- Связь координат. Продолжение

Содержание
- 2. В токарном станке начало системы координат инструмента (xиTzи) находится в базовой точке Т инструментального блока (см.
- 3. При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база для обработки заготовки в данной
- 4. Для случая, когда оси аппликат систем координат программы и станка направлены в одну сторону, zMW =
- 5. Положение точки О, заданное координатами zдWO и xдWO в системе координат программы, определится координатами хМО и
- 6. Таким образом, с учетом размещения координатной системы программы и координатной системы инструмента относительно базовых точек станка
- 7. При определении координат хМР и zMP необходимо учитывать направления составляющих величин. Если базовая точка суппорта F
- 8. Естественно, что перед началом работы по программе (см. рис. 2.4, а) полюс инструмента Р должен быть
- 9. При программировании следует принимать во внимание диапазон перемещений рабочих органов станка (рабочую зону), который задается предельными
- 10. Правила назначения нулевой точки программы 1. удобство программирования. Например, если расположить деталь в первом квадранте прямоугольной
- 12. Скачать презентацию
В токарном станке начало системы координат инструмента (xиTzи) находится в базовой
В токарном станке начало системы координат инструмента (xиTzи) находится в базовой
При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база
При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база
Для случая, когда оси аппликат систем координат программы и станка направлены
Для случая, когда оси аппликат систем координат программы и станка направлены
Положение точки О, заданное координатами zдWO и xдWO в системе координат
Положение точки О, заданное координатами zдWO и xдWO в системе координат
Таким образом, с учетом размещения координатной системы
программы и координатной системы инструмента
Таким образом, с учетом размещения координатной системы
программы и координатной системы инструмента
При определении координат хМР и zMP необходимо учитывать направления составляющих величин.
При определении координат хМР и zMP необходимо учитывать направления составляющих величин.
Естественно, что перед началом работы по программе (см. рис. 2.4, а)
Естественно, что перед началом работы по программе (см. рис. 2.4, а)
При программировании следует принимать во внимание диапазон перемещений рабочих органов станка
При программировании следует принимать во внимание диапазон перемещений рабочих органов станка
Правила назначения нулевой точки программы
1. удобство программирования. Например, если расположить деталь
Правила назначения нулевой точки программы
1. удобство программирования. Например, если расположить деталь
 Правила вербальных коммуникаций
Правила вербальных коммуникаций Развитие творческого воображения
Развитие творческого воображения Дифференциация мягкого знака смягчающего и разделительного мягкого знака.
Дифференциация мягкого знака смягчающего и разделительного мягкого знака. Основы проектирования профессиональной деятельности педагога дополнительного образования
Основы проектирования профессиональной деятельности педагога дополнительного образования Химический состав клетки. (9 класс)
Химический состав клетки. (9 класс) Гречка. Господарське значення
Гречка. Господарське значення Scrum DK. Nye metoder: Agile Software Development
Scrum DK. Nye metoder: Agile Software Development Artificial language
Artificial language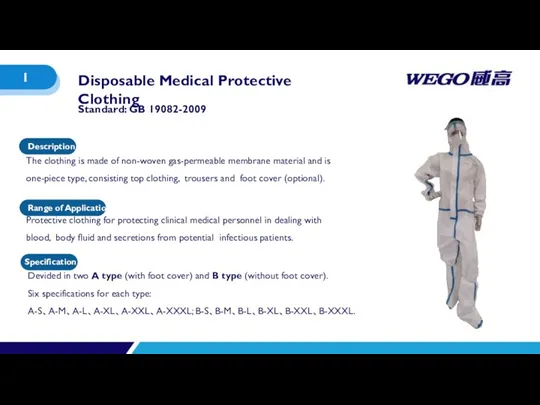 Disposable Medical Protective Clothing
Disposable Medical Protective Clothing Викторина Святитель Стефан - апостол Пермской земли
Викторина Святитель Стефан - апостол Пермской земли Порядок по обжиму витой пары
Порядок по обжиму витой пары Организация труда секретаря-референта в современной организации
Организация труда секретаря-референта в современной организации Организация коррекционной помощи учащимся начальной школы
Организация коррекционной помощи учащимся начальной школы Онтология, как наука о бытии
Онтология, как наука о бытии Жизнь дана на добрые дела
Жизнь дана на добрые дела Игровой метод обучения иностранному языку
Игровой метод обучения иностранному языку Медико-биологические основы безопасности жизнедеятельности
Медико-биологические основы безопасности жизнедеятельности Проект Дорожная азбука Диск
Проект Дорожная азбука Диск Врожденные пороки сердца
Врожденные пороки сердца Организация работы кулинарного цеха
Организация работы кулинарного цеха Юрий Гагарин – первый в космосе
Юрий Гагарин – первый в космосе Тема 1.6.3
Тема 1.6.3 Мой город - Бийск. 2 класс
Мой город - Бийск. 2 класс Лизинг, как перспективная форма иностранных инвестиций
Лизинг, как перспективная форма иностранных инвестиций Древнегреческая лирика
Древнегреческая лирика Eksploatacja systemu
Eksploatacja systemu Презентация к уроку природоведения 5 класс Полезные ископаемые.Металлы
Презентация к уроку природоведения 5 класс Полезные ископаемые.Металлы ТО, ремонт, демонтаж, разборка, сборка, монтаж светильников с лампами
ТО, ремонт, демонтаж, разборка, сборка, монтаж светильников с лампами