- Свойства продукции. Классификация показателей

Содержание
- 2. Классификация показателей, применяемых при оценке уровня качества продукции:
- 3. 5. ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОГО ИСПОЛЬЗОВАНИЯ РЕСУРСОВ Характеризуют свойства изделия, которые отражают его техническое совершенство, но только по
- 4. 6. ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ Технологичность рассматривается как совокупность свойств конструкции изделия, проявляемых в возможности оптимизации затрат труда,
- 5. ТЕХНОЛОГИЧНОСТЬ Эксплуатационная технологичность степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления при заданном объеме выпуска
- 6. Показатели технологичности Обобщенные показатели трудоемкость материалоемкость энергоемкость себестоимость изготовления Единичные показатели различные характеристики производственного процесса изготовления
- 7. 1) Показатели трудоемкости Трудоемкость – это количество труда в человеко-часах, затрачиваемое на технологический процесс изготовления продукции
- 8. Штучная трудоемкость – это трудоемкость единицы производимой продукции или работ характеризуется «штучным временем» tшт. Для неавтоматизированного
- 9. Суммарную трудоемкость изготовления изделия, а также суммарную трудоемкость производства продукции или услуг (работ), выполняемых с помощью
- 10. 2) Показатели материалоемкости изделия Показатели материалоемкости изделия характеризуют количество затраченного материала на его изготовление Суммарная (общая)
