- Сварка. Металлургические процессы при сварке. (Лекция 9)

Содержание
- 2. 9.1 Металлургические процессы при сварке В процессе сварки плавлением металл сварного соединения плавится под действием мощного
- 3. При дуговой сварке стали объем расплавленного металла обычно колеблется в пределах от 4 до 60 см3
- 4. Кроме шлака в процессе горения дуги образуется большое количество различных газов, которые кроме газовой защиты сварочной
- 5. Сварочная ванна образуется из расплавленного основного и электродного металла. При остывании металла сварочной ванны происходит его
- 6. В узких швах, имеющих коэффициент формы шва (отношение ширины шва к глубине провара) меньше единицы, последние
- 7. Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки, называемые зоной термического влияния. От
- 8. Таблица 9.1 – Размеры зон теплового влияния при сварке
- 9. Рисунок 9.1 – Схема изменения структуры стали в зоне термического влияния Обозначения, принятые на рисунке 9.1:
- 10. 9.2 Типы сварных соединений и виды сварных швов Сварные соединения по своей конструкции делятся на стыковые,
- 11. Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми поверхностями Угловое соединение – сварное
- 12. По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и потолочные I - нижнее II
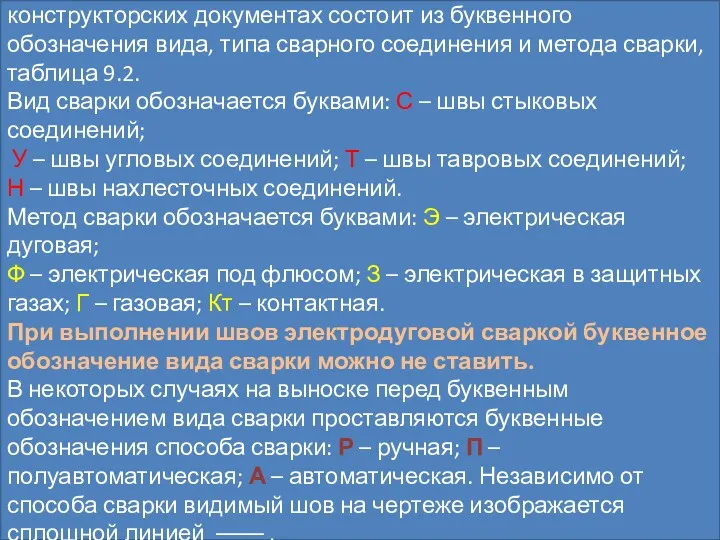
- 13. Обозначение швов сварных соединений на чертежах и конструкторских документах состоит из буквенного обозначения вида, типа сварного
- 15. Скачать презентацию
9.1 Металлургические процессы при сварке
В процессе сварки плавлением металл сварного соединения
9.1 Металлургические процессы при сварке
В процессе сварки плавлением металл сварного соединения
При дуговой сварке стали объем расплавленного металла обычно колеблется в пределах
При дуговой сварке стали объем расплавленного металла обычно колеблется в пределах
Кроме шлака в процессе горения дуги образуется большое количество различных газов,
Кроме шлака в процессе горения дуги образуется большое количество различных газов,
Сварочная ванна образуется из расплавленного основного и электродного металла.
При остывании
Сварочная ванна образуется из расплавленного основного и электродного металла.
