надлома и волнистая поверхность реза (дробление) образуются при малой глубине
- 113. 4. Рекомендации по эксплуатация станков Резка трубы производится двумя отрезными резцами. Подача подрезного резца с узкой
- 114. 4. Рекомендации по эксплуатация станков
- 115. 4. Рекомендации по эксплуатация станков Врезание лучше проводить на пониженной скорости, пока инструмент не прорежет корку
- 116. 4. Рекомендации по эксплуатация станков Контролировать глубину подачи резцов до начала резки. В случае опережения/запаздывания подачи
- 117. 4. Рекомендации по эксплуатация станков Если в ходе работы требуется остановить станок и отвести резцы, то
- 118. 4. Рекомендации по эксплуатация станков Момент прорезания трубы может быть определен по характерному звуку, а так
- 119. 4. Рекомендации по эксплуатация станков
- 120. 4. Рекомендации по эксплуатация станков Время резки рассчитывается при условии постоянно включенной подачи и постоянной частоты
- 121. 4. Рекомендации по эксплуатация станков Не рекомендуется останавливать станок сразу после отрыва отрезаемой части, так как
- 122. Вопрос 5: Правила безопасности при выполнении работ
- 123. 5. Правила безопасности при выполнении работ Допуск персонала к работе на станках CLAMSHELL для механической резки
- 124. 5. Правила безопасности при выполнении работ Персонал, обслуживающий станок, обязан: - соблюдать требования руководств по эксплуатации;
- 125. 5. Правила безопасности при выполнении работ Персонал, обслуживающий станок, должен: - быть обучен способам и методам
- 126. 5. Правила безопасности при выполнении работ Для монтажа/демонтажа станка на трубопроводе требуется не менее двух человек.
- 127. 5. Правила безопасности при выполнении работ Правила техники безопасности при работе с металлообрабатывающим оборудованием
- 128. 5. Правила безопасности при выполнении работ При выполнении работ всегда использовать средства индивидуальной защиты: защитные очки,
- 129. 5. Правила безопасности при выполнении работ Лица, одетые в свободную одежду, с длинными волосами и незащищенными
- 130. 5. Правила безопасности при выполнении работ Содержите рабочее место в чистоте. Для удаления стружки с обрабатываемой
- 131. 5. Правила безопасности при выполнении работ Обеспечьте необходимое рабочее прос-транство вокруг обрабатываемой детали, прежде чем устанавливать
- 132. 5. Правила безопасности при выполнении работ Обеспечьте необходимое рабочее прос-транство вокруг обрабатываемой детали, прежде чем устанавливать
- 133. 5. Правила безопасности при выполнении работ Обеспечьте необходимое рабочее прос-транство вокруг обрабатываемой детали, прежде чем устанавливать
- 134. 5. Правила безопасности при выполнении работ Перед установкой станка на трубопровод (обрабатываемую деталь) убедиться в том,
- 135. 5. Правила безопасности при выполнении работ Перед подключением источника питания к приводу станка убедиться в том,
- 136. 5. Правила безопасности при выполнении работ Во время работы станка руки должны находиться на безопасном расстоянии!
- 137. 5. Правила безопасности при выполнении работ Во время работы станка руки должны находиться на безопасном расстоянии!
- 138. 5. Правила безопасности при выполнении работ Запрещается перемещать или переустанавливать станок без предварительного отключения питания от
- 139. 5. Правила безопасности при выполнении работ Станок должен проходить ежегодное техни-ческое обслуживание силами эксплуатирующей организации в
- 140. 5. Правила безопасности при выполнении работ Станок должен проходить ежегодное техни-ческое обслуживание силами эксплуатирующей организации в
- 141. 5. Правила безопасности при выполнении работ Перед пуском убедитесь, что все сборочные единицы станка защищены от
- 142. 5. Правила безопасности при выполнении работ Правила техники безопасности при работе с пневматическим оборудованием
- 143. 5. Правила безопасности при выполнении работ Перед пуском станка убедитесь, что пневматический клапан работает нормально. Если
- 144. 5. Правила безопасности при выполнении работ В случае остановки станка с пневматическим приводом рукоятка шарового крана
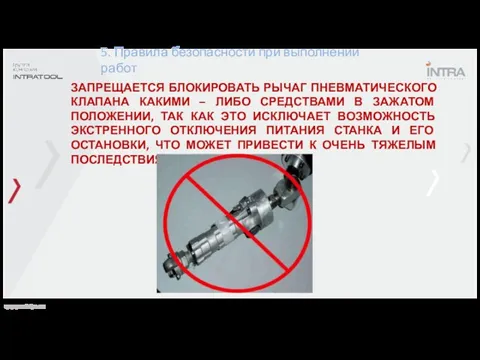
- 145. 5. Правила безопасности при выполнении работ ЗАПРЕЩАЕТСЯ БЛОКИРОВАТЬ РЫЧАГ ПНЕВМАТИЧЕСКОГО КЛАПАНА КАКИМИ – ЛИБО СРЕДСТВАМИ В
- 146. 5. Правила безопасности при выполнении работ Правила техники безопасности при работе с гидравлическим оборудованием
- 147. 5. Правила безопасности при выполнении работ Запрещено осуществлять эксплуатацию гидростанции в состоянии усталости, а также под
- 148. 5. Правила безопасности при выполнении работ Запрещено осуществлять эксплуатацию гидростанции в состоянии усталости, а также под
- 149. 5. Правила безопасности при выполнении работ Перед каждым использованием произведите внешний осмотр всего оборудования на наличие
- 150. 5. Правила безопасности при выполнении работ Перед каждым использованием произведите внешний осмотр всего оборудования на наличие
- 151. 5. Правила безопасности при выполнении работ Всё используемое оборудование должно быть предназначено для рабочего давления 124bar
- 152. 5. Правила безопасности при выполнении работ Всё используемое оборудование должно быть предназначено для рабочего давления 124bar
- 153. 5. Правила безопасности при выполнении работ Превышение максимального давления может стать причиной повреждения оборудования и травм.
- 154. 5. Правила безопасности при выполнении работ Убедитесь, что все компоненты системы защищены от возможности получения внешних
- 155. 5. Правила безопасности при выполнении работ Используйте специальное электрообору-дование для избежания скачков напряжения. Этим Вы предотвратите
- 156. 5. Правила безопасности при выполнении работ Убедитесь, что все шланги высокого давления находятся в хорошем состоянии
- 157. 5. Правила безопасности при выполнении работ Гидравлическая станция должна проходить ежегодное сервисное обслуживание в уполномоченном сервис
- 158. 5. Правила безопасности при выполнении работ Гидравлическое масло следует менять через каждые 500 рабочих часов.
- 159. 5. Правила безопасности при выполнении работ Гидравлическое масло следует менять через каждые 500 рабочих часов. Используйте
- 160. 5. Правила безопасности при выполнении работ Гидравлическое масло следует менять через каждые 500 рабочих часов. Используйте
- 162. Скачать презентацию
Групповое занятие: «Станки «CLAMSHELL» серий HD и MS для механической
Групповое занятие: «Станки «CLAMSHELL» серий HD и MS для механической
Вопрос 1:
Назначение и технические характеристики станков «CLAMSHELL» серий HD и
Вопрос 1:
Назначение и технические характеристики станков «CLAMSHELL» серий HD и