- 11. 3) Показатели себестоимости Суммарная себестоимость изготовления изделия (С) определяется в зависимости от целей и условий оценки
- 12. 7. ПОКАЗАТЕЛИ ТРАНСПОРТАБЕЛЬНОСТИ Характеризуют способность продукции сохранять свою пригодность (надежность) в процессе транспортирования, а также приспособленность
- 13. Основными показателями транспортабельности Кд – коэффициент, характеризующий долю транспортируемых изделий, которые сохраняют в заданных (допустимых) пределах
- 14. 8. ПОКАЗАТЕЛИ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ характеризуют насыщенность продукции стандартными, унифицированными и оригинальными частями. Унификация – рациональное
- 15. Межразмерная унификация Межтиповая унификация ВИДЫ УНИФИКАЦИИ Внутриразмерная унификация Межзаводская унификация (отраслевая – для ряда родственных заводов
- 16. УНИФИКАЦИЯ АГРЕГАТИРОВАНИЕ Коэффициент унификации где N – общее число деталей и узлов (сборочных единиц) в изделии,
- 18. Скачать презентацию
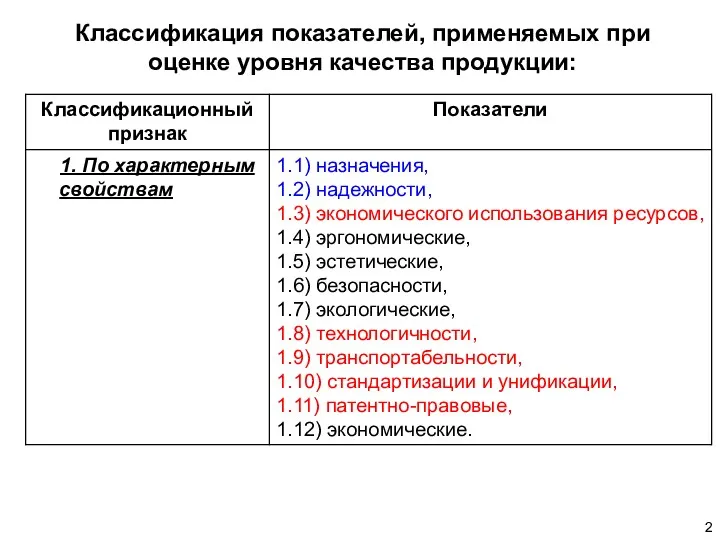
Классификация показателей, применяемых при оценке уровня качества продукции:
Классификация показателей, применяемых при оценке уровня качества продукции:
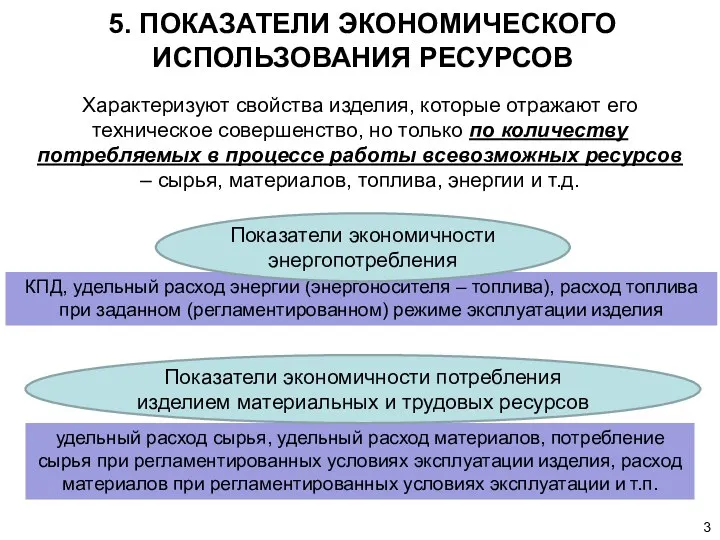
5. ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОГО ИСПОЛЬЗОВАНИЯ РЕСУРСОВ
Характеризуют свойства изделия, которые отражают его техническое
5. ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОГО ИСПОЛЬЗОВАНИЯ РЕСУРСОВ
