- Технологические процессы обработки на станках с ЧПУ

Содержание
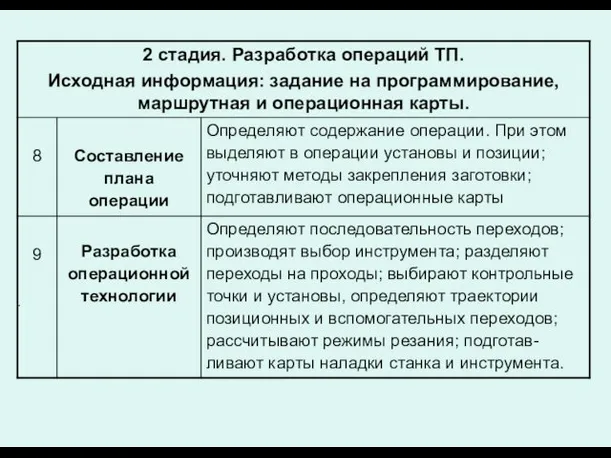
- 2. Структура технологического процесса обработки на станках с ЧПУ и ее особенности. Структурно ТП для станков с
- 3. Технологическая операция — законченная часть ТП, выполняемая на одном рабочем месте. Установ — часть технологической операции,
- 4. Вспомогательный ход - необходим для выполнения рабочего хода, обработкой не сопровождается. Ходы разделяются на шаги. Шаг
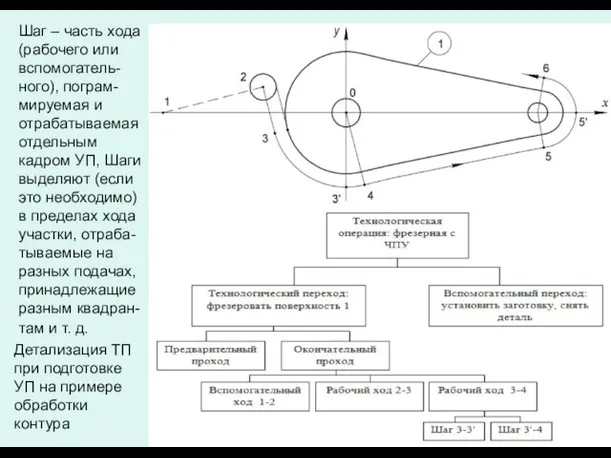
- 5. Шаг – часть хода (рабочего или вспомогатель-ного), пограм-мируемая и отрабатываемая отдельным кадром УП, Шаги выделяют (если
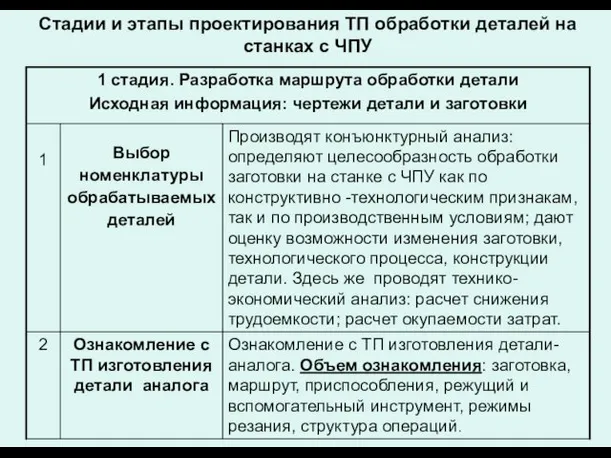
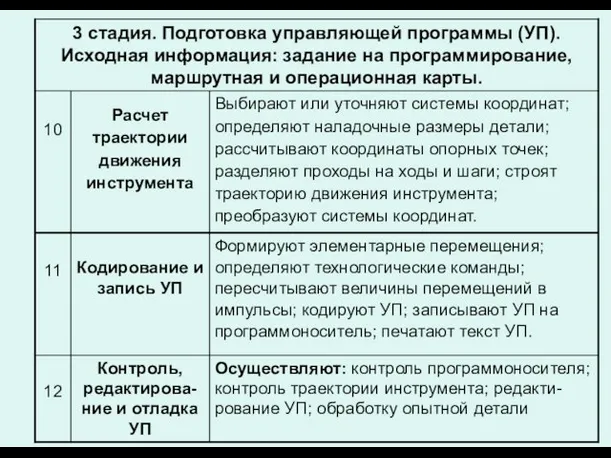
- 6. Стадии и этапы проектирования ТП обработки деталей на станках с ЧПУ
- 9. .