1. Назначение и технические характеристики станков
Станки Clamshell с наружным базированием
1. Назначение и технические характеристики станков
Станки Clamshell с наружным базированием

1. Назначение и технические характеристики станков
Серия станков MS является отличным
1. Назначение и технические характеристики станков
Серия станков MS является отличным

1. Назначение и технические характеристики станков
Серия станков HD разработаны для
1. Назначение и технические характеристики станков
Серия станков HD разработаны для
1. Назначение и технические характеристики станков
Станки Clamshell серий MS и
1. Назначение и технические характеристики станков
Станки Clamshell серий MS и
1. Назначение и технические характеристики станков
1. Назначение и технические характеристики станков
1. Назначение и технические характеристики станков
1. Назначение и технические характеристики станков
Вопрос 2:
Устройство станков «CLAMSHELL» серий HD и MS
Вопрос 2:
Устройство станков «CLAMSHELL» серий HD и MS

2. Устройство станков
Станки Clamshell серий MS и HD с наружным
2. Устройство станков
Станки Clamshell серий MS и HD с наружным
2. Устройство станков
корпус (станина)
планшайба
(механизм включения)
2. Устройство станков
корпус (станина)
планшайба
(механизм включения)
Корпус (станина)
Корпус (станина)

2. Устройство станков
Корпус (станина) предназначен для фиксации станка на трубе,
2. Устройство станков
Корпус (станина) предназначен для фиксации станка на трубе,

2. Устройство станков
Разъёмная конструкция (из полуколец) обеспечивает быструю и лёгкую
2. Устройство станков
Разъёмная конструкция (из полуколец) обеспечивает быструю и лёгкую

