- Сущность и характеристика литейного производства. Специальные способы литья

Содержание
- 2. Металлургическое производство ПРОИЗВОДСТВО ЧУГУНА Домна— шахтная печь высотой 100 м, полезным объемом до 5000 м3, внутри
- 3. Производство стали Кислородный конвертер — грушевидный сосуд , выложенный огнеупорным кирпичом. Он состоит из конической горловины
- 4. Производство стали Мартеновская печь имеет плавильное пространство 4, ограниченное снизу подом 7 (на котором находится ванна
- 5. Литьем называют процесс изготовления фасонных заготовок ( деталей) путем заливки расплавленного металла в форму, полость которой
- 6. Процесс литья состоит из следующих операций: 1) плавка металла из чушек, стального лома и отходов; 2)
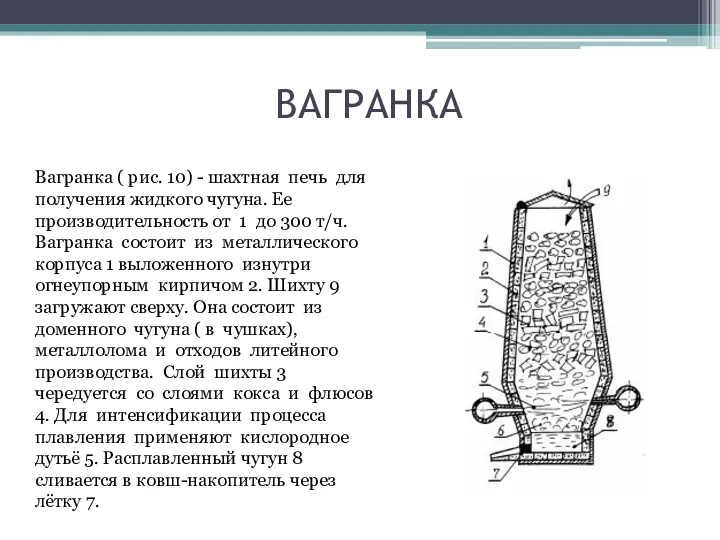
- 7. ВАГРАНКА Вагранка ( рис. 10) - шахтная печь для получения жидкого чугуна. Ее производительность от 1
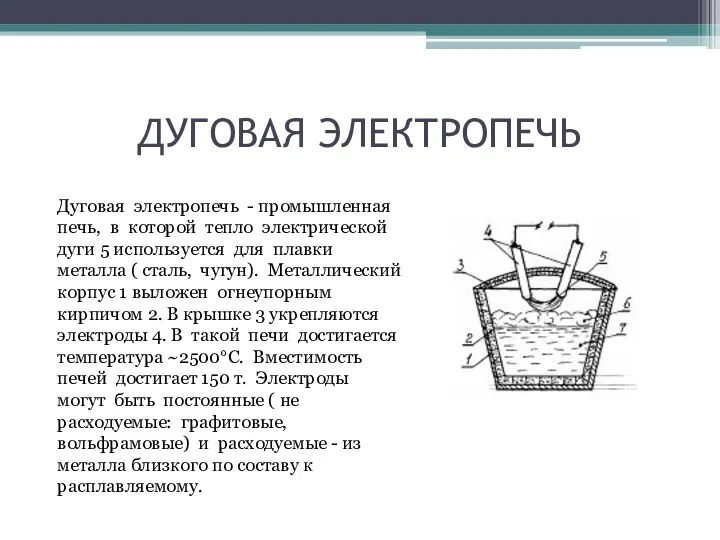
- 8. ДУГОВАЯ ЭЛЕКТРОПЕЧЬ Дуговая электропечь - промышленная печь, в которой тепло электрической дуги 5 используется для плавки
- 9. ИНДУКЦИОННЫЕ И ЭЛЕКТРИЧЕСКИЕ ПЕЧИ Индукционные электропечи - металл помещается в переменное магнитное поле высокой частоты, в
- 10. ЛИТЬЕ В ЗЕМЛЮ Древнейший способ литья. Выполняется по двум вариантам: ручной формовкой по деревянным моделям машинной