- 11. Выбор номенклатуры заготовок, обрабатываемых на станках с ЧПУ (этап 1) Общие принципы : 1. Чем выше
- 12. Анализ чертежа детали. Цель: выявить недостающие размеры и конструктивно-технологические данные на основе изучения чертежа детали; изыскать
- 13. Тип детали - совокупность деталей, сходных по конструктивным признакам, имеющих в данных производственных условиях общий технологический
- 14. Рассматривая технологический процесс обработки данной или аналогичной детали на универсальных станках, необходимо критически оценить: возможность устранения
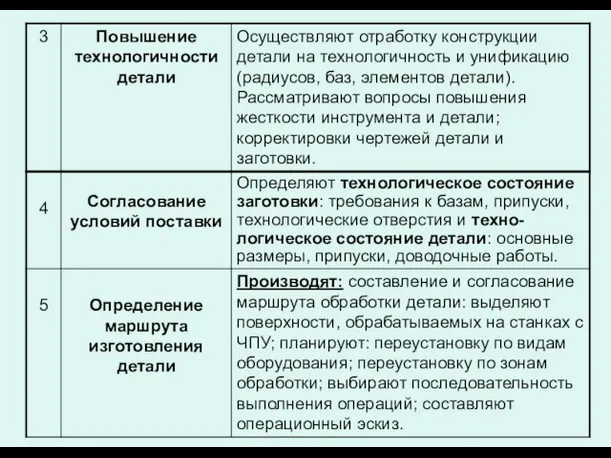
- 15. Анализ технологичности конструкции детали (этап 3) Общие требования к технологичности деталей, обрабатываемых на станках с ЧПУ
- 16. Технологичность деталей, обрабатываемых на станках с ЧПУ. Технологичными деталями следует считать такие, формы и размеры которых
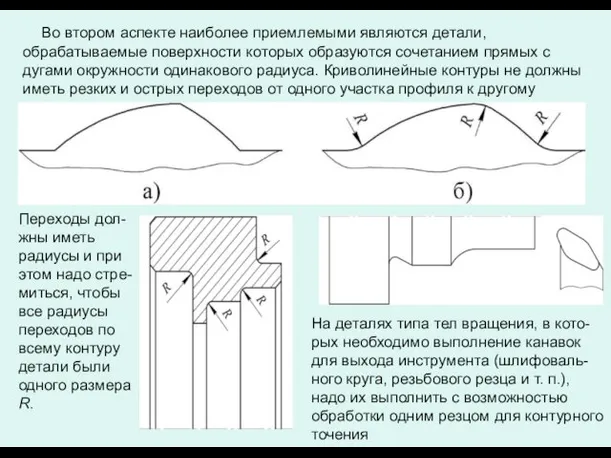
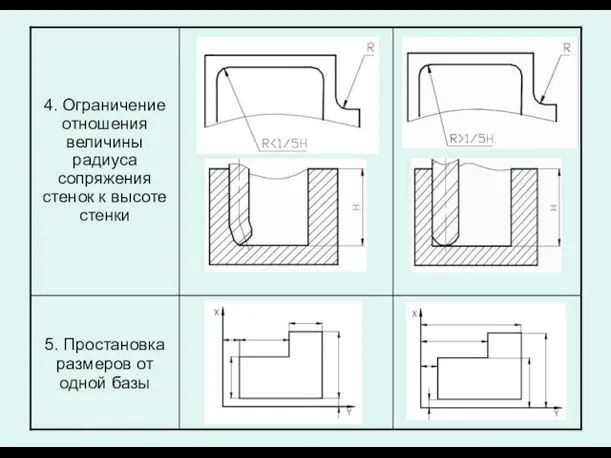
- 17. Во втором аспекте наиболее приемлемыми являются детали, обрабатываемые поверхности которых образуются сочетанием прямых с дугами окружности
- 18. Если места радиусов допускают относительно большие отклонения, они образуются без обхода фрезы по эквидистанте, т. е.