2. Устройство станков
Корпус имеет: отверстия для установки эксцентриков роликовых подшипников
2. Устройство станков
Корпус имеет: отверстия для установки эксцентриков роликовых подшипников
2. Устройство станков
Соединение полуколец корпуса осуществляется с помощью откидных болтов
2. Устройство станков
Соединение полуколец корпуса осуществляется с помощью откидных болтов

2. Устройство станков
Соединение полуколец корпуса осуществляется с помощью откидных болтов
2. Устройство станков
Соединение полуколец корпуса осуществляется с помощью откидных болтов

2. Устройство станков
В отверстия в корпусе станка устанавливаются эксцентрики (1)
2. Устройство станков
В отверстия в корпусе станка устанавливаются эксцентрики (1)

2. Устройство станков
В эксцентрики вкручиваются прецизионные подшипники, на ролики которых
2. Устройство станков
В эксцентрики вкручиваются прецизионные подшипники, на ролики которых

2. Устройство станков
На ролики подшипников опирается планшайба. Эксцентрики позволяют регулировать
2. Устройство станков
На ролики подшипников опирается планшайба. Эксцентрики позволяют регулировать
2. Устройство станков
В корпусе станка имеются отверстия (1) для базовых
2. Устройство станков
В корпусе станка имеются отверстия (1) для базовых
2. Устройство станков
Установка базовых подкладок в корпусе станка.
серии MS
2. Устройство станков
Установка базовых подкладок в корпусе станка.
серии MS
2. Устройство станков
Базовая подкладка (1) соединяется с установочным винтом (2)
2. Устройство станков
Базовая подкладка (1) соединяется с установочным винтом (2)

2. Устройство станков
Установочный винт (2) вкручивается в корпус (4) станка
2. Устройство станков
Установочный винт (2) вкручивается в корпус (4) станка

2. Устройство станков
Для работы на трубах различных диаметров, в комплект
2. Устройство станков
Для работы на трубах различных диаметров, в комплект

2. Устройство станков
Монтажные подкладки крепятся к базовым подкладкам винтом. Штифт
2. Устройство станков
Монтажные подкладки крепятся к базовым подкладкам винтом. Штифт
Планшайба
Планшайба

2. Устройство станков
Планшайба – ведомая шестерня планетарного механизма. Вращается вокруг
2. Устройство станков
Планшайба – ведомая шестерня планетарного механизма. Вращается вокруг
2. Устройство станков
Ролики подшипников (1) входят в паз планшайбы (2),
2. Устройство станков
Ролики подшипников (1) входят в паз планшайбы (2),

2. Устройство станков
В районе торцов полуколец к планшайбе привинчены соединительные
2. Устройство станков
В районе торцов полуколец к планшайбе привинчены соединительные
2. Устройство станков
Стопор (штифт) исключает проворачивание полукольца планшайбы относительно полукольца
2. Устройство станков
Стопор (штифт) исключает проворачивание полукольца планшайбы относительно полукольца

2. Устройство станков
На планшайбе расположены смотровые отверстия (1) для осмотра
2. Устройство станков
На планшайбе расположены смотровые отверстия (1) для осмотра

2. Устройство станков
На планшайбе расположены монтажные отверстия для крепления суппортов
2. Устройство станков
На планшайбе расположены монтажные отверстия для крепления суппортов
Суппорты
Суппорты

2. Устройство станков
Суппорты (резцедержатели) крепятся к планшайбе винтами через основание.
2. Устройство станков
Суппорты (резцедержатели) крепятся к планшайбе винтами через основание.
2. Устройство станков
Стандартный суппорт и суппорт Quick Slide не имеют
2. Устройство станков
Стандартный суппорт и суппорт Quick Slide не имеют
2. Устройство станков
Стандартный суппорт состоит из: основания (1), направляющих (2),
2. Устройство станков
Стандартный суппорт состоит из: основания (1), направляющих (2),
2. Устройство станков
Узел винта подачи состоит из: винта подачи (1),
2. Устройство станков
Узел винта подачи состоит из: винта подачи (1),

2. Устройство станков
На винт подачи накручен бронзовый ползун (1), Одна
2. Устройство станков
На винт подачи накручен бронзовый ползун (1), Одна

2. Устройство станков
Винт подачи имеет дюймовую резьбу с шагом 0,87
2. Устройство станков
Винт подачи имеет дюймовую резьбу с шагом 0,87
2. Устройство станков
В отличие от стандартного, основание (1) суппорта Quick
2. Устройство станков
В отличие от стандартного, основание (1) суппорта Quick

2. Устройство станков
Суппорт с модулем компенсации овальности OORS (Out Of
2. Устройство станков
Суппорт с модулем компенсации овальности OORS (Out Of