Характеризуют свойства изделия, которые отражают его техническое
6. ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ
Технологичность рассматривается как совокупность свойств конструкции изделия, проявляемых в
6. ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ
Технологичность рассматривается как совокупность свойств конструкции изделия, проявляемых в

ТЕХНОЛОГИЧНОСТЬ
Эксплуатационная технологичность
степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления
ТЕХНОЛОГИЧНОСТЬ
Эксплуатационная технологичность
степень соответствия конструкции изделия оптимальным производственно-технологическим условиям его изготовления
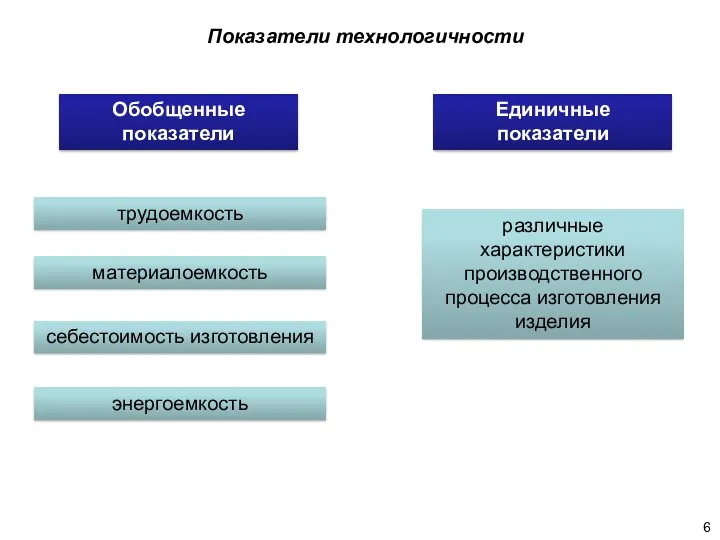
Показатели технологичности
Обобщенные показатели
трудоемкость
материалоемкость
энергоемкость
себестоимость изготовления
Единичные
показатели
различные характеристики производственного процесса изготовления изделия
Показатели технологичности
Обобщенные показатели
трудоемкость
материалоемкость
энергоемкость
себестоимость изготовления
Единичные
показатели
различные характеристики производственного процесса изготовления изделия
1) Показатели трудоемкости
Трудоемкость – это количество труда в человеко-часах, затрачиваемое на
1) Показатели трудоемкости
Трудоемкость – это количество труда в человеко-часах, затрачиваемое на
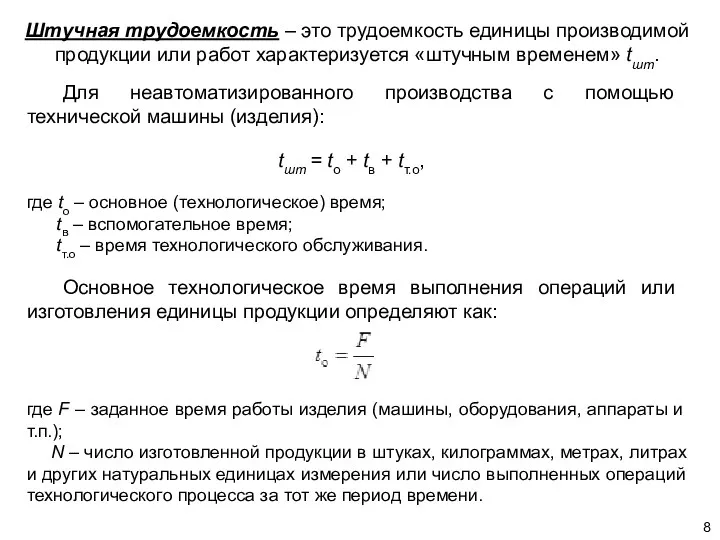
Штучная трудоемкость – это трудоемкость единицы производимой продукции или работ характеризуется
Штучная трудоемкость – это трудоемкость единицы производимой продукции или работ характеризуется