При остывании
В узких швах, имеющих коэффициент формы шва (отношение ширины шва к
В узких швах, имеющих коэффициент формы шва (отношение ширины шва к
Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки,
Выделяющееся при сварке тепло уходит в свариваемый металл через околошовные участки,
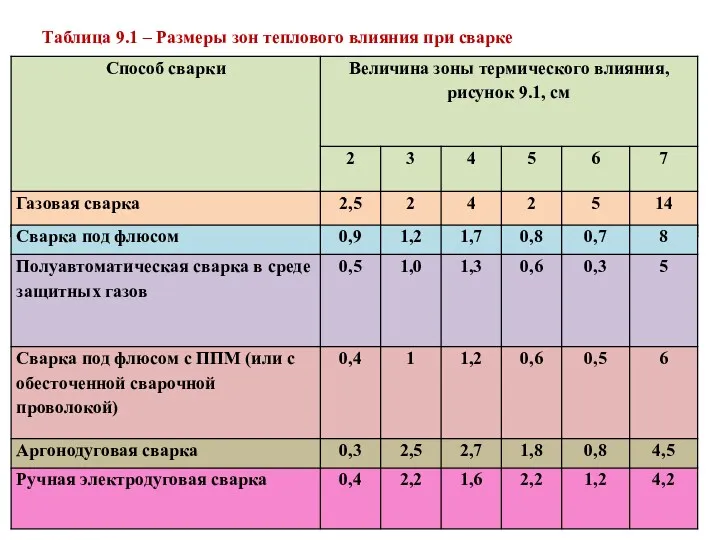
Таблица 9.1 – Размеры зон теплового влияния при сварке
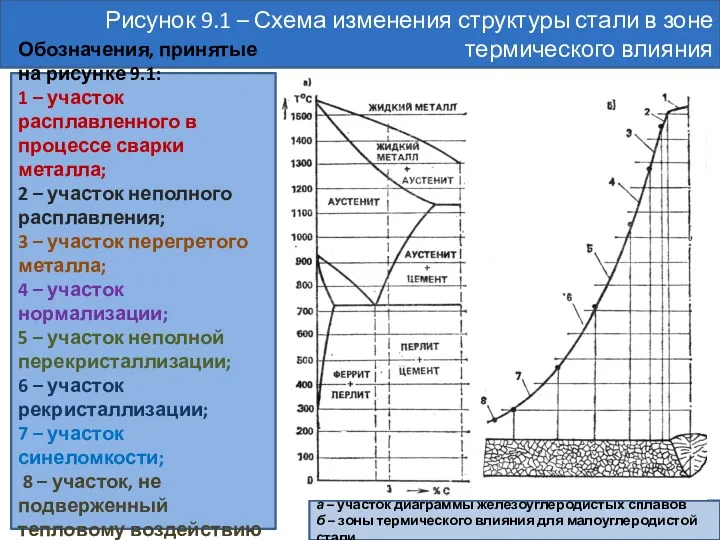
Рисунок 9.1 – Схема изменения структуры стали в зоне термического влияния
Обозначения,
Рисунок 9.1 – Схема изменения структуры стали в зоне термического влияния
Обозначения,

9.2 Типы сварных соединений и виды сварных швов
Сварные соединения по своей
9.2 Типы сварных соединений и виды сварных швов
Сварные соединения по своей
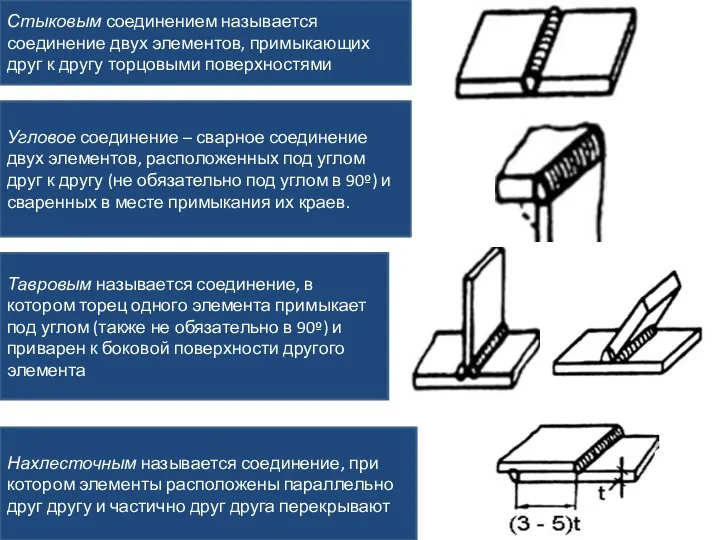
Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми
Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми
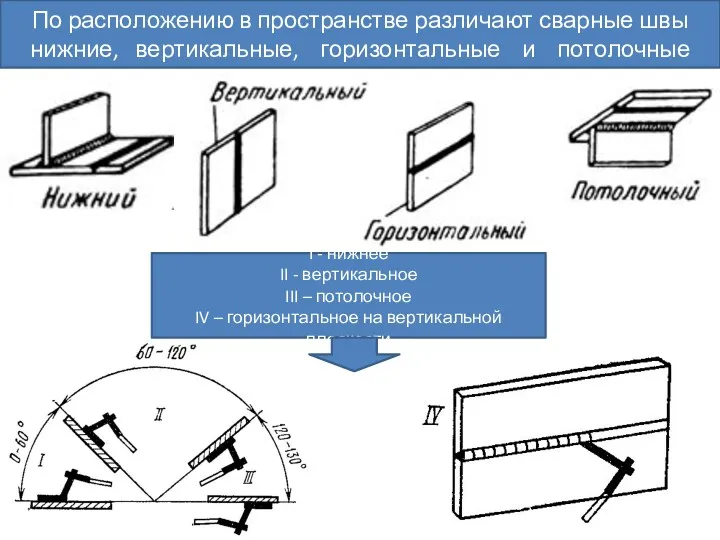
По расположению в пространстве различают сварные швы
нижние, вертикальные, горизонтальные и
По расположению в пространстве различают сварные швы
нижние, вертикальные, горизонтальные и
 Старинные и современные автомобили
Старинные и современные автомобили Времена глагола
Времена глагола Юридическая ответственность за экологические правонарушения
Юридическая ответственность за экологические правонарушения Турнир знатоков для 8 – 9 классов
Турнир знатоков для 8 – 9 классов Курорт на черном море город Анапа
Курорт на черном море город Анапа Общественное движение при Александре I
Общественное движение при Александре I Презентация опыта сотрудничества музыкального руководителя с социальными партнёрами
Презентация опыта сотрудничества музыкального руководителя с социальными партнёрами Презентация к уроку ОРКСЭ модуль Основы исламской культуры 4 класс
Презентация к уроку ОРКСЭ модуль Основы исламской культуры 4 класс Физминутки
Физминутки Государство и право Франции в период Нового времени