- 11. Литье по деревянным моделям используется в единичном и мелкосерийном производстве для получения заготовок сложной конфигурации средних
- 13. Скачать презентацию
Металлургическое производство
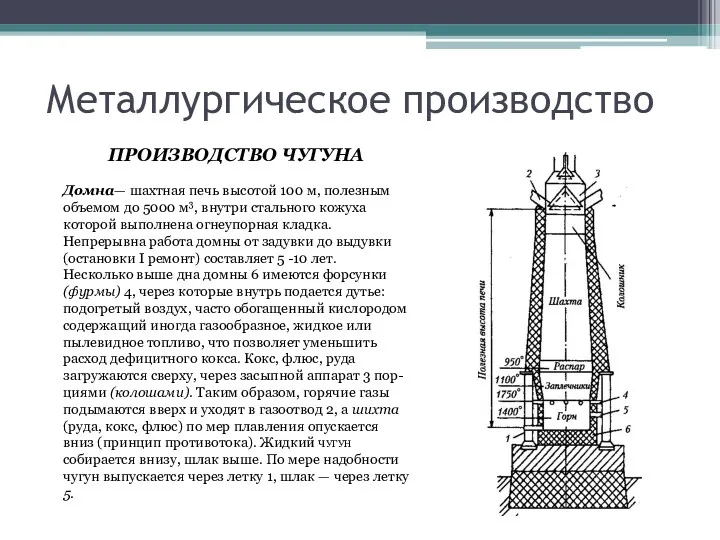
ПРОИЗВОДСТВО ЧУГУНА
Домна— шахтная печь высотой 100 м, полезным объемом до
Металлургическое производство
ПРОИЗВОДСТВО ЧУГУНА
Домна— шахтная печь высотой 100 м, полезным объемом до
Производство стали
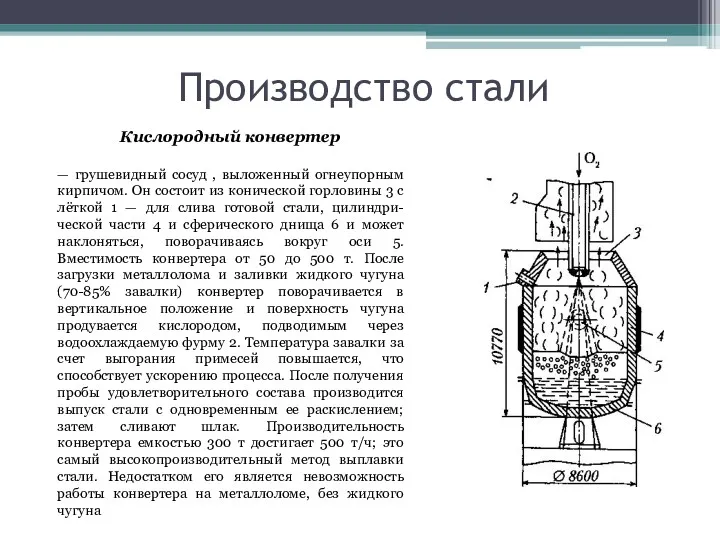
Кислородный конвертер
— грушевидный сосуд , выложенный огнеупорным кирпичом. Он состоит
Производство стали
Кислородный конвертер
— грушевидный сосуд , выложенный огнеупорным кирпичом. Он состоит
Производство стали
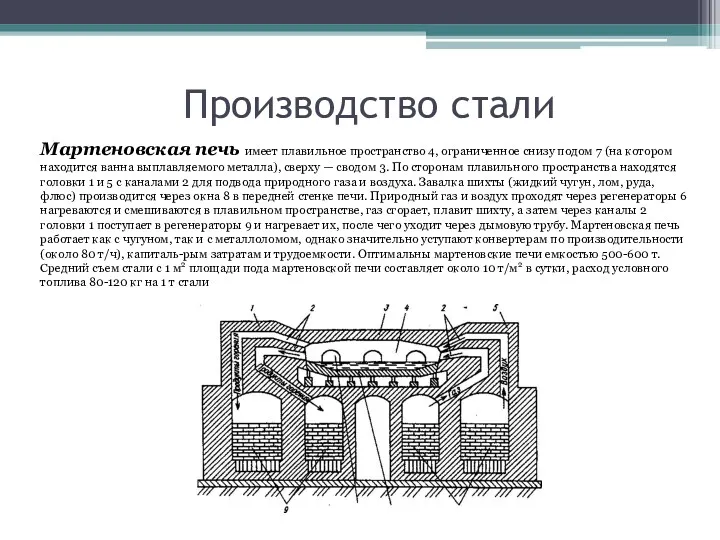
Мартеновская печь имеет плавильное пространство 4, ограниченное снизу подом 7
Производство стали
Мартеновская печь имеет плавильное пространство 4, ограниченное снизу подом 7
Литьем называют процесс изготовления фасонных заготовок ( деталей) путем заливки расплавленного
Литьем называют процесс изготовления фасонных заготовок ( деталей) путем заливки расплавленного
Процесс литья состоит из следующих операций:
1) плавка металла из чушек,
Процесс литья состоит из следующих операций:
1) плавка металла из чушек,
ВАГРАНКА
Вагранка ( рис. 10) - шахтная печь для получения жидкого чугуна.
ВАГРАНКА
Вагранка ( рис. 10) - шахтная печь для получения жидкого чугуна.