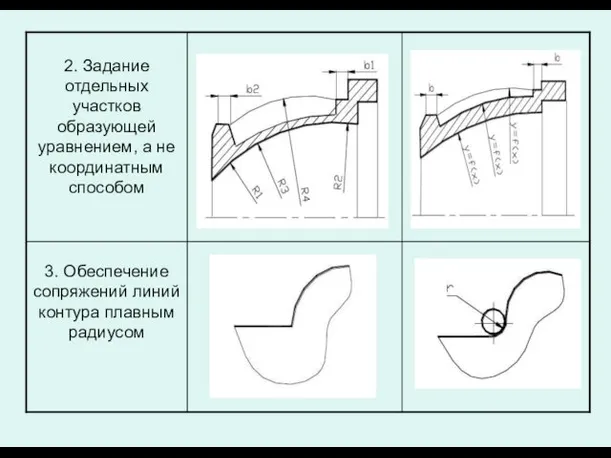
- 19. Характер контура, образующего фасонную поверхность, сильно влияет на объѐм программирования, увеличивает расчѐты, связан-ные с определением координат
- 20. уменьшение степени коробления детали при обработке и объема последующей слесарной (станочной) ручной доработки; сокращение затрат на
- 23. Наименьшие допустимые диаметры базовых отверстий dmin при фрезеровании При обработке детали на станках с ЧПУ (особенно
- 24. При невозможности выполнить технологические базовые отверстия в детали следует предусмотреть у заготовки специальные технологические приливы, в
- 25. Проектирование маршрутных ТП (этап 5) Цель — определение общей последовательности выполнения операций обработки детали, в том
- 26. Метод адресации - основан на использовании принципа унификации. В этом случае технологический процесс обработки конкретной детали
- 27. Общие принципы проектирования ТП: В первую очередь обрабатывают поверхности, которые принимают за базы при последующей обработке,
- 28. Требования при проектировании маршрутных ТП для станков с ЧПУ При проектировании маршрута обработки необходимо установить количество
- 29. Для токарных станков - подрезка торцев и центрование деталей; проточка базовых шеек и др.
- 30. Для фрезерных и других видов обработки — фрезерование базовой плоскости и обработка базовых отверстий
- 31. В отдельных случаях одновременно с обработкой баз рекомендуется черновая обработка по простому контуру, при которой удаляется
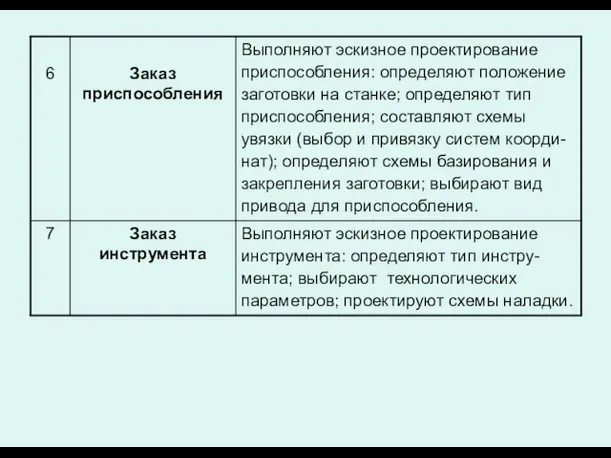
- 32. 5. В процессе разработки схемы последовательности обработки детали выполняют эскизное проектирование приспособления для базирования и закрепления
- 33. чистовая) и требуемые типоразмеры инструментов. Отдельные элементы, обрабатываемые одним инструментом, группируются как внутри зоны, так и
- 34. 7. Последовательность обработки детали по зонам определяется конструкцией детали и заготовки. При установлении такой последовательности, где
- 35. Вопросы для самоконтроля 1. Назовите уровни детализации ТП обработки деталей на станках с ЧПУ. элементарные перемещения,
- 36. 9. Что понимают под «технологичностью конструкции детали» при обработке на станках с ЧПУ? 10. Назовите общие
- 37. 9.