2. Устройство станков
Составные части суппорта с модулем компенсации овальности OORS
2. Устройство станков
Составные части суппорта с модулем компенсации овальности OORS
2. Устройство станков
Устройство суппорта с модулем компенсации овальности OORS
2. Устройство станков
Устройство суппорта с модулем компенсации овальности OORS
Модуль подачи (механизм включения)
Модуль подачи (механизм включения)

2. Устройство станков
Модуль подачи (механизм включения) крепится к корпусу станка.
2. Устройство станков
Модуль подачи (механизм включения) крепится к корпусу станка.
2. Устройство станков
Существуют три типа модулей подачи: стандартный модуль (1),
2. Устройство станков
Существуют три типа модулей подачи: стандартный модуль (1),
2. Устройство станков
Принцип действия механизма подачи: при работе станка в
2. Устройство станков
Принцип действия механизма подачи: при работе станка в

2. Устройство станков
Стандартные модули различаются по количеству отверстий: 7, 9
2. Устройство станков
Стандартные модули различаются по количеству отверстий: 7, 9

2. Устройство станков
Стандартный модуль подачи состоит из: кронштейна (1), рукоятки
2. Устройство станков
Стандартный модуль подачи состоит из: кронштейна (1), рукоятки
2. Устройство станков
Кронштейн (1) модуля подачи крепится к корпусу станка.
2. Устройство станков
Кронштейн (1) модуля подачи крепится к корпусу станка.
2. Устройство станков
При перемещении рукоятки (2) вдоль кронштейна, перемещается привинченный
2. Устройство станков
При перемещении рукоятки (2) вдоль кронштейна, перемещается привинченный

2. Устройство станков
В кронштейне (1) поворотного модуля Flip Style и
2. Устройство станков
В кронштейне (1) поворотного модуля Flip Style и
Дополнительная оснастка
Дополнительная оснастка

2. Устройство станков
По договору станки Clamshell серий MS и HD
2. Устройство станков
По договору станки Clamshell серий MS и HD
2. Устройство станков
Расточной модуль предназначен для внутренней расточки (поднутрения) разнотолщинных
2. Устройство станков
Расточной модуль предназначен для внутренней расточки (поднутрения) разнотолщинных

2. Устройство станков
Аксиальная подача резца осуществляется вручную поворотом рукоятки подачи.
2. Устройство станков
Аксиальная подача резца осуществляется вручную поворотом рукоятки подачи.
2. Устройство станков
Расточной модуль с поворотной головкой отличается от стандартного
2. Устройство станков
Расточной модуль с поворотной головкой отличается от стандартного

2. Устройство станков
Модуль аксиальной подачи предназначен для проточки по наружному
2. Устройство станков
Модуль аксиальной подачи предназначен для проточки по наружному
2. Устройство станков
Модуль аксиальной подачи состоит из : монтажного основания
2. Устройство станков
Модуль аксиальной подачи состоит из : монтажного основания

2. Устройство станков
Штанга для обработки уплотнительных поверхностей фланцев применяется для:
2. Устройство станков
Штанга для обработки уплотнительных поверхностей фланцев применяется для:
Приводы
Приводы

2. Устройство станков
Станки Clamshell серий MS и HD могут комплектоваться
2. Устройство станков
Станки Clamshell серий MS и HD могут комплектоваться
2. Устройство станков
Электрический привод Eibenstock ETE 32/2.3 R R/L (не
2. Устройство станков
Электрический привод Eibenstock ETE 32/2.3 R R/L (не

2. Устройство станков
2. Устройство станков
2. Устройство станков
В качестве гидравлического привода станка обычно используются приводы
2. Устройство станков
В качестве гидравлического привода станка обычно используются приводы

2. Устройство станков
2. Устройство станков

2. Устройство станков
Гидравлические станции с электроприводом серии НРР предназначены для
2. Устройство станков
Гидравлические станции с электроприводом серии НРР предназначены для
Технические характеристики гидравлических станций
Технические характеристики гидравлических станций

2. Устройство станков
Гидравлическая станциия НРР20 состоит из: рамы (1), сделанной
2. Устройство станков
Гидравлическая станциия НРР20 состоит из: рамы (1), сделанной
2. Устройство станков
На пульте дистанционного управления расположены: кнопка аварийной остановки
2. Устройство станков
На пульте дистанционного управления расположены: кнопка аварийной остановки
Резцы
Резцы
2. Устройство станков
Резцы изготавливаются целиком из быстрорежущей стали, что дает
2. Устройство станков
Резцы изготавливаются целиком из быстрорежущей стали, что дает
2. Устройство станков
Кроме геометрических параметров режущей кромки, резцы делятся по
2. Устройство станков
Кроме геометрических параметров режущей кромки, резцы делятся по
2. Устройство станков
Форма и ориентация режущей кромки от вида выполняемых
2. Устройство станков
Форма и ориентация режущей кромки от вида выполняемых
Вопрос 3:
Техническое обслуживание станков
Вопрос 3:
Техническое обслуживание станков