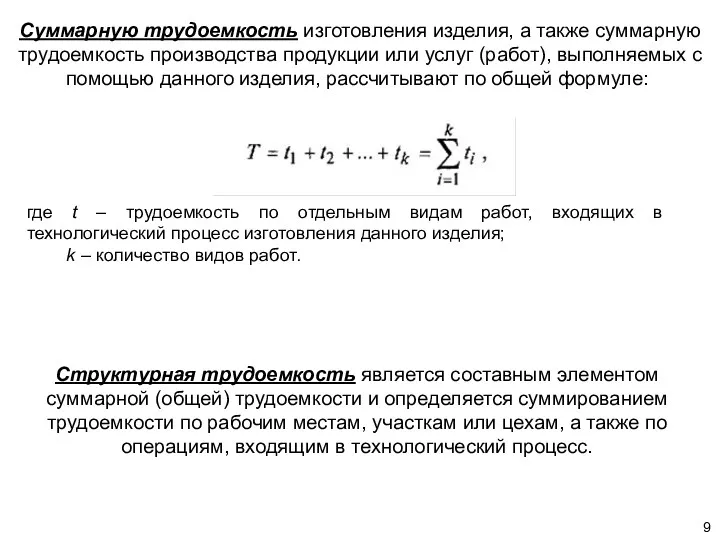
Суммарную трудоемкость изготовления изделия, а также суммарную трудоемкость производства продукции или
Суммарную трудоемкость изготовления изделия, а также суммарную трудоемкость производства продукции или
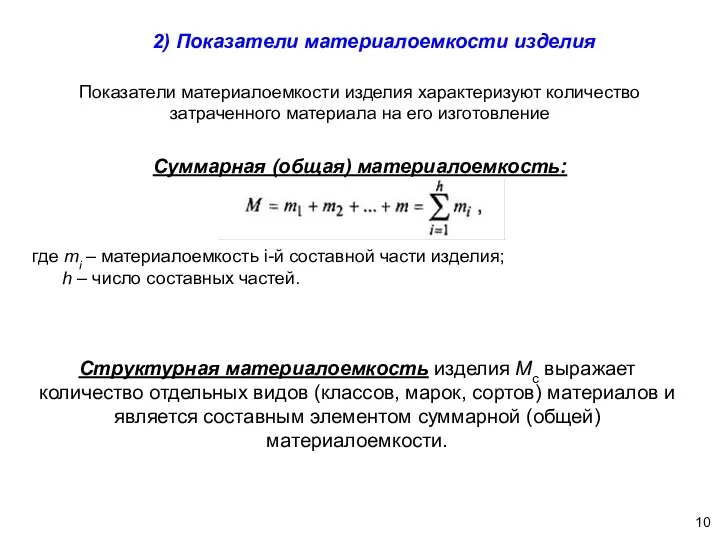
2) Показатели материалоемкости изделия
Показатели материалоемкости изделия характеризуют количество затраченного материала на
2) Показатели материалоемкости изделия
Показатели материалоемкости изделия характеризуют количество затраченного материала на
3) Показатели себестоимости
Суммарная себестоимость изготовления изделия (С) определяется в зависимости от
3) Показатели себестоимости
Суммарная себестоимость изготовления изделия (С) определяется в зависимости от
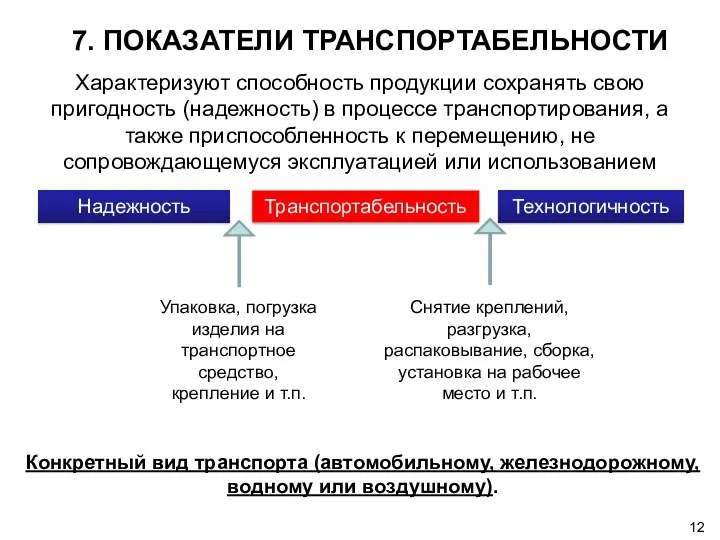
7. ПОКАЗАТЕЛИ ТРАНСПОРТАБЕЛЬНОСТИ
Характеризуют способность продукции сохранять свою пригодность (надежность) в процессе
7. ПОКАЗАТЕЛИ ТРАНСПОРТАБЕЛЬНОСТИ
Характеризуют способность продукции сохранять свою пригодность (надежность) в процессе
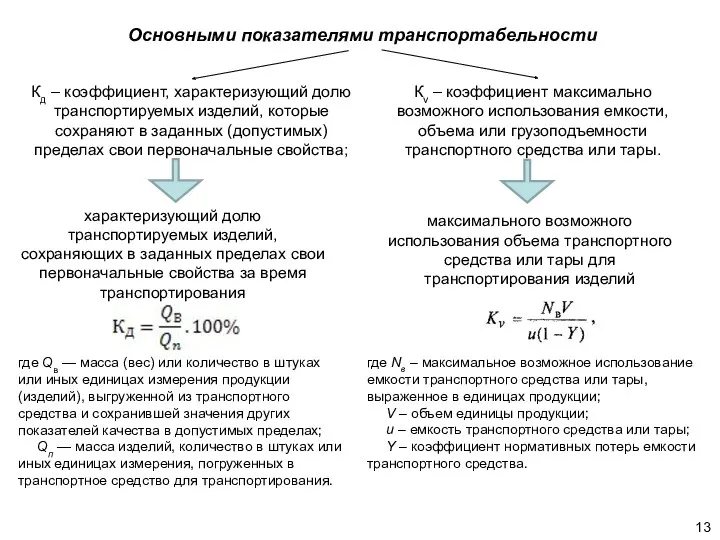
Основными показателями транспортабельности
Кд – коэффициент, характеризующий долю транспортируемых изделий, которые
Основными показателями транспортабельности
Кд – коэффициент, характеризующий долю транспортируемых изделий, которые
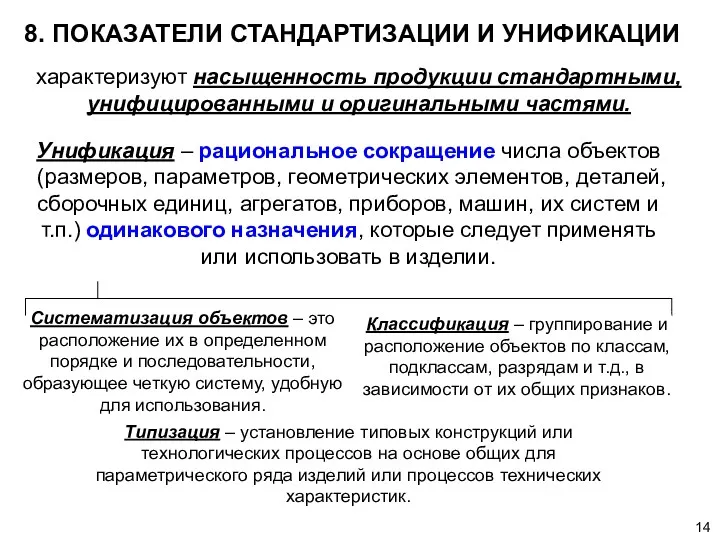
8. ПОКАЗАТЕЛИ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ
характеризуют насыщенность продукции стандартными, унифицированными и оригинальными
8. ПОКАЗАТЕЛИ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ
характеризуют насыщенность продукции стандартными, унифицированными и оригинальными
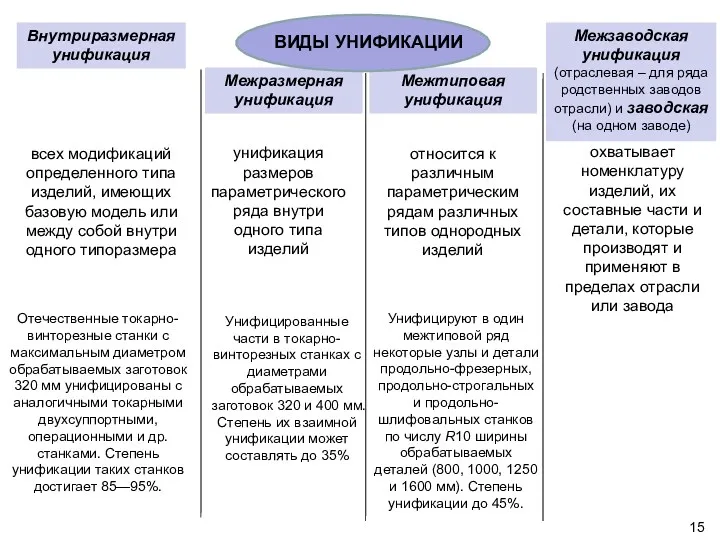
Межразмерная унификация
Межтиповая унификация
ВИДЫ УНИФИКАЦИИ
Внутриразмерная унификация
Межзаводская унификация (отраслевая – для ряда родственных
Межразмерная унификация
Межтиповая унификация
ВИДЫ УНИФИКАЦИИ
Внутриразмерная унификация
Межзаводская унификация (отраслевая – для ряда родственных
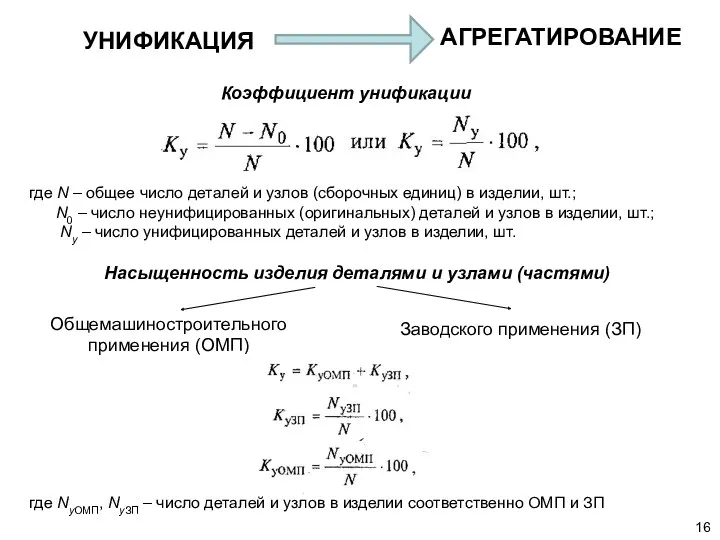
УНИФИКАЦИЯ
АГРЕГАТИРОВАНИЕ
Коэффициент унификации
где N – общее число деталей и узлов (сборочных единиц)
УНИФИКАЦИЯ
АГРЕГАТИРОВАНИЕ
Коэффициент унификации
где N – общее число деталей и узлов (сборочных единиц)
 Развитие энергетики республики Башкортостан
Развитие энергетики республики Башкортостан Презентация по технологии Кафе 3 класс
Презентация по технологии Кафе 3 класс Гемопоэтические факторы роста
Гемопоэтические факторы роста Чудо - тесто
Чудо - тесто физ.минутки на уроках
физ.минутки на уроках Презентация 900 дней и ночей
Презентация 900 дней и ночей Применение свойств квадратного корня
Применение свойств квадратного корня Моделирование систем. 2 лекция ББИ
Моделирование систем. 2 лекция ББИ Презентация Белгородчина культурная
Презентация Белгородчина культурная Моя семья. Фотоальбом
Моя семья. Фотоальбом Родительское собрание Первые школьные отметки