- 39. Скачать презентацию
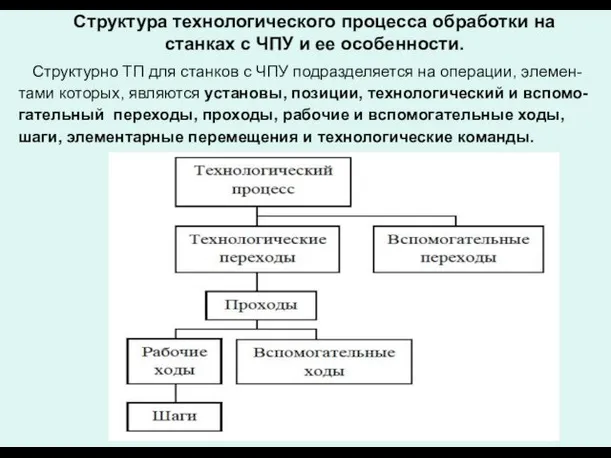
Структура технологического процесса обработки на станках с ЧПУ и ее особенности.
Структура технологического процесса обработки на станках с ЧПУ и ее особенности.
Технологическая операция — законченная часть ТП, выполняемая на одном рабочем
Технологическая операция — законченная часть ТП, выполняемая на одном рабочем
Вспомогательный ход - необходим для выполнения рабочего хода, обработкой не
Вспомогательный ход - необходим для выполнения рабочего хода, обработкой не
Шаг – часть хода (рабочего или вспомогатель-ного), пограм-мируемая и отрабатываемая
Шаг – часть хода (рабочего или вспомогатель-ного), пограм-мируемая и отрабатываемая
Стадии и этапы проектирования ТП обработки деталей на станках с ЧПУ
Стадии и этапы проектирования ТП обработки деталей на станках с ЧПУ
.
.
Выбор номенклатуры заготовок, обрабатываемых на станках с ЧПУ (этап 1)
Общие принципы
Выбор номенклатуры заготовок, обрабатываемых на станках с ЧПУ (этап 1)
Общие принципы
Анализ чертежа детали.
Цель:
выявить недостающие размеры и конструктивно-технологические
Анализ чертежа детали.
Цель:
выявить недостающие размеры и конструктивно-технологические
Тип детали - совокупность деталей, сходных по конструктивным признакам, имеющих
Тип детали - совокупность деталей, сходных по конструктивным признакам, имеющих
Рассматривая технологический процесс обработки данной или аналогичной детали на универсальных
Рассматривая технологический процесс обработки данной или аналогичной детали на универсальных
Анализ технологичности конструкции детали (этап 3)
Общие требования к технологичности деталей, обрабатываемых
