- Сварочные тракторы

Содержание
- 2. Преимущества сварочного трактора Сварочный трактор, представляет собой самоходное оборудование, которое используется при проведении сварочных работ. Он
- 3. Производители сварочных тракторов ЗАО «Искра» - АДФ-1002. ПАТОН - ТС-77 М, ТС-102, АС-2498 М, ТС-32. КЗЭСО(Каховка)
- 4. Автомат сварочный АДФ-1002 предназначен для сварки под слоем флюса соединений встык с разделкой и без разделки
- 5. Конструктивные отличия автоматов
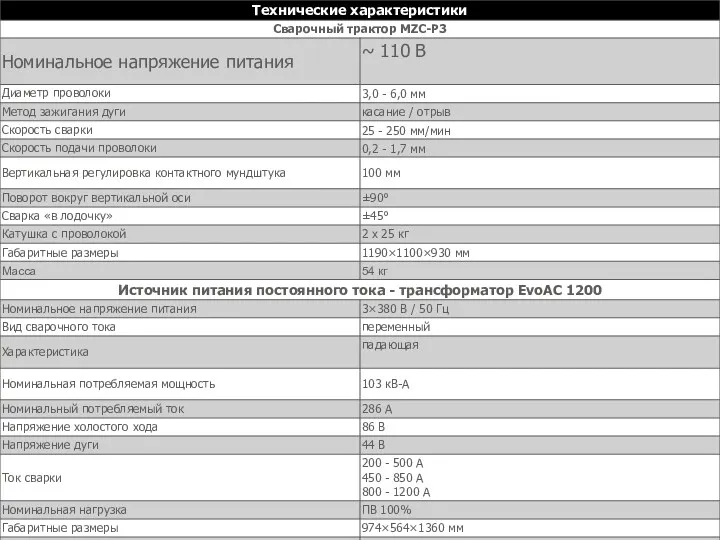
- 6. Краткие технические характеристики
- 7. Сварочный трактор АДФ-1002
- 8. Принципиальная схема сварочного трактора АДФ-1002
- 9. Сварочный трактор АДФ-1202
- 10. Принципиальная схема сварочного трактора АДФ-1202
- 11. Технологические возможности сварочного трактора АДФ-1202 шире, чем трактора АДФ-1002. Это объясняется реализацией концепции двухмоторного автомата. Действительно,
- 12. Сварочный трактор ПАТОН ТС-77 М
- 13. Преимущества ПАТОН ТС-77 М Трактор ТС-77 М предназначен для высокопроизводительной сварки под флюсом протяжённых швов. Наиболее
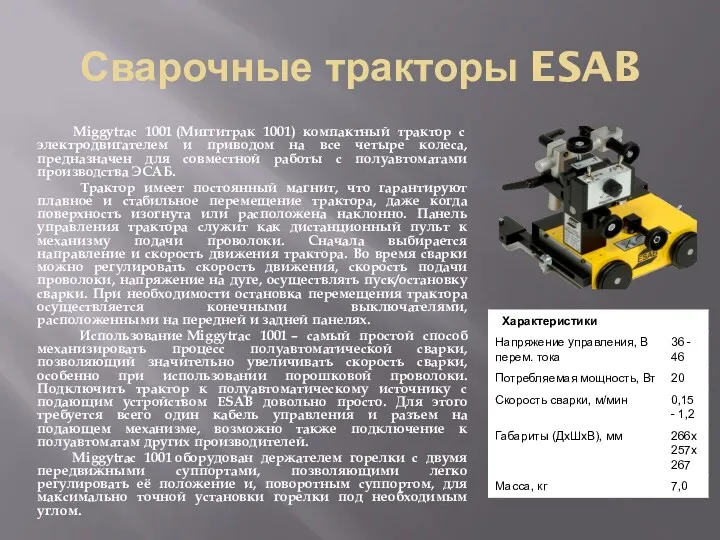
- 17. Сварочные тракторы ESAB Miggytrac 1001 (Миггитрак 1001) компактный трактор с электродвигателем и приводом на все четыре
- 18. Miggytrac 2000 (Миггитрак 2000) в целом сопоставим по своим возможностям и характеристикам с Miggytrac 1001, имея
- 19. Сварочный трактор EVOSPARK EvoSAW Tandem Сварочные процессы: SAW-Tandem, SAW, MMA, CAG-A Комплектный автомат тракторного типа для
- 21. LINCOLN Cruiser dx Применение: Автоматическая сварка под слоем флюса на постоянном либо переменнтом токе. Реализует преимущества
- 22. Источник PowerWave® AC/DC 1000 PowerWave® AC/DC 1000 – инвертор, оснащенный цифровой системой управления, которая предоставляет безграничные
- 25. Скачать презентацию
Преимущества сварочного трактора
Сварочный трактор, представляет собой самоходное оборудование, которое используется
Преимущества сварочного трактора
Сварочный трактор, представляет собой самоходное оборудование, которое используется
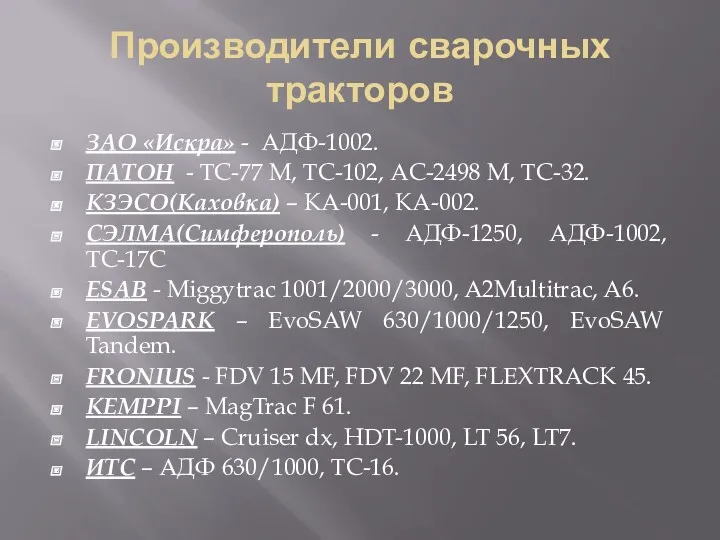
Производители сварочных тракторов
ЗАО «Искра» - АДФ-1002.
ПАТОН - ТС-77 М, ТС-102, АС-2498
Производители сварочных тракторов
ЗАО «Искра» - АДФ-1002.
ПАТОН - ТС-77 М, ТС-102, АС-2498

Автомат сварочный АДФ-1002 предназначен для сварки под слоем флюса соединений встык
Автомат сварочный АДФ-1002 предназначен для сварки под слоем флюса соединений встык
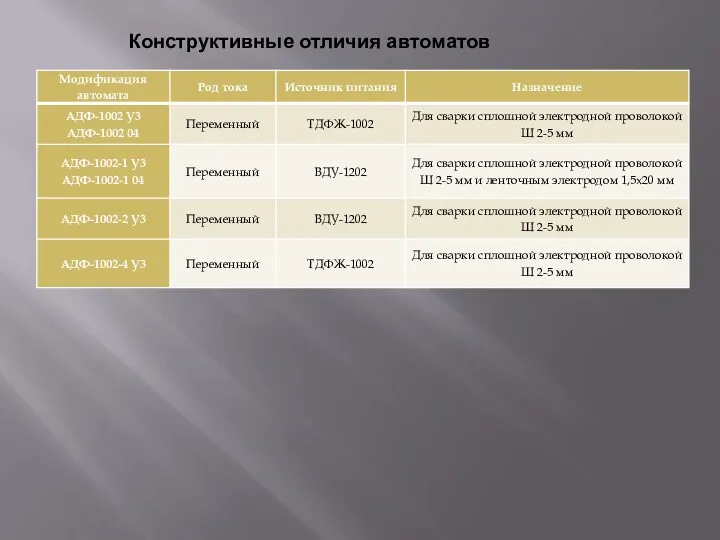
Конструктивные отличия автоматов
Конструктивные отличия автоматов
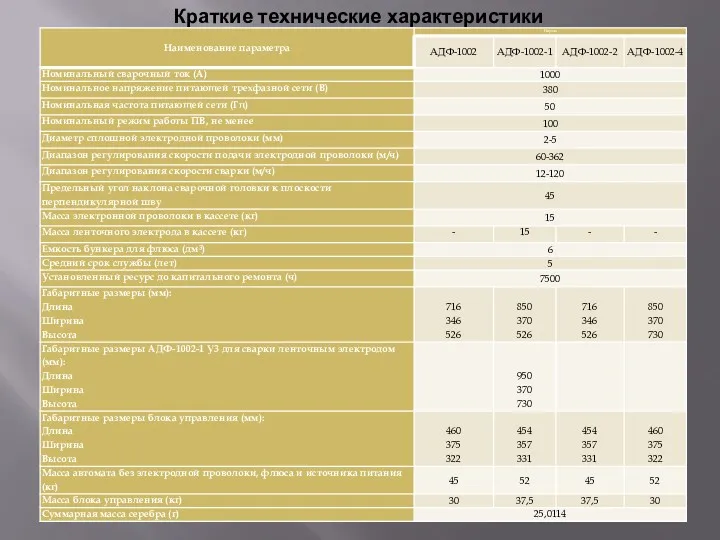
Краткие технические характеристики
Краткие технические характеристики
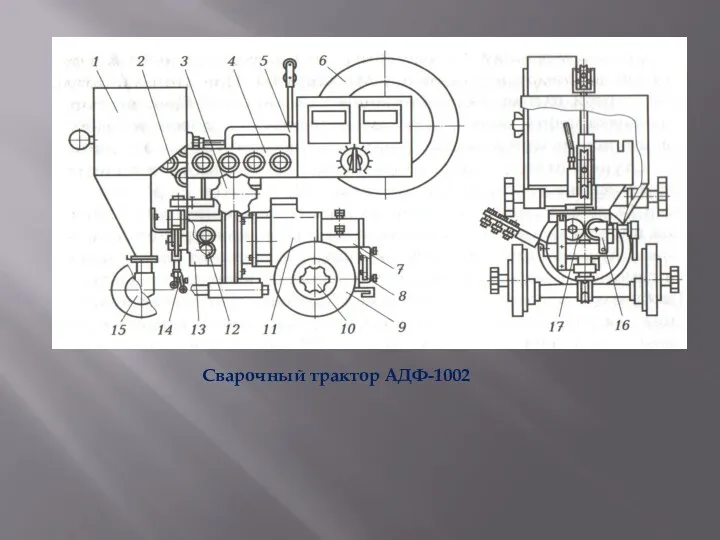
Сварочный трактор АДФ-1002
Сварочный трактор АДФ-1002
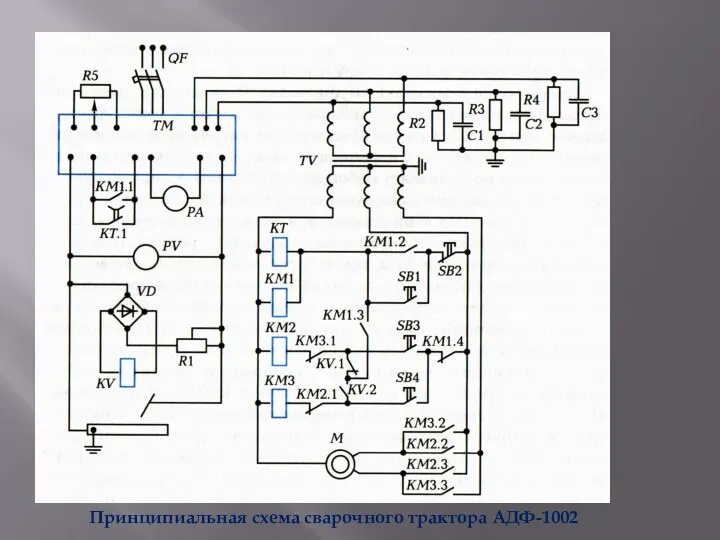
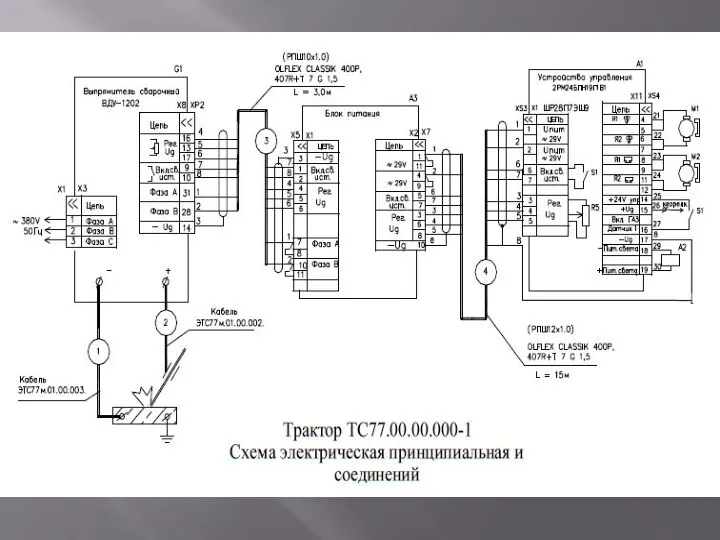
Принципиальная схема сварочного трактора АДФ-1002
Принципиальная схема сварочного трактора АДФ-1002
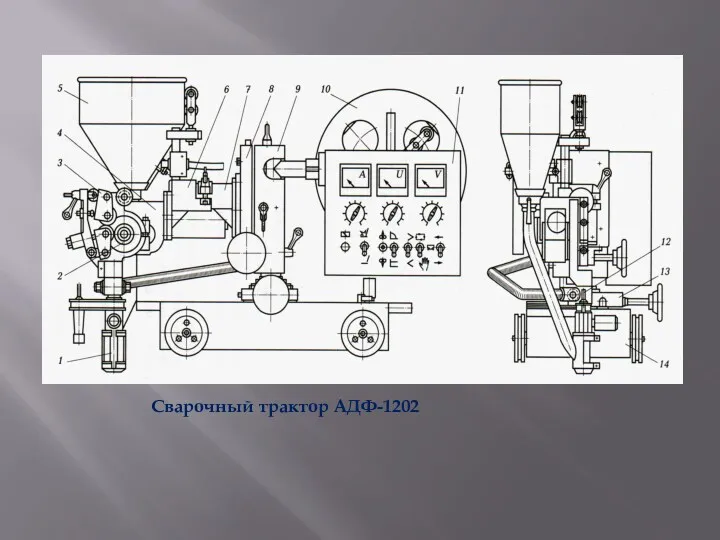
Сварочный трактор АДФ-1202
Сварочный трактор АДФ-1202
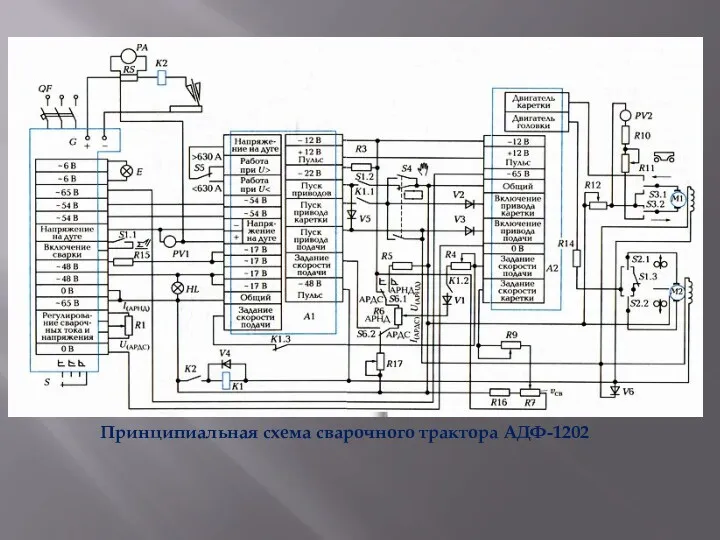
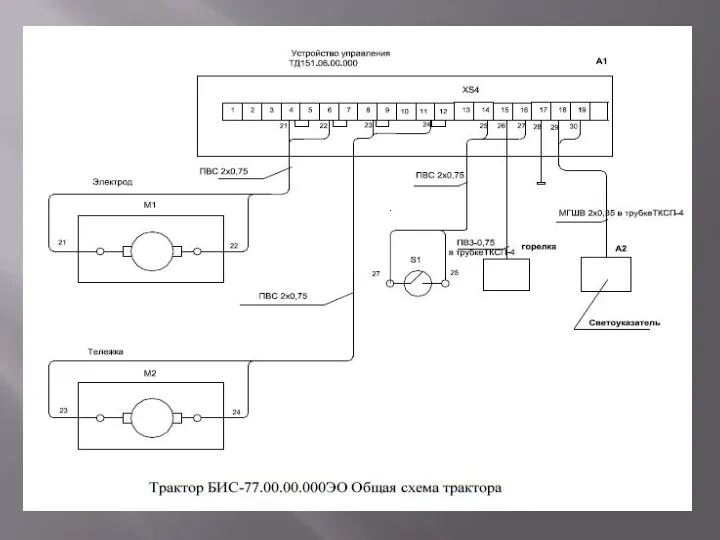
Принципиальная схема сварочного трактора АДФ-1202
Принципиальная схема сварочного трактора АДФ-1202
Технологические возможности сварочного трактора АДФ-1202 шире, чем трактора АДФ-1002. Это объясняется
Технологические возможности сварочного трактора АДФ-1202 шире, чем трактора АДФ-1002. Это объясняется
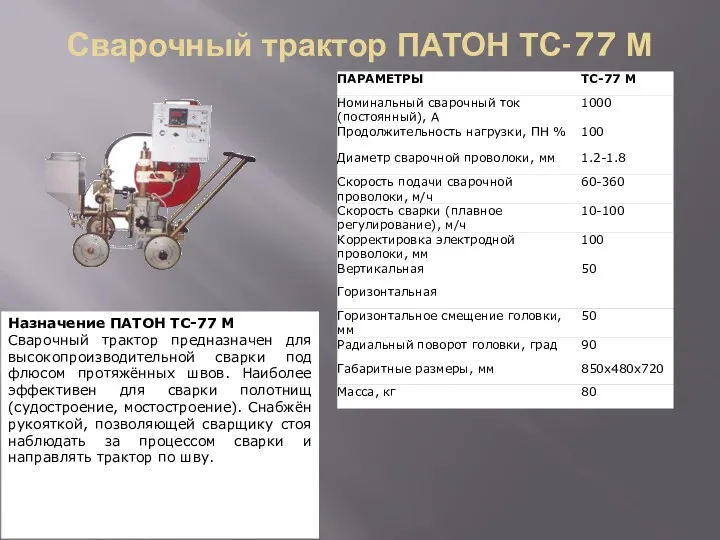
Сварочный трактор ПАТОН ТС-77 М
Сварочный трактор ПАТОН ТС-77 М
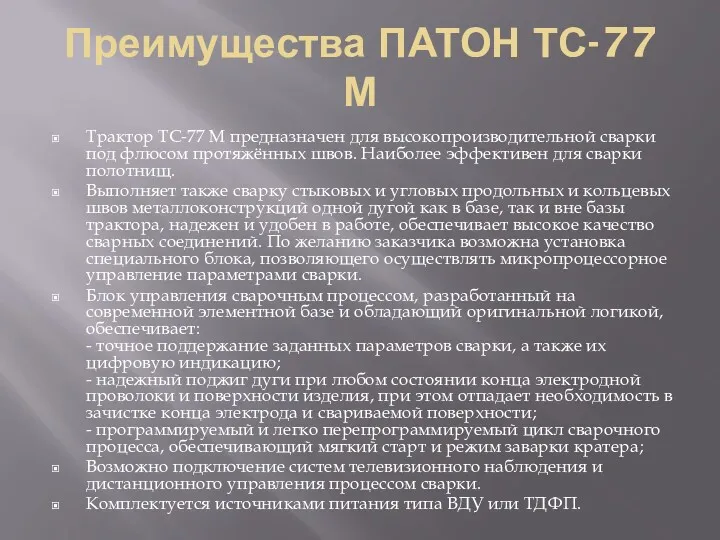
Преимущества ПАТОН ТС-77 М
Трактор ТС-77 М предназначен для высокопроизводительной сварки под
Преимущества ПАТОН ТС-77 М
Трактор ТС-77 М предназначен для высокопроизводительной сварки под
Сварочные тракторы ESAB
Miggytrac 1001 (Миггитрак 1001) компактный трактор с электродвигателем и
Сварочные тракторы ESAB
Miggytrac 1001 (Миггитрак 1001) компактный трактор с электродвигателем и
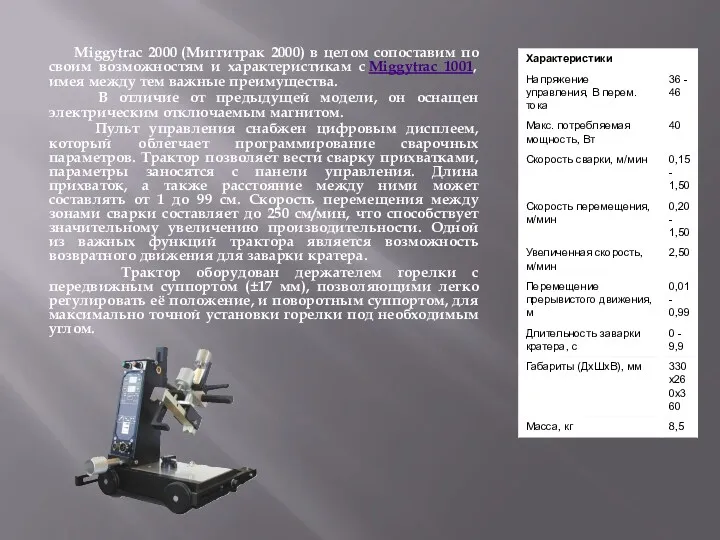
Miggytrac 2000 (Миггитрак 2000) в целом сопоставим по своим возможностям и
Miggytrac 2000 (Миггитрак 2000) в целом сопоставим по своим возможностям и

Сварочный трактор EVOSPARK
EvoSAW Tandem
Сварочные процессы: SAW-Tandem, SAW, MMA, CAG-A
Комплектный автомат тракторного
Сварочный трактор EVOSPARK
EvoSAW Tandem
Сварочные процессы: SAW-Tandem, SAW, MMA, CAG-A
Комплектный автомат тракторного

LINCOLN Cruiser dx
Применение: Автоматическая сварка под слоем флюса на постоянном либо переменнтом
LINCOLN Cruiser dx
Применение: Автоматическая сварка под слоем флюса на постоянном либо переменнтом

Источник PowerWave® AC/DC 1000
PowerWave® AC/DC 1000 – инвертор, оснащенный цифровой системой
Источник PowerWave® AC/DC 1000
PowerWave® AC/DC 1000 – инвертор, оснащенный цифровой системой
 Бактерии Bacillus subtilits
Бактерии Bacillus subtilits Гипертонические кризы
Гипертонические кризы Культурно-исторические особенности народов России
Культурно-исторические особенности народов России Тренировочные упражнения экзаменационной работы по алгебре для 9 класса в форме ГИА
Тренировочные упражнения экзаменационной работы по алгебре для 9 класса в форме ГИА Терроризм: понятие, виды, сущность
Терроризм: понятие, виды, сущность 20230928_prezentatsiya_microsoft_office_powerpoint_2
20230928_prezentatsiya_microsoft_office_powerpoint_2 Категория Электрика
Категория Электрика Модальные глаголы
Модальные глаголы Презентация Азбука Маркиза Этикета
Презентация Азбука Маркиза Этикета Дневник по практике
Дневник по практике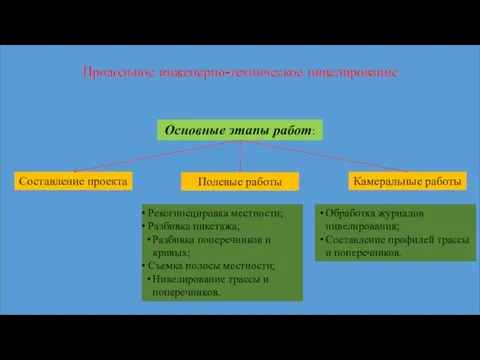 Виды нивелирования
Виды нивелирования Необходимые компетенции для Pre-Sale
Необходимые компетенции для Pre-Sale Экологическая тропа
Экологическая тропа Игра Чем богаты, тем и рады (3 часть Русские народные сказки )
Игра Чем богаты, тем и рады (3 часть Русские народные сказки ) Все о пожаре Диск
Все о пожаре Диск Род и число существительных и прилагательных. Курс испанского для начинающих
Род и число существительных и прилагательных. Курс испанского для начинающих Круговорот воды в природе
Круговорот воды в природе Моя малая Родина
Моя малая Родина Особенность анестезиологического пособия в амбулаторных условиях
Особенность анестезиологического пособия в амбулаторных условиях Тыныс алу жолдар ауруларының микробиологиялық диагностикасының жалпы принциптері (туберкулез, дифтерия, көкжөтел)
Тыныс алу жолдар ауруларының микробиологиялық диагностикасының жалпы принциптері (туберкулез, дифтерия, көкжөтел) Концепция учителя
Концепция учителя Генеральные планы промышленных предприятий. Зонирование территории и требования к расположению зданий и сооружений
Генеральные планы промышленных предприятий. Зонирование территории и требования к расположению зданий и сооружений NABEREZhNAYa_otrazhenie
NABEREZhNAYa_otrazhenie Обобщение темы Четырёхугольники
Обобщение темы Четырёхугольники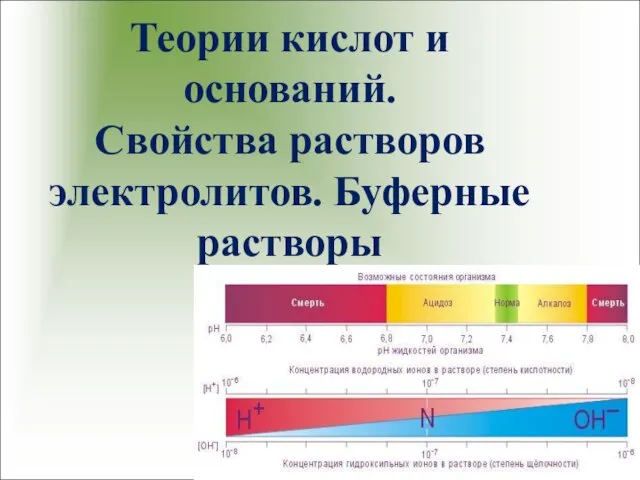 Теории кислот и оснований. Свойства растворов электролитов. Буферные растворы
Теории кислот и оснований. Свойства растворов электролитов. Буферные растворы Внутренний водный транспорт
Внутренний водный транспорт Мифы об ОРКСЭ
Мифы об ОРКСЭ Организаторская деятельность руководителя хореографического коллектива
Организаторская деятельность руководителя хореографического коллектива