- Сварка цветных металлов

Содержание
- 2. К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий и их сплавы. Сварка меди.
- 3. При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую сварку и приводят к порообразованию.
- 4. Характеристика пламени. Вид пламени — строго нормальное. Его тепловую мощность выбирают в зависимости от толщины свариваемых
- 5. Технологические особенности. Сварку выполняют с применением флюса, предохраняющего медь от окисления. В качестве присадочных материалов используют
- 6. Техника сварки. Сварку проводят как левым, так и правым способами с максимальной скоростью и без перерыва.
- 7. Дополнительные меры. Для компенсации потерь теплоты вследствие ее отвода в основной металл применяют предварительный и сопутствующий
- 8. Сварка латуни. Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется в пределах 800... 900 °С
- 9. Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при сварке стали. Характеристика пламени. Вид
- 10. Технологические особенности. Изделия толщиной до 1 мм сваривают с отбортовкой кромок, 1 ...5 мм — с
- 11. Техника сварки. Сварку осуществляют левым способом. Конец ядра пламени располагают на расстоянии 7... 10 мм отсвариваемой
- 12. Дополнительные меры. После сварки швы подвергают проковке. Латуни, содержащие более 40 % цинка, проковывают при температуре
- 13. Сварка бронзы. Согласно классификации по химическому составу различают оловянные (3... 14 % олова) и безоловянные бронзы.
- 14. Трудности при сварке. К факторам, затрудняющим проведение сварки и ухудшающим свойства сварного соединения, относятся выгорание олова
- 15. Характеристика пламени. Вид пламени — строго нормальное. Его тепловую мощность выбирают исходя из расхода ацетилена 70...
- 16. Технологические особенности. Сварку проводят с применением тех же флюсов которые используют при сварке меди. Присадочные материалы
- 17. Техника сварки. Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают на расстоянии 7... 10 мм
- 18. Дополнительные меры. Для особо ответственных изделий с повышенным содержанием олова рекомендуется отжиг при температуре 750°С и
- 19. Сварка алюминия и его сплавов. Температура плавления алюминия 6600 С, пленки оксида алюминия (А1203) — 2050
- 20. Трудности при сварке. Сварка затруднена из-за наличия прочной тугоплавкой пленки оксида на поверхности алюминиевых сплавов, которую
- 21. Характеристика пламени. Сварку проводят нормальным «мягким» пламенем. Его тепловую мощность выбирают исходя из расхода ацетилена 75
- 22. Технологические особенности. Основным видом соединений при газовой сварке алюминия и его сплавов является стыковое. Выполнять тавровые,
- 23. Техника сварки. Левым способом сваривают детали толщиной до 5 мм, правым — толщиной свыше 5 мм.
- 24. Дополнительные меры. Перед сваркой кромки свариваемых деталей и присадочную проволоку промывают в течение 10 мин в
- 26. Скачать презентацию
К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий
К цветным металлам, которые хорошо соединяются газовой сваркой, относятся медь, алюминий
При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую
При расплавлении медь поглощает газы, находящиеся в воздухе, которые затрудняют газовую
Характеристика пламени.
Вид пламени — строго нормальное.
Его тепловую мощность выбирают
Характеристика пламени.
Вид пламени — строго нормальное.
Его тепловую мощность выбирают
Технологические особенности.
Сварку выполняют с применением флюса, предохраняющего медь от окисления.
В
Технологические особенности.
Сварку выполняют с применением флюса, предохраняющего медь от окисления.
В
Техника сварки.
Сварку проводят как левым, так и правым способами с
Техника сварки.
Сварку проводят как левым, так и правым способами с
Дополнительные меры.
Для компенсации потерь теплоты вследствие ее отвода в основной
Дополнительные меры.
Для компенсации потерь теплоты вследствие ее отвода в основной
Сварка латуни.
Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется
Сварка латуни.
Латунь представляет собой медно-цинковый сплав. Температура ее плавления изменяется
Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при
Сравнительно высокая теплопроводность латуни требует применения более мощного пламени, чем при
Технологические особенности.
Изделия толщиной до 1 мм сваривают с отбортовкой кромок,
Технологические особенности.
Изделия толщиной до 1 мм сваривают с отбортовкой кромок,
Техника сварки.
Сварку осуществляют левым способом. Конец ядра пламени располагают на
Техника сварки.
Сварку осуществляют левым способом. Конец ядра пламени располагают на
Дополнительные меры.
После сварки швы подвергают проковке. Латуни, содержащие более 40
Дополнительные меры.
После сварки швы подвергают проковке. Латуни, содержащие более 40
Сварка бронзы.
Согласно классификации по химическому составу различают оловянные (3... 14
Сварка бронзы.
Согласно классификации по химическому составу различают оловянные (3... 14
Трудности при сварке.
К факторам, затрудняющим проведение сварки и ухудшающим свойства
Трудности при сварке.
К факторам, затрудняющим проведение сварки и ухудшающим свойства
Характеристика пламени.
Вид пламени — строго нормальное. Его тепловую мощность выбирают
Характеристика пламени.
Вид пламени — строго нормальное. Его тепловую мощность выбирают
Технологические особенности.
Сварку проводят с применением тех же флюсов которые используют
Технологические особенности.
Сварку проводят с применением тех же флюсов которые используют
Техника сварки.
Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают
Техника сварки.
Сварку выполняют преимущественно левым способом. Коней ядра пламени располагают
Дополнительные меры.
Для особо ответственных изделий с повышенным содержанием олова рекомендуется
Дополнительные меры.
Для особо ответственных изделий с повышенным содержанием олова рекомендуется
Сварка алюминия и его сплавов.
Температура плавления алюминия 6600 С, пленки
Сварка алюминия и его сплавов.
Температура плавления алюминия 6600 С, пленки
Трудности при сварке.
Сварка затруднена из-за наличия прочной тугоплавкой пленки оксида
Трудности при сварке.
Сварка затруднена из-за наличия прочной тугоплавкой пленки оксида
Характеристика пламени.
Сварку проводят нормальным «мягким» пламенем. Его тепловую мощность выбирают
Характеристика пламени.
Сварку проводят нормальным «мягким» пламенем. Его тепловую мощность выбирают
Технологические особенности.
Основным видом соединений при газовой сварке алюминия и его
Технологические особенности.
Основным видом соединений при газовой сварке алюминия и его
Техника сварки.
Левым способом сваривают детали толщиной до 5 мм, правым
Техника сварки.
Левым способом сваривают детали толщиной до 5 мм, правым
Дополнительные меры.
Перед сваркой кромки свариваемых деталей и присадочную проволоку промывают
Дополнительные меры.
Перед сваркой кромки свариваемых деталей и присадочную проволоку промывают
 Великие русские химики
Великие русские химики Действие магнитного поля на проводник с током
Действие магнитного поля на проводник с током Саванны и редколесья
Саванны и редколесья Рисуем цветы
Рисуем цветы Виды шовного материала. Техника вязания узлов
Виды шовного материала. Техника вязания узлов Стандартные изделия в строительстве и примеры типизации их размеров
Стандартные изделия в строительстве и примеры типизации их размеров Представление (кодирование) чисел. Информатика для колледжа
Представление (кодирование) чисел. Информатика для колледжа Люди и еда: психологические аспекты пищевого поведения
Люди и еда: психологические аспекты пищевого поведения Профессии, связанные с обработкой древесины. Пороки древесины
Профессии, связанные с обработкой древесины. Пороки древесины TPMS Introduction (v.2)
TPMS Introduction (v.2) Теории и модели перевода. Лекция 3
Теории и модели перевода. Лекция 3 Задачи теории расписаний
Задачи теории расписаний Селищенский центр народного творчества и досуга
Селищенский центр народного творчества и досуга Презентация к мастер-классу
Презентация к мастер-классу Глібчук Руслана. Моє життєве кредо
Глібчук Руслана. Моє життєве кредо Театр сквозь годы и века Третьяк Л.М.2
Театр сквозь годы и века Третьяк Л.М.2 6 класс. Гидросфера 2 урок. Части мирового океана
6 класс. Гидросфера 2 урок. Части мирового океана Урок Реакции ионного обмена
Урок Реакции ионного обмена Организация работы классного руководителя и воспитателя в свете национальной инициативы Наша новая школа
Организация работы классного руководителя и воспитателя в свете национальной инициативы Наша новая школа Результаты диагностики речевого развития учащихся 1х классов.
Результаты диагностики речевого развития учащихся 1х классов. Бытовые приборы
Бытовые приборы Замена пролетных строений консольными кранами
Замена пролетных строений консольными кранами Социальная сфера
Социальная сфера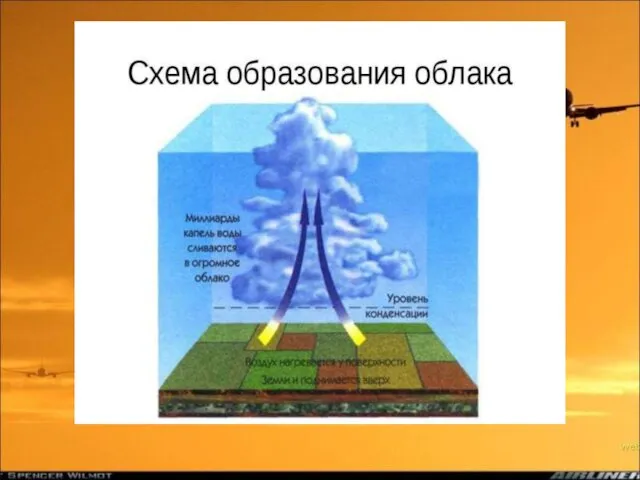 Схема образования облака
Схема образования облака Тренинг Доверие
Тренинг Доверие Материалы мастер-класса ИКТ на уроках в начальной школе
Материалы мастер-класса ИКТ на уроках в начальной школе Расчёт стоимости ремонтных работ спортивного комплекса г. Коркино. Практика
Расчёт стоимости ремонтных работ спортивного комплекса г. Коркино. Практика Презентация для проверки определений по педагогическому речеведению.
Презентация для проверки определений по педагогическому речеведению.