- Сварка трением

Содержание
- 2. Термины и определения Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных
- 3. Историческая справка Термин «сварка трением», а точнее – «friction stir welding» (FSW), появился в 1991г после
- 4. Виды сварки трением
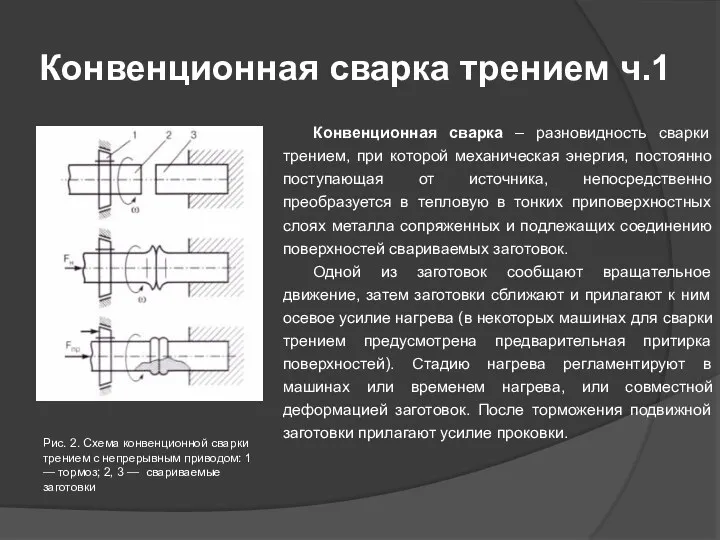
- 5. Конвенционная сварка трением ч.1 Рис. 2. Схема конвенционной сварки трением с непрерывным приводом: 1 — тормоз;
- 6. Конвенционная сварка трением ч.2 К основным достоинствам конвенционной сварки трением относят: • высокую производительность (35-450 сварок
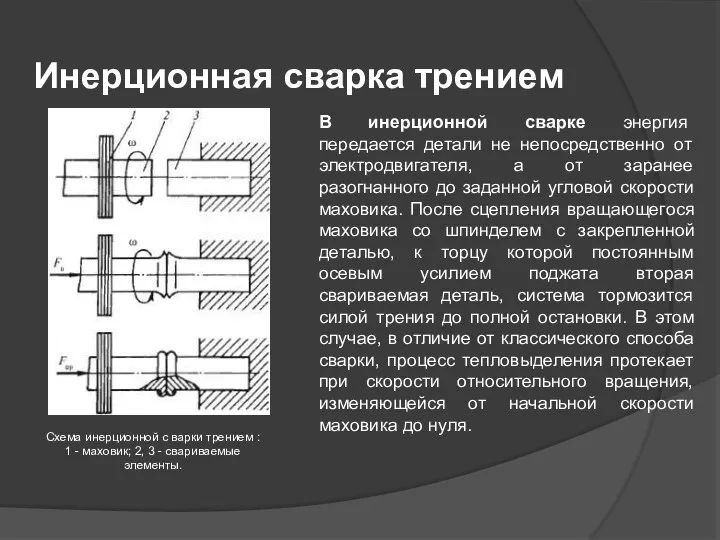
- 7. Инерционная сварка трением В инерционной сварке энергия передается детали не непосредственно от электродвигателя, а от заранее
- 8. Комбинированная сварка трением Применение комбинированной сварки трением, при которой первая стадия осуществляется при вращении детали от