ДУГОВАЯ ЭЛЕКТРОПЕЧЬ
Дуговая электропечь - промышленная печь, в которой тепло электрической дуги
ДУГОВАЯ ЭЛЕКТРОПЕЧЬ
Дуговая электропечь - промышленная печь, в которой тепло электрической дуги
ИНДУКЦИОННЫЕ И ЭЛЕКТРИЧЕСКИЕ ПЕЧИ
Индукционные электропечи - металл помещается в переменное магнитное
ИНДУКЦИОННЫЕ И ЭЛЕКТРИЧЕСКИЕ ПЕЧИ
Индукционные электропечи - металл помещается в переменное магнитное
ЛИТЬЕ В ЗЕМЛЮ
Древнейший способ литья. Выполняется по двум вариантам:
ручной формовкой
ЛИТЬЕ В ЗЕМЛЮ
Древнейший способ литья. Выполняется по двум вариантам:
ручной формовкой
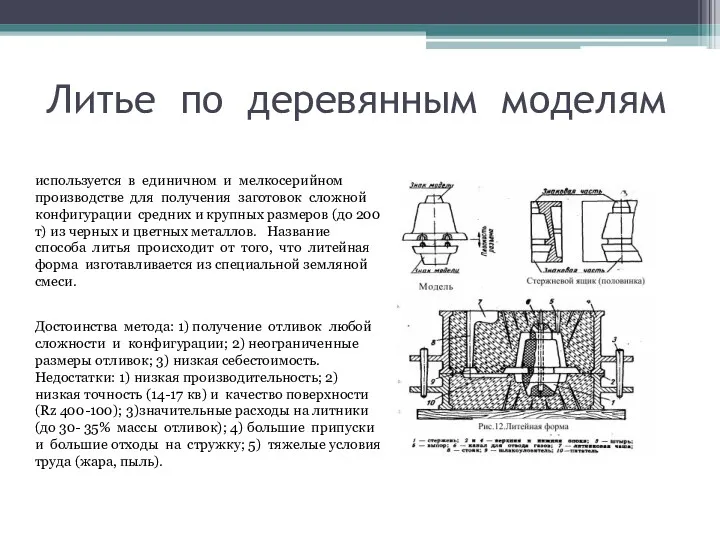
Литье по деревянным моделям
используется в единичном и мелкосерийном производстве для
Литье по деревянным моделям
используется в единичном и мелкосерийном производстве для
 Демо версия 2009 ЕГЭ по химии
Демо версия 2009 ЕГЭ по химии Цветная металлургия мира
Цветная металлургия мира Русь у ХІ-ХІІІ століттях. Період усобиць, роздробленості та занепаду
Русь у ХІ-ХІІІ століттях. Період усобиць, роздробленості та занепаду Психологические основы творчества. Решение педагогических ситуаций
Психологические основы творчества. Решение педагогических ситуаций Родительское собрание Мир подростка
Родительское собрание Мир подростка ВИКТОРИНА ДЛЯ НАСТОЯЩИХ И БУДУЩИХ УЧИТЕЛЕЙ
ВИКТОРИНА ДЛЯ НАСТОЯЩИХ И БУДУЩИХ УЧИТЕЛЕЙ Технология написания сочинения по заданному тексту. ЕГЭ 2020
Технология написания сочинения по заданному тексту. ЕГЭ 2020 Реформы управления Петра I
Реформы управления Петра I Звук [Ч]. Буква Ч
Звук [Ч]. Буква Ч День защитника Отечества Диск
День защитника Отечества Диск Параметры Excel
Параметры Excel ПАЛЬЦЕХОД - логопособие своими руками.
ПАЛЬЦЕХОД - логопособие своими руками. Пилюлялар дәрілік түр ретінде. Пилюлялар дайындау үшін қолданылатын көмекші заттар
Пилюлялар дәрілік түр ретінде. Пилюлялар дайындау үшін қолданылатын көмекші заттар Air conditioning system (HD)
Air conditioning system (HD) Показательные уравнения. 10 класс
Показательные уравнения. 10 класс Подготовка природных газов к переработке
Подготовка природных газов к переработке Методы диагностики ИБС в амбулаторных условиях
Методы диагностики ИБС в амбулаторных условиях Комбинаторика. Перестановки. Размещение. Сочетание
Комбинаторика. Перестановки. Размещение. Сочетание Глобализация, её проявления и последствия
Глобализация, её проявления и последствия Топографическая анатомия и оперативная хирургия органов таза и забрюшинного пространства
Топографическая анатомия и оперативная хирургия органов таза и забрюшинного пространства Международные организации.
Международные организации. Желудок и поджелудочная железа. Очищение
Желудок и поджелудочная железа. Очищение Қытай. Мемлекеттегі темір жол көлігі және оның ерекшеліктері
Қытай. Мемлекеттегі темір жол көлігі және оның ерекшеліктері Смысловые типы текста
Смысловые типы текста Класс Насекомые. Внешнее строение насекомых. Внутреннее строение майского жука
Класс Насекомые. Внешнее строение насекомых. Внутреннее строение майского жука Презентация Педагогическая этика воспитателя
Презентация Педагогическая этика воспитателя Критерии подобия. Подобие течений неоднородных жидкостей в пористой среде при линейном законе сопротивления
Критерии подобия. Подобие течений неоднородных жидкостей в пористой среде при линейном законе сопротивления Легализация (отмывание) денежных средств. Современное состояние и предупреждение
Легализация (отмывание) денежных средств. Современное состояние и предупреждение