Государство и право Франции в период Нового времени Презентация по географииПриродные зоны мира.
Презентация по географииПриродные зоны мира. Организация и методы проведения занятий в подразделении по технической подготовке
Организация и методы проведения занятий в подразделении по технической подготовке Маркетинговое исследование лекарственных средств синтетического и растительного происхождения, обладающих ветрогонным действием
Маркетинговое исследование лекарственных средств синтетического и растительного происхождения, обладающих ветрогонным действием Презентация проекта на тему Жевательная резинка- друг или враг нашему здоровью
Презентация проекта на тему Жевательная резинка- друг или враг нашему здоровью Зарядка для глаз
Зарядка для глаз презентация
презентация Традиционные и инновационные формы массовой работы в школьной библиотеке
Традиционные и инновационные формы массовой работы в школьной библиотеке План написания исследовательских работ
План написания исследовательских работ Индустрия размещения
Индустрия размещения Технико-экономическая эффективность автоматизации технологических процессов
Технико-экономическая эффективность автоматизации технологических процессов НЕОТЛОЖНЫЕ СОСТОЯНИЯ В ПСИХИАТРИИ И НАРКОЛОГИИ И ОСОБЕННОСТИ ОКАЗАНИЯ НЕОТЛОЖНОЙ ПОМОЩИ БОЛЬНЫМ С ПСИХИЧЕСКИМИ И НАРКОТИЧЕСКИМИ РАССТРОЙСТВАМИ
НЕОТЛОЖНЫЕ СОСТОЯНИЯ В ПСИХИАТРИИ И НАРКОЛОГИИ И ОСОБЕННОСТИ ОКАЗАНИЯ НЕОТЛОЖНОЙ ПОМОЩИ БОЛЬНЫМ С ПСИХИЧЕСКИМИ И НАРКОТИЧЕСКИМИ РАССТРОЙСТВАМИ Презентация Организация предметно-развивающей среды в ДОУ
Презентация Организация предметно-развивающей среды в ДОУ конспект занятия Определение азимута
конспект занятия Определение азимута Презентация Путешествие по родному краю
Презентация Путешествие по родному краю Нарезание резьбы
Нарезание резьбы Тип Кишечнополостные
Тип Кишечнополостные Исполнение цифровых защит. Помехозащищенность каналов передачи информации
Исполнение цифровых защит. Помехозащищенность каналов передачи информации Нашествие с Востока
Нашествие с Востока