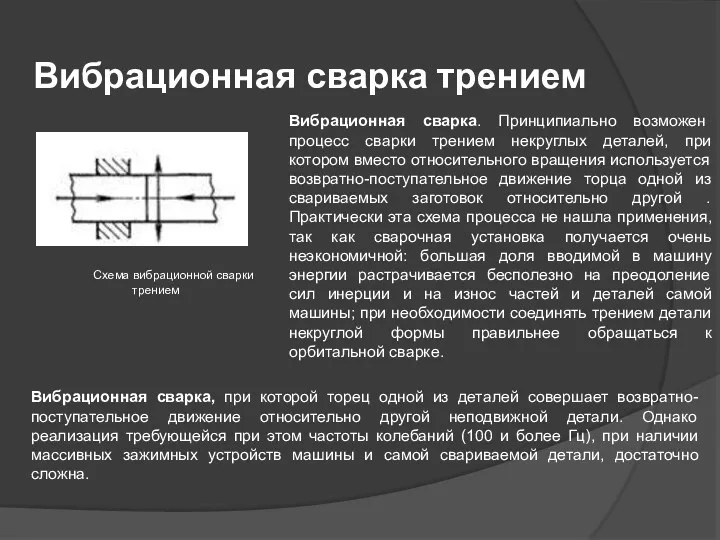
- 9. Вибрационная сварка трением Вибрационная сварка. Принципиально возможен процесс сварки трением некруглых деталей, при котором вместо относительного
- 10. Радиальная сварка трением ч.1 Рис. 5. Схема радиальной сварки трением: а - с наружным разжимным кольцом
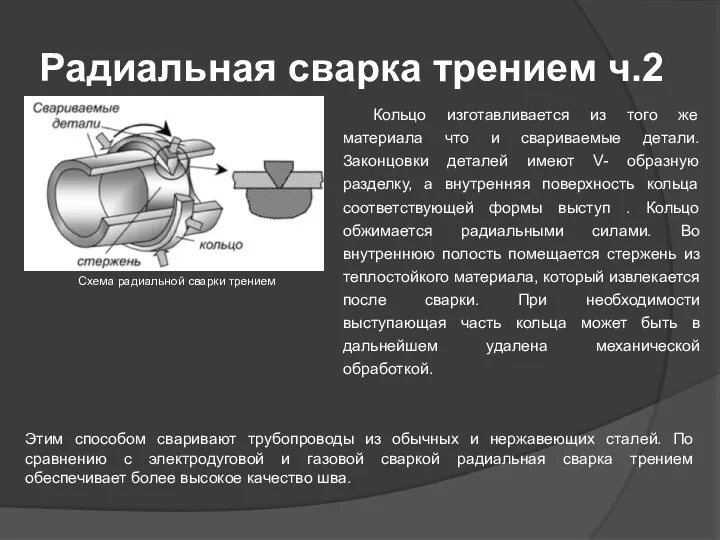
- 11. Радиальная сварка трением ч.2 Схема радиальной сварки трением Кольцо изготавливается из того же материала что и
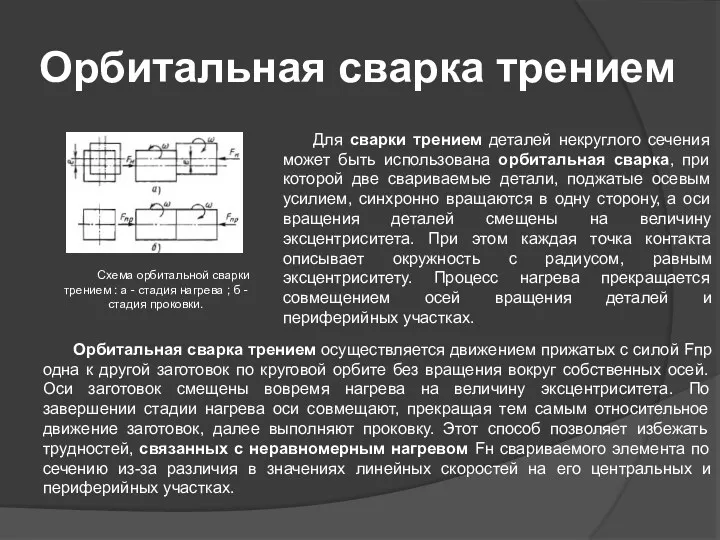
- 12. Орбитальная сварка трением Схема орбитальной сварки трением : а - стадия нагрева ; б - стадия
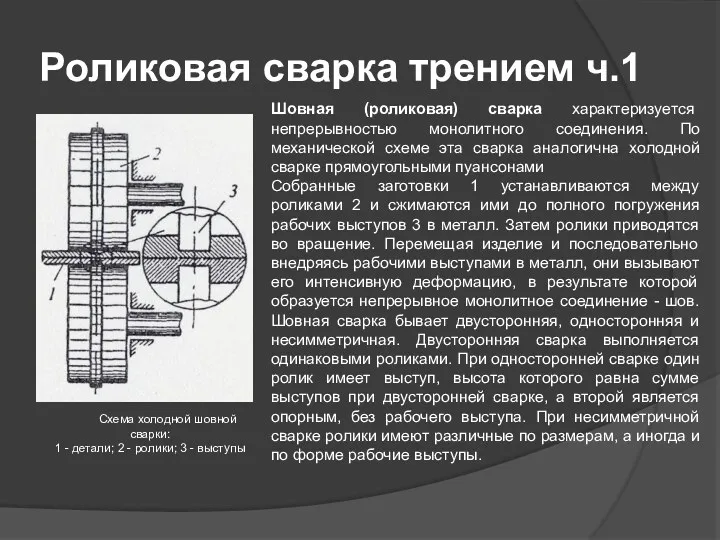
- 13. Роликовая сварка трением ч.1 Схема холодной шовной сварки: 1 - детали; 2 - ролики; 3 -
- 14. Роликовая сварка трением ч.1 Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью.