Анализ технологичности конструкции детали (этап 3)
Общие требования к технологичности деталей, обрабатываемых
Технологичность деталей, обрабатываемых на станках с ЧПУ.
Технологичными
Технологичность деталей, обрабатываемых на станках с ЧПУ.
Технологичными
Во втором аспекте наиболее приемлемыми являются детали, обрабатываемые поверхности которых
Во втором аспекте наиболее приемлемыми являются детали, обрабатываемые поверхности которых
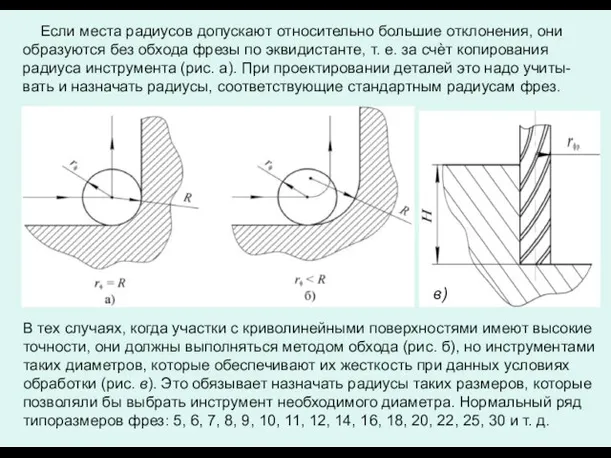
Если места радиусов допускают относительно большие отклонения, они образуются без
Если места радиусов допускают относительно большие отклонения, они образуются без
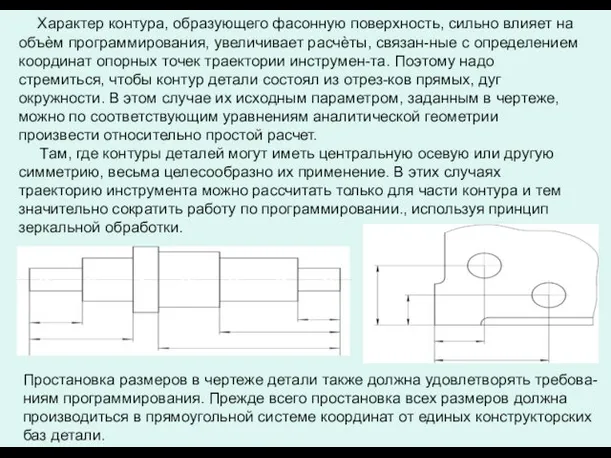
Характер контура, образующего фасонную поверхность, сильно влияет на объѐм программирования,
Характер контура, образующего фасонную поверхность, сильно влияет на объѐм программирования,
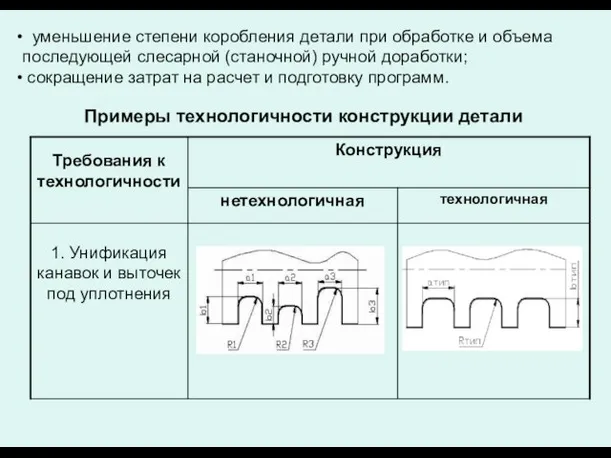
уменьшение степени коробления детали при обработке и объема последующей слесарной
уменьшение степени коробления детали при обработке и объема последующей слесарной
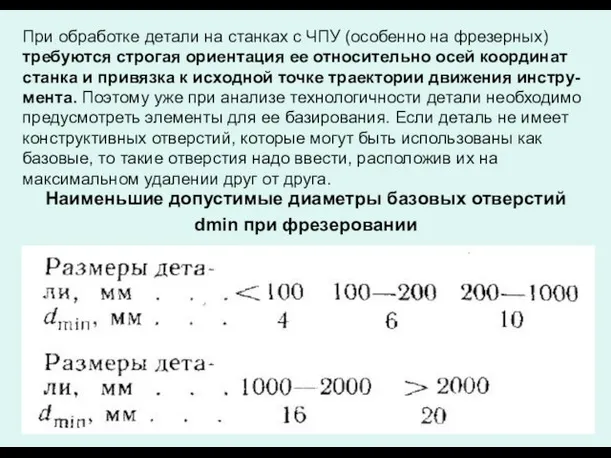
Наименьшие допустимые диаметры базовых отверстий dmin при фрезеровании
При обработке детали на
Наименьшие допустимые диаметры базовых отверстий dmin при фрезеровании
При обработке детали на
При невозможности выполнить технологические базовые отверстия в детали следует предусмотреть
При невозможности выполнить технологические базовые отверстия в детали следует предусмотреть
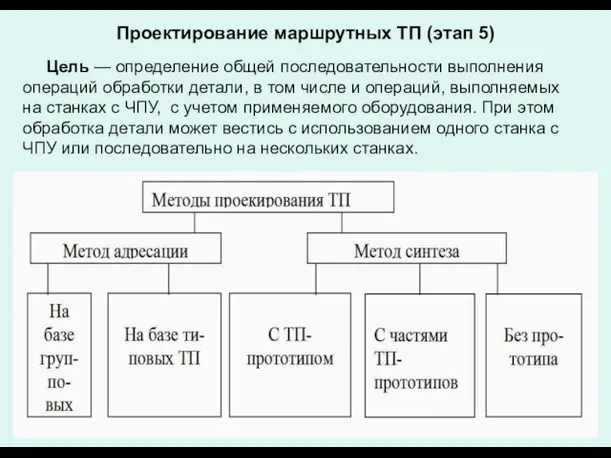
Проектирование маршрутных ТП (этап 5)
Цель — определение общей последовательности выполнения
Проектирование маршрутных ТП (этап 5)
Цель — определение общей последовательности выполнения
