- Технология изготовления бугеля- крепления токопровода крановой тележки

Содержание
- 2. Цель работы: описать технологию изготовления бугеля – крепления для крановой тележки. Задачи: - проанализировать существующую литературу
- 3. Назначение, условия работы и описание конструкции Бугель является деталью крепления токопровода крановой тележки и является частью
- 4. Технические условия на основной металл Бугель из углеродистой стали марки Ст3сп5. Ст3сп5 - сталь низкоуглеродистая, конструкционная,
- 5. Заготовительное оборудование Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка, резка, зачистка кромок, образование
- 6. Сварочный выпрямитель: -марка ВД-306 УД -номинальный ток, А. 315 -пределы регулирования, А. 45- 315 -номинальное рабочие
- 7. Сварочные материалы Электроды должны: - обеспечивать стабильное горение дуги; - хорошо формировать сварной шов; - давать
- 8. Мероприятия по борьбе с деформациями и напряжениями Эти мероприятия можно разделить на конструкционные и технологические, под
- 9. Контроль качества Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный, разрушающий и не разрушающий.
- 10. Согласно чертежу конструкция выполнена из металла толщиной 10 мм. Исходя из этого, по таблице выбираем электроды
- 11. Расчет норм времени Расчет производится по формуле: Q=Gнм. •А, кВт/ч. Gнм. - вес наплавленного металла, кг.
- 12. Техника безопасности и противопожарные мероприятия -При производстве сварочных работ возможно: -Поражение электрическим током; -Ожоги глаз и
- 13. Экология При сварке электродами марки МР-3 составляет в Г/КГ электродов: Сварочные аэрозоли 10,6 Оксид Fe 9,04
- 15. Скачать презентацию
Цель работы: описать технологию изготовления бугеля – крепления для крановой тележки.
Цель работы: описать технологию изготовления бугеля – крепления для крановой тележки.
Назначение, условия работы и описание конструкции
Бугель является деталью крепления токопровода крановой
Бугель является деталью крепления токопровода крановой
Технические условия на основной металл
Бугель из углеродистой стали марки Ст3сп5.
Ст3сп5 -
Технические условия на основной металл
Бугель из углеродистой стали марки Ст3сп5.
Ст3сп5 -
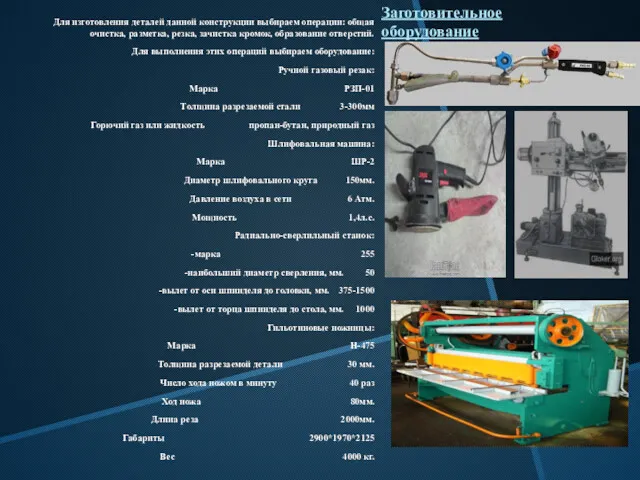
Заготовительное оборудование
Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка,
Заготовительное оборудование
Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка,
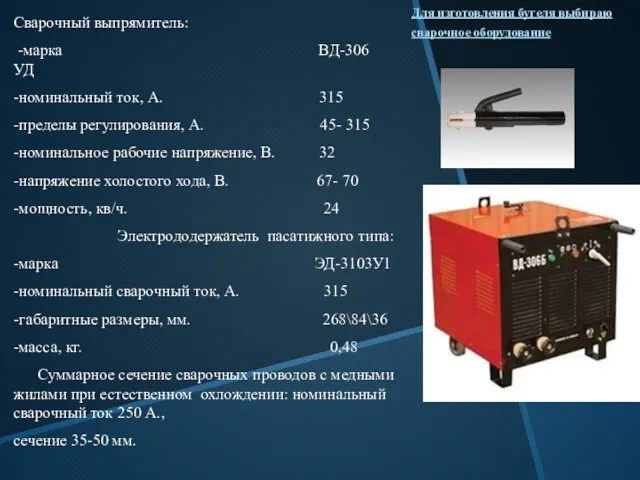
Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А. 315
-пределы регулирования,
Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А. 315
-пределы регулирования,
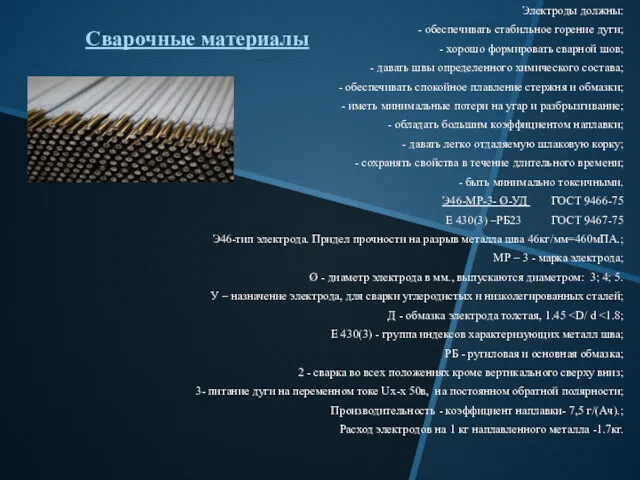
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной шов;
-
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной шов;
-
Мероприятия по борьбе с деформациями и напряжениями
Эти мероприятия можно разделить на
Мероприятия по борьбе с деформациями и напряжениями
Эти мероприятия можно разделить на
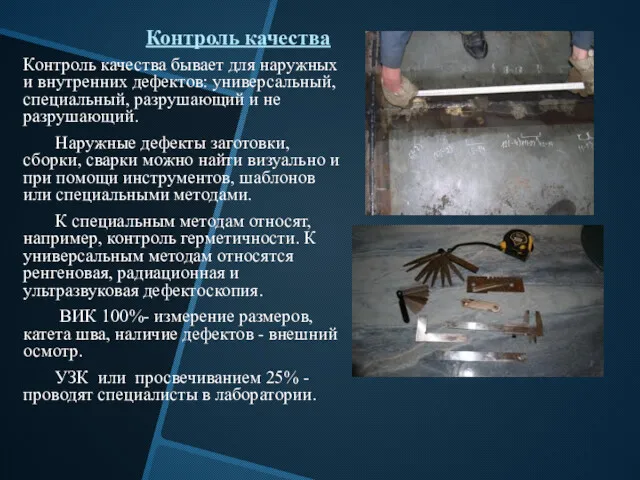
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
Согласно чертежу конструкция выполнена из металла толщиной 10 мм.
Исходя из
Согласно чертежу конструкция выполнена из металла толщиной 10 мм.
Исходя из
Расчет норм времени
Расчет производится по формуле:
Q=Gнм. •А, кВт/ч.
Gнм. - вес
Расчет норм времени
Расчет производится по формуле:
Q=