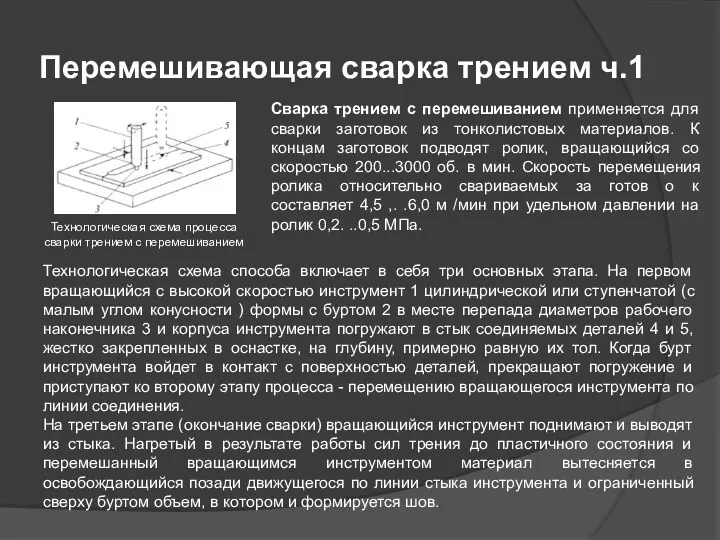
- 15. Перемешивающая сварка трением ч.1 Технологическая схема процесса сварки трением с перемешиванием Сварка трением с перемешиванием применяется
- 16. Перемешивающая сварка трением ч.2 Схема ПСТ Перемешивающая сварка трением (ПСТ) является одним из новейших способов сварки
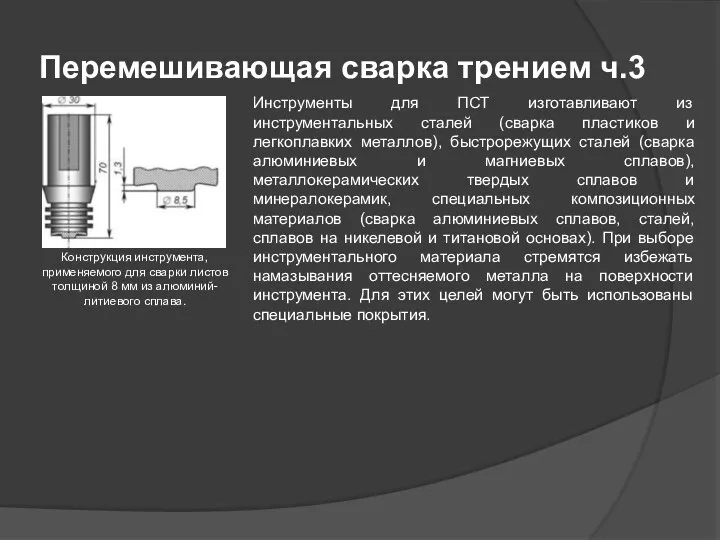
- 17. Перемешивающая сварка трением ч.3 Конструкция инструмента, применяемого для сварки листов толщиной 8 мм из алюминий-литиевого сплава.
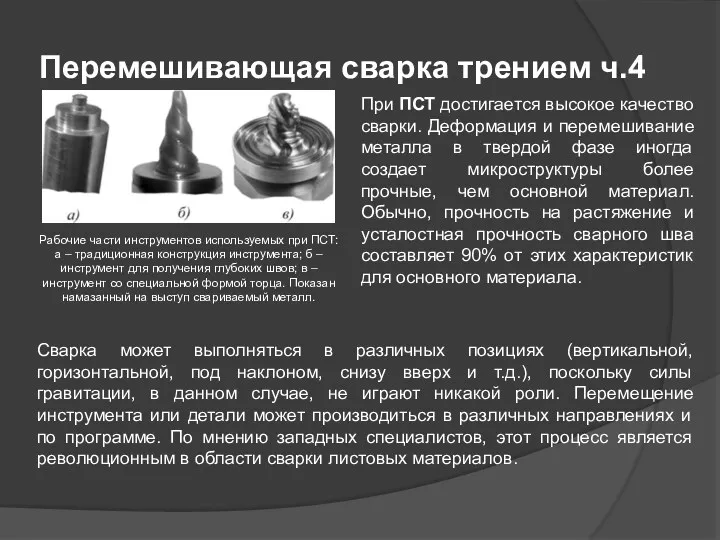
- 18. Перемешивающая сварка трением ч.4 Рабочие части инструментов используемых при ПСТ: а – традиционная конструкция инструмента; б
- 19. Технологические возможности сварки трением Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые, инструментальные, высоколегированные стали различных
- 20. Технологические возможности сварки трением Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые, инструментальные, высоколегированные стали различных
- 21. Область применения сварки трением Сварка трением широкo применяется в машиностроении, инструментальном производстве, ядерной энергетике, электротехнической промышленности,
- 22. Преимущества применения сварки трением ч.1 Высокая производительность. Объем тонкого слоя нагреваемого металла настолько незначителен, что весь
- 23. Преимущества применения сварки трением ч.1 Независимость качества сварных соединений от чистоты их поверхности. При сварке трением
- 25. Скачать презентацию
Термины и определения
Сварка — это технологический процесс получения неразъёмного соединения посредством
Термины и определения
Сварка — это технологический процесс получения неразъёмного соединения посредством
Историческая справка
Термин «сварка трением», а точнее – «friction stir welding» (FSW),
Историческая справка
Термин «сварка трением», а точнее – «friction stir welding» (FSW),
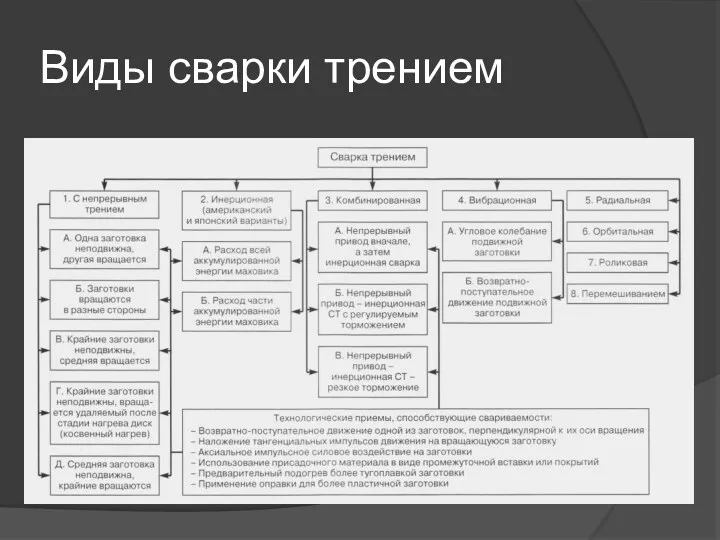
Виды сварки трением
Виды сварки трением
Конвенционная сварка трением ч.1
Рис. 2. Схема конвенционной сварки трением с непрерывным
Конвенционная сварка трением ч.1
Рис. 2. Схема конвенционной сварки трением с непрерывным
Конвенционная сварка трением ч.2
К основным достоинствам конвенционной сварки трением относят:
• высокую
Конвенционная сварка трением ч.2
К основным достоинствам конвенционной сварки трением относят:
• высокую
Инерционная сварка трением
В инерционной сварке энергия передается детали не непосредственно от
Инерционная сварка трением
В инерционной сварке энергия передается детали не непосредственно от
Комбинированная сварка трением
Применение комбинированной сварки трением, при которой первая стадия осуществляется
Комбинированная сварка трением
Применение комбинированной сварки трением, при которой первая стадия осуществляется
Вибрационная сварка трением