3. Техническое обслуживание станков
После завершения работ визуально проверить станок на
3. Техническое обслуживание станков
После завершения работ визуально проверить станок на
Регулировка роликовых подшипников
Регулировка роликовых подшипников

3. Техническое обслуживание станков
Роликовые подшипники нуждаются в периодической регулировке и
3. Техническое обслуживание станков
Роликовые подшипники нуждаются в периодической регулировке и

3. Техническое обслуживание станков
Второй способ – сенсорный. Прокручивая планшайбу вручную,
3. Техническое обслуживание станков
Второй способ – сенсорный. Прокручивая планшайбу вручную,
Методика устранения радиальных биений планшайбы
Методика устранения радиальных биений планшайбы относительно станины
Методика устранения радиальных биений планшайбы
Методика устранения радиальных биений планшайбы относительно станины

Методика устранения радиальных биений планшайбы
2. Извлечь стопора для обеспечения свободного вращения
Методика устранения радиальных биений планшайбы
2. Извлечь стопора для обеспечения свободного вращения

Методика устранения радиальных биений планшайбы
3. Снять четыре заглушки (1) со смотровых
Методика устранения радиальных биений планшайбы
3. Снять четыре заглушки (1) со смотровых

Методика устранения радиальных биений планшайбы
4. Снять защитный кожух (1) зубчатого венца
Методика устранения радиальных биений планшайбы
4. Снять защитный кожух (1) зубчатого венца

Методика устранения радиальных биений планшайбы
5. Снять наружные установочные винты и ослабить
Методика устранения радиальных биений планшайбы
5. Снять наружные установочные винты и ослабить

Методика устранения радиальных биений планшайбы
6. Начиная с линии разъема (1), поворачивать
Методика устранения радиальных биений планшайбы
6. Начиная с линии разъема (1), поворачивать

Методика устранения радиальных биений планшайбы
7. Через смотровое отверстие (1) вставить ключ-шестигранник
Методика устранения радиальных биений планшайбы
7. Через смотровое отверстие (1) вставить ключ-шестигранник

Методика устранения радиальных биений планшайбы
8. Затянуть эксцентриковый винт, чтобы заблокировать подшипник
Методика устранения радиальных биений планшайбы
8. Затянуть эксцентриковый винт, чтобы заблокировать подшипник

Методика устранения радиальных биений планшайбы
9. Через смотровое отверстие (1) вставить ключ-шестигранник
Методика устранения радиальных биений планшайбы
9. Через смотровое отверстие (1) вставить ключ-шестигранник

Методика устранения радиальных биений планшайбы
10. Затянуть эксцентриковый винт, чтобы заблокировать подшипник
Методика устранения радиальных биений планшайбы
10. Затянуть эксцентриковый винт, чтобы заблокировать подшипник
Методика устранения радиальных биений планшайбы
11. Повторить процедуру, описанную в пунктах 7
Методика устранения радиальных биений планшайбы
11. Повторить процедуру, описанную в пунктах 7
Методика устранения радиальных биений планшайбы
12. Повторить процедуру, описанную в пунктах 7
Методика устранения радиальных биений планшайбы
12. Повторить процедуру, описанную в пунктах 7
Методика устранения радиальных биений планшайбы
13. Запустить станок на медленных оборотах.
14. Глядя
Методика устранения радиальных биений планшайбы
13. Запустить станок на медленных оборотах.
14. Глядя
Регулировка стандартных суппортов
Регулировка стандартных суппортов

Регулировка стандартных суппортов
Зазор между направляющими (1) суппортов и основанием резцедержателя (2),
Регулировка стандартных суппортов
Зазор между направляющими (1) суппортов и основанием резцедержателя (2),
Регулировка стандартных суппортов
Для регулировки необходимо:
1. Снять два винта, удерживающих держатель (1)
Регулировка стандартных суппортов
Для регулировки необходимо:
1. Снять два винта, удерживающих держатель (1)

Регулировка стандартных суппортов
2. Извлечь резцедержатель путём вытягивания его за кронштейн узла
Регулировка стандартных суппортов
2. Извлечь резцедержатель путём вытягивания его за кронштейн узла

Регулировка стандартных суппортов
3. Извлечь бронзовый ползун (1) из выемки основания резцедержателя
Регулировка стандартных суппортов
3. Извлечь бронзовый ползун (1) из выемки основания резцедержателя