Метод адресации - основан на использовании принципа унификации. В этом
Метод адресации - основан на использовании принципа унификации. В этом
Общие принципы проектирования ТП:
В первую очередь обрабатывают поверхности, которые
Общие принципы проектирования ТП:
В первую очередь обрабатывают поверхности, которые
Требования при проектировании маршрутных ТП для станков с ЧПУ
При проектировании
Требования при проектировании маршрутных ТП для станков с ЧПУ
При проектировании
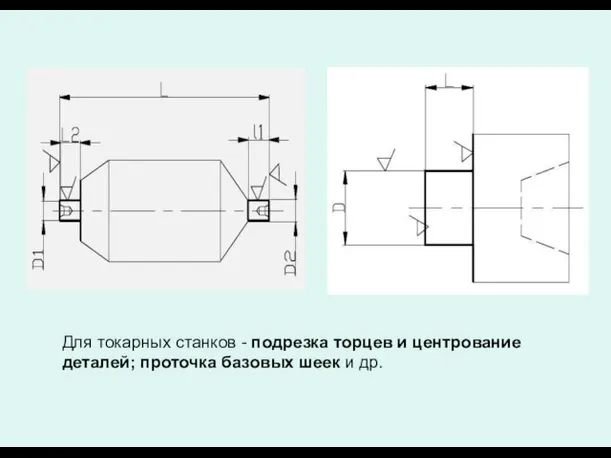
Для токарных станков - подрезка торцев и центрование деталей; проточка
Для токарных станков - подрезка торцев и центрование деталей; проточка

Для фрезерных и других видов обработки — фрезерование базовой плоскости и
Для фрезерных и других видов обработки — фрезерование базовой плоскости и
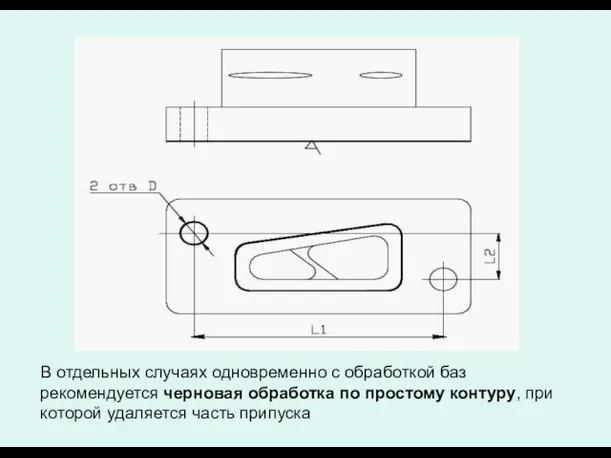
В отдельных случаях одновременно с обработкой баз рекомендуется черновая обработка по
В отдельных случаях одновременно с обработкой баз рекомендуется черновая обработка по
5. В процессе разработки схемы последовательности обработки детали выполняют эскизное
5. В процессе разработки схемы последовательности обработки детали выполняют эскизное
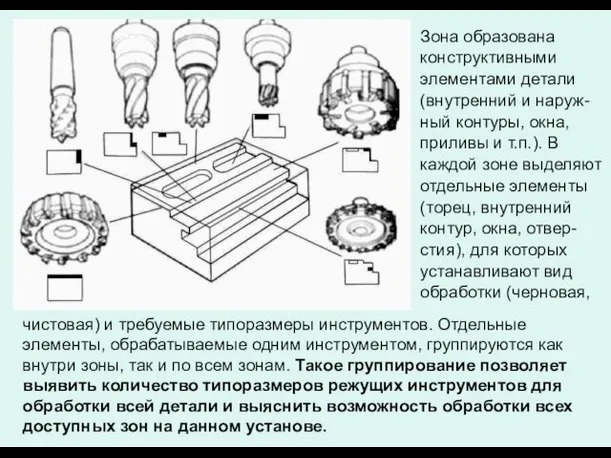
чистовая) и требуемые типоразмеры инструментов. Отдельные элементы, обрабатываемые одним инструментом, группируются
чистовая) и требуемые типоразмеры инструментов. Отдельные элементы, обрабатываемые одним инструментом, группируются
7. Последовательность обработки детали по зонам определяется конструкцией детали и заготовки.
7. Последовательность обработки детали по зонам определяется конструкцией детали и заготовки.