Вибрационная сварка. Принципиально возможен процесс сварки трением некруглых деталей,
Вибрационная сварка трением
Вибрационная сварка. Принципиально возможен процесс сварки трением некруглых деталей,

Радиальная сварка трением ч.1
Рис. 5. Схема радиальной сварки трением: а -
Радиальная сварка трением ч.1
Рис. 5. Схема радиальной сварки трением: а -
Радиальная сварка трением ч.2
Схема радиальной сварки трением
Кольцо изготавливается из того же
Радиальная сварка трением ч.2
Схема радиальной сварки трением
Кольцо изготавливается из того же
Орбитальная сварка трением
Схема орбитальной сварки трением : а - стадия нагрева
Орбитальная сварка трением
Схема орбитальной сварки трением : а - стадия нагрева
Роликовая сварка трением ч.1
Схема холодной шовной сварки:
1 - детали; 2
Роликовая сварка трением ч.1
Схема холодной шовной сварки: 1 - детали; 2
Роликовая сварка трением ч.1
Односторонняя роликовая сварка чаще применяется для сварки разнородных
Роликовая сварка трением ч.1
Односторонняя роликовая сварка чаще применяется для сварки разнородных
Перемешивающая сварка трением ч.1
Технологическая схема процесса сварки трением с перемешиванием
Сварка трением
Перемешивающая сварка трением ч.1
Технологическая схема процесса сварки трением с перемешиванием
Сварка трением

Перемешивающая сварка трением ч.2
Схема ПСТ
Перемешивающая сварка трением (ПСТ) является одним из
Перемешивающая сварка трением ч.2
Схема ПСТ
Перемешивающая сварка трением (ПСТ) является одним из
Перемешивающая сварка трением ч.3
Конструкция инструмента, применяемого для сварки листов толщиной 8
Перемешивающая сварка трением ч.3
Конструкция инструмента, применяемого для сварки листов толщиной 8
Перемешивающая сварка трением ч.4
Рабочие части инструментов используемых при ПСТ: а –
Перемешивающая сварка трением ч.4
Рабочие части инструментов используемых при ПСТ: а –
Технологические возможности сварки трением
Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые,
Технологические возможности сварки трением
Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые,
Технологические возможности сварки трением
Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые,
Технологические возможности сварки трением
Номенклатура свариваемых материалов достаточно широка : малоуглеродистые, углеродистые,
Область применения сварки трением
Сварка трением широкo применяется в машиностроении, инструментальном производстве,
Область применения сварки трением
Сварка трением широкo применяется в машиностроении, инструментальном производстве,
Преимущества применения сварки трением ч.1
Высокая производительность. Объем тонкого слоя нагреваемого металла
Преимущества применения сварки трением ч.1
Высокая производительность. Объем тонкого слоя нагреваемого металла
Преимущества применения сварки трением ч.1
Независимость качества сварных соединений от чистоты их