Регулировка стандартных суппортов
4. Осмотреть состояние сопрягаемых поверхностей основания резцедержателя (1) и
Регулировка стандартных суппортов
4. Осмотреть состояние сопрягаемых поверхностей основания резцедержателя (1) и
Регулировка стандартных суппортов
5. Поместить резец в резцедержатель и затянуть. Выполнять регулировку
Регулировка стандартных суппортов
5. Поместить резец в резцедержатель и затянуть. Выполнять регулировку

Регулировка стандартных суппортов
6. Плавно вручную перемещая блок резцедержателя в суппорте вверх
Регулировка стандартных суппортов
6. Плавно вручную перемещая блок резцедержателя в суппорте вверх
Регулировка стандартных суппортов
7. Извлечь резцедержатель, установить в его паз ползун узла
Регулировка стандартных суппортов
7. Извлечь резцедержатель, установить в его паз ползун узла
Вопрос 4:
Рекомендации по эксплуатации станков
Вопрос 4:
Рекомендации по эксплуатации станков
4. Рекомендации по эксплуатация станков
Для осуществления наблюдения за работой Станка
4. Рекомендации по эксплуатация станков
Для осуществления наблюдения за работой Станка
4. Рекомендации по эксплуатация станков
В ходе работы оператор обязан:
1.
4. Рекомендации по эксплуатация станков
В ходе работы оператор обязан:
1.
4. Рекомендации по эксплуатация станков
Операции по резке труб, формированию фаски
4. Рекомендации по эксплуатация станков
Операции по резке труб, формированию фаски
4. Рекомендации по эксплуатация станков
При работе на Станке обращайте внимание
4. Рекомендации по эксплуатация станков
При работе на Станке обращайте внимание
4. Рекомендации по эксплуатация станков
Если стружка приобретает цвет от темно-желтого
4. Рекомендации по эксплуатация станков
Если стружка приобретает цвет от темно-желтого
4. Рекомендации по эксплуатация станков
Золотистая стружка скалывания образуется при высокой
4. Рекомендации по эксплуатация станков
Золотистая стружка скалывания образуется при высокой
4. Рекомендации по эксплуатация станков
Синяя стружка скалывания образуется при чрезмерно
4. Рекомендации по эксплуатация станков
Синяя стружка скалывания образуется при чрезмерно
4. Рекомендации по эксплуатация станков
Стружка надлома и волнистая поверхность реза
4. Рекомендации по эксплуатация станков
Стружка надлома и волнистая поверхность реза
4. Рекомендации по эксплуатация станков
Резка трубы производится двумя отрезными резцами.
4. Рекомендации по эксплуатация станков
Резка трубы производится двумя отрезными резцами.

4. Рекомендации по эксплуатация станков
4. Рекомендации по эксплуатация станков
4. Рекомендации по эксплуатация станков
Врезание лучше проводить на пониженной скорости,
4. Рекомендации по эксплуатация станков
Врезание лучше проводить на пониженной скорости,
4. Рекомендации по эксплуатация станков
Контролировать глубину подачи резцов до начала
4. Рекомендации по эксплуатация станков
Контролировать глубину подачи резцов до начала
4. Рекомендации по эксплуатация станков
Если в ходе работы требуется остановить
4. Рекомендации по эксплуатация станков
Если в ходе работы требуется остановить
4. Рекомендации по эксплуатация станков
Момент прорезания трубы может быть определен
4. Рекомендации по эксплуатация станков
Момент прорезания трубы может быть определен
4. Рекомендации по эксплуатация станков
4. Рекомендации по эксплуатация станков
4. Рекомендации по эксплуатация станков
Время резки рассчитывается при условии постоянно
4. Рекомендации по эксплуатация станков
Время резки рассчитывается при условии постоянно
4. Рекомендации по эксплуатация станков
Не рекомендуется останавливать станок сразу после
4. Рекомендации по эксплуатация станков
Не рекомендуется останавливать станок сразу после
Вопрос 5:
Правила безопасности при выполнении работ
Вопрос 5:
Правила безопасности при выполнении работ
5. Правила безопасности при выполнении работ
Допуск персонала к работе на
5. Правила безопасности при выполнении работ
Допуск персонала к работе на
5. Правила безопасности при выполнении работ
Персонал, обслуживающий станок, обязан:
- соблюдать
5. Правила безопасности при выполнении работ
Персонал, обслуживающий станок, обязан:
- соблюдать
5. Правила безопасности при выполнении работ
Персонал, обслуживающий станок, должен:
- быть
5. Правила безопасности при выполнении работ
Персонал, обслуживающий станок, должен:
- быть
5. Правила безопасности при выполнении работ
Для монтажа/демонтажа станка на трубопроводе
5. Правила безопасности при выполнении работ
Для монтажа/демонтажа станка на трубопроводе
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе

5. Правила безопасности при выполнении работ
При выполнении работ всегда использовать
5. Правила безопасности при выполнении работ
При выполнении работ всегда использовать
5. Правила безопасности при выполнении работ
Лица, одетые в свободную одежду,
5. Правила безопасности при выполнении работ
Лица, одетые в свободную одежду,
5. Правила безопасности при выполнении работ
Содержите рабочее место в чистоте.
5. Правила безопасности при выполнении работ
Содержите рабочее место в чистоте.
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Обеспечьте необходимое рабочее прос-транство вокруг
5. Правила безопасности при выполнении работ
Перед установкой станка на трубопровод
5. Правила безопасности при выполнении работ
Перед установкой станка на трубопровод
5. Правила безопасности при выполнении работ
Перед подключением источника питания к
5. Правила безопасности при выполнении работ
Перед подключением источника питания к
5. Правила безопасности при выполнении работ
Во время работы станка руки
5. Правила безопасности при выполнении работ
Во время работы станка руки
5. Правила безопасности при выполнении работ
Во время работы станка руки
5. Правила безопасности при выполнении работ
Во время работы станка руки
5. Правила безопасности при выполнении работ
Запрещается перемещать или переустанавливать станок
5. Правила безопасности при выполнении работ
Запрещается перемещать или переустанавливать станок
5. Правила безопасности при выполнении работ
Станок должен проходить ежегодное техни-ческое
5. Правила безопасности при выполнении работ
Станок должен проходить ежегодное техни-ческое
5. Правила безопасности при выполнении работ
Станок должен проходить ежегодное техни-ческое
5. Правила безопасности при выполнении работ
Станок должен проходить ежегодное техни-ческое
5. Правила безопасности при выполнении работ
Перед пуском убедитесь, что все
5. Правила безопасности при выполнении работ
Перед пуском убедитесь, что все
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе

5. Правила безопасности при выполнении работ
Перед пуском станка убедитесь, что
5. Правила безопасности при выполнении работ
Перед пуском станка убедитесь, что

5. Правила безопасности при выполнении работ
В случае остановки станка с
5. Правила безопасности при выполнении работ
В случае остановки станка с
5. Правила безопасности при выполнении работ
ЗАПРЕЩАЕТСЯ БЛОКИРОВАТЬ РЫЧАГ ПНЕВМАТИЧЕСКОГО КЛАПАНА
5. Правила безопасности при выполнении работ
ЗАПРЕЩАЕТСЯ БЛОКИРОВАТЬ РЫЧАГ ПНЕВМАТИЧЕСКОГО КЛАПАНА
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе
5. Правила безопасности при выполнении работ
Правила техники безопасности при работе
5. Правила безопасности при выполнении работ
Запрещено осуществлять эксплуатацию гидростанции в
5. Правила безопасности при выполнении работ
Запрещено осуществлять эксплуатацию гидростанции в
5. Правила безопасности при выполнении работ
Запрещено осуществлять эксплуатацию гидростанции в
5. Правила безопасности при выполнении работ
Запрещено осуществлять эксплуатацию гидростанции в
5. Правила безопасности при выполнении работ
Перед каждым использованием произведите внешний
5. Правила безопасности при выполнении работ
Перед каждым использованием произведите внешний
5. Правила безопасности при выполнении работ
Перед каждым использованием произведите внешний
5. Правила безопасности при выполнении работ
Перед каждым использованием произведите внешний
5. Правила безопасности при выполнении работ
Всё используемое оборудование должно быть
5. Правила безопасности при выполнении работ
Всё используемое оборудование должно быть
5. Правила безопасности при выполнении работ
Всё используемое оборудование должно быть
5. Правила безопасности при выполнении работ
Всё используемое оборудование должно быть
5. Правила безопасности при выполнении работ
Превышение максимального давления может стать
5. Правила безопасности при выполнении работ
Превышение максимального давления может стать
5. Правила безопасности при выполнении работ
Убедитесь, что все компоненты системы
5. Правила безопасности при выполнении работ
Убедитесь, что все компоненты системы
5. Правила безопасности при выполнении работ
Используйте специальное электрообору-дование для избежания
5. Правила безопасности при выполнении работ
Используйте специальное электрообору-дование для избежания
5. Правила безопасности при выполнении работ
Убедитесь, что все шланги высокого
5. Правила безопасности при выполнении работ
Убедитесь, что все шланги высокого
5. Правила безопасности при выполнении работ
Гидравлическая станция должна проходить ежегодное
5. Правила безопасности при выполнении работ
Гидравлическая станция должна проходить ежегодное
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
5. Правила безопасности при выполнении работ
Гидравлическое масло следует менять через
 Халықаралық қаржы институттар
Халықаралық қаржы институттар Конспект + презентация логопедического занятия по коррекции оптической дисграфии. Дифференциация букв П и Т; 4 класс
Конспект + презентация логопедического занятия по коррекции оптической дисграфии. Дифференциация букв П и Т; 4 класс Меры по увеличению размера заработной платы педагога
Меры по увеличению размера заработной платы педагога USF-50 Ver3.0 series Technical Training
USF-50 Ver3.0 series Technical Training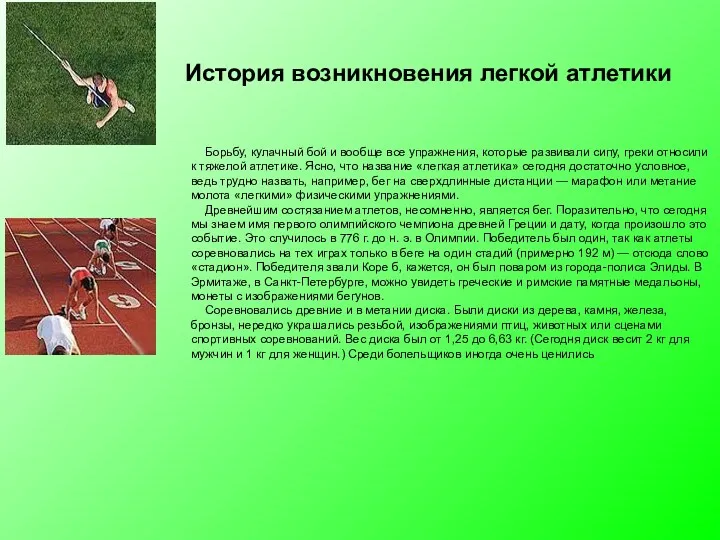 Презентация по легкой атлетике
Презентация по легкой атлетике Автоматизация звука Р в слогах со стечением согласных
Автоматизация звука Р в слогах со стечением согласных Работа на ферме. Индексы
Работа на ферме. Индексы Клиническая медицина Нового времени. Лекция 8
Клиническая медицина Нового времени. Лекция 8 Патриотическое воспитание младших дошкольников.
Патриотическое воспитание младших дошкольников. Алкины
Алкины Тенденции сохранения национальных, религиозных, культурных традиций и свобода совести в России
Тенденции сохранения национальных, религиозных, культурных традиций и свобода совести в России Лекция №11 для подготовки к ЕГЭ для 11(профильного) класса по теме Основания. Щёлочи. Амфотерные гидроксиды
Лекция №11 для подготовки к ЕГЭ для 11(профильного) класса по теме Основания. Щёлочи. Амфотерные гидроксиды Программа стажировок для молодых специалистов. Служба главного геолога
Программа стажировок для молодых специалистов. Служба главного геолога презентация Один день из жизни группы
презентация Один день из жизни группы Лесной комплекс
Лесной комплекс Створення брошури на тему розміщення тексту
Створення брошури на тему розміщення тексту Космос
Космос Презентация Расположи в алфавитном порядке
Презентация Расположи в алфавитном порядке Презентация к уроку окружающего мира Чтобы путь был счастливым 3 класс
Презентация к уроку окружающего мира Чтобы путь был счастливым 3 класс Презентация: из истории Памятника Архитектуры и культуры Краснодарского края Свято-Троицкого храма ст. Платнировской. 1906 - 2011 часть 2
Презентация: из истории Памятника Архитектуры и культуры Краснодарского края Свято-Троицкого храма ст. Платнировской. 1906 - 2011 часть 2 Проблема освещения темы профилактики алкоголизма в Республике Татарстан
Проблема освещения темы профилактики алкоголизма в Республике Татарстан Остеология. Принципы функциональной организации костной системы и отдельной кости. (Лекция 2)
Остеология. Принципы функциональной организации костной системы и отдельной кости. (Лекция 2) Ленинградская область на карте нашей страны
Ленинградская область на карте нашей страны Оптика. Геометрическая оптика
Оптика. Геометрическая оптика Явления природы
Явления природы Цветы мне нежно улыбались
Цветы мне нежно улыбались Профессии почты
Профессии почты Свет и цвет в городе
Свет и цвет в городе