Вопросы для самоконтроля
1. Назовите уровни детализации ТП обработки
Вопросы для самоконтроля
1. Назовите уровни детализации ТП обработки
9. Что понимают под «технологичностью конструкции детали» при обработке на
9. Что понимают под «технологичностью конструкции детали» при обработке на
9.
9.
 Общие сведения о производстве сборных железобетонных изделий
Общие сведения о производстве сборных железобетонных изделий Основы аграрной технологии
Основы аграрной технологии Сана бұзылыстары
Сана бұзылыстары Вибропрессование. Вибрирование с пригрузом
Вибропрессование. Вибрирование с пригрузом Прободная язва желудка
Прободная язва желудка Функціональна схема автоматичного радіокомпасу АРК-19
Функціональна схема автоматичного радіокомпасу АРК-19 Измерение массы U235 в высокообогощенном топливе исследовательских реакторов
Измерение массы U235 в высокообогощенном топливе исследовательских реакторов Адвокатура и адвокатская деятельность
Адвокатура и адвокатская деятельность Компьютерное сопровождение к урокам математики 5 класса по теме Десятичные дроби.
Компьютерное сопровождение к урокам математики 5 класса по теме Десятичные дроби. Погрузчики. Виды погрузчиков
Погрузчики. Виды погрузчиков ИСПОЛЬЗОВАНИЕ ПРИЕМОВ ТЕХНОЛОГИИ РАЗВИТИЯ КРИТИЧЕСКОГО МЫШЛЕНИЯ ЧЕРЕЗ ЧТЕНИЯ И ПИСЬМО
ИСПОЛЬЗОВАНИЕ ПРИЕМОВ ТЕХНОЛОГИИ РАЗВИТИЯ КРИТИЧЕСКОГО МЫШЛЕНИЯ ЧЕРЕЗ ЧТЕНИЯ И ПИСЬМО Электронное портфолио учителя
Электронное портфолио учителя Наша память...
Наша память... ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса
ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса Abraham Lincoln the 16th president of the United States
Abraham Lincoln the 16th president of the United States Зимние забавы
Зимние забавы Индийский океан
Индийский океан Основное свойство дроби
Основное свойство дроби Экстремальные виды спорта в жизни молодежи
Экстремальные виды спорта в жизни молодежи Природа и мы. Итоговый урок литературного чтения в 4 классе
Природа и мы. Итоговый урок литературного чтения в 4 классе День пожарной охраны России
День пожарной охраны России Иск. Понятие элементы, виды. Структура искового заявления. (Лекция 5)
Иск. Понятие элементы, виды. Структура искового заявления. (Лекция 5) Презентация Моя школа
Презентация Моя школа Особенности организации оздоровительной кампании детей Свердловской области в 2018 году
Особенности организации оздоровительной кампании детей Свердловской области в 2018 году Библия и Евангелие
Библия и Евангелие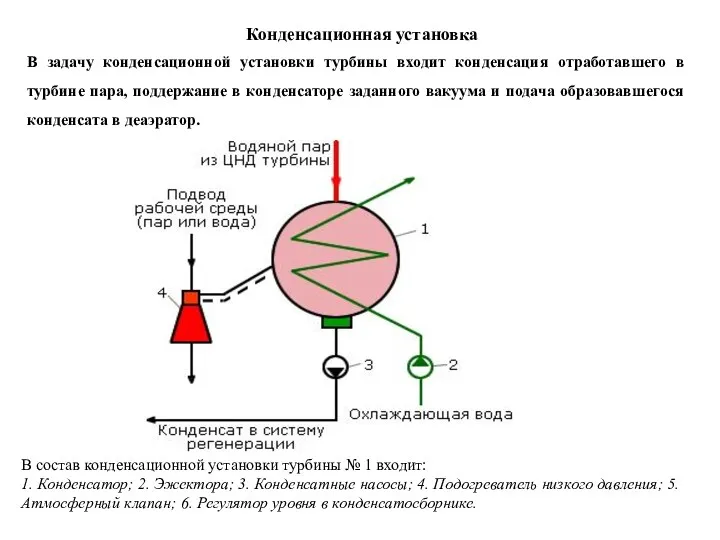 Конденсационная установка
Конденсационная установка Исследовательско -творческий проект Удивительные свойства воды
Исследовательско -творческий проект Удивительные свойства воды 24 мая – День славянской письменности и культуры
24 мая – День славянской письменности и культуры