Преимущества применения сварки трением ч.1
Независимость качества сварных соединений от чистоты их
 Электроснабжение коттеджа Мечта в Невском районе г. Санкт-Петербург
Электроснабжение коттеджа Мечта в Невском районе г. Санкт-Петербург Выпускной 2020 в КЗ Останкино
Выпускной 2020 в КЗ Останкино Формы в HTML-документе. Элементы форм
Формы в HTML-документе. Элементы форм Городской конкурс Учитель года 2014. 2 день. Методический семинар.
Городской конкурс Учитель года 2014. 2 день. Методический семинар. Трудом ковалась победа. 1941-1945
Трудом ковалась победа. 1941-1945 Биологическое действие искусственных электромагнитных излучений
Биологическое действие искусственных электромагнитных излучений презентация казахстан
презентация казахстан Хронический вирусный гепатит С с трансформацией в цирроз. Клинический случай
Хронический вирусный гепатит С с трансформацией в цирроз. Клинический случай Мышцы плечевого пояса и свободной верхней конечности
Мышцы плечевого пояса и свободной верхней конечности Разработка урока географии в 6 классе Мировой океан и его части
Разработка урока географии в 6 классе Мировой океан и его части Творчество С.Е.Есенина. 9 класс
Творчество С.Е.Есенина. 9 класс Профессиональные 4K ЖК мониторы c Медиа-плеером
Профессиональные 4K ЖК мониторы c Медиа-плеером Қазіргі дәстүрлі емес діни қозғалыстар мен бірлестіктер
Қазіргі дәстүрлі емес діни қозғалыстар мен бірлестіктер Дополнительные общеобразовательные общеразвивающие программы
Дополнительные общеобразовательные общеразвивающие программы Формирование предмета и метода экономической науки. Лекция 1
Формирование предмета и метода экономической науки. Лекция 1 Гражданская война в России 1917-1922 гг
Гражданская война в России 1917-1922 гг Методы экологического образования детей дошкольного возраста
Методы экологического образования детей дошкольного возраста Звуки [Ф] и [Ф’]. Буква Ф
Звуки [Ф] и [Ф’]. Буква Ф Творчество Хариной В.Т
Творчество Хариной В.Т Подготовка к сочинению-описанию по картине П.П. Кончаловского Сирень в корзине
Подготовка к сочинению-описанию по картине П.П. Кончаловского Сирень в корзине Бихевиоризм
Бихевиоризм Интеллектуальная игра По страницам книги по повести Ю. Я. Яковлева Зимородок
Интеллектуальная игра По страницам книги по повести Ю. Я. Яковлева Зимородок Конституция России
Конституция России Интеллектуальный марафон - 22 (2 класс)
Интеллектуальный марафон - 22 (2 класс) Исследовательский проект: Мобильный телефон - друг или враг?
Исследовательский проект: Мобильный телефон - друг или враг? Короткие и длинные волны на воде
Короткие и длинные волны на воде Конструктивно-технологичские особенности средств связи (LTE)
Конструктивно-технологичские особенности средств связи (LTE) Практические вопросы построения МП систем
Практические вопросы построения МП систем