Родительское собрание Первые школьные отметки Данные аэродрома Астана. Классификация аэропорта. Технические данные аэропорта
Данные аэродрома Астана. Классификация аэропорта. Технические данные аэропорта Создаём текст сочинения
Создаём текст сочинения Мастер-класс по изготовлению корзинки из мыла и атласных лент
Мастер-класс по изготовлению корзинки из мыла и атласных лент Органикалық қосылыстардың жіктелуі
Органикалық қосылыстардың жіктелуі Обучение сотрудников. Металлопрокат
Обучение сотрудников. Металлопрокат Понятие личность
Понятие личность Презентация Шашечный турнир
Презентация Шашечный турнир Интерактивная игра. Экологический калейдоскоп
Интерактивная игра. Экологический калейдоскоп Машины постоянного тока
Машины постоянного тока Исторический роман
Исторический роман Современная эпидемиологическая характеристика Дизентерии Зонне на территории Астраханской области
Современная эпидемиологическая характеристика Дизентерии Зонне на территории Астраханской области Птицы. Певчие птицы. Пословицы и поговорки, мифы и легенды, загадки о птицах
Птицы. Певчие птицы. Пословицы и поговорки, мифы и легенды, загадки о птицах Книга Иисуса Навина
Книга Иисуса Навина Классный час Безопасный интернет
Классный час Безопасный интернет Клуб Двойная навигация. Контроль давления. УЗИ. Нейростимулция
Клуб Двойная навигация. Контроль давления. УЗИ. Нейростимулция Систематизация и обработка промыслового материала
Систематизация и обработка промыслового материала Северо-Западный ФО
Северо-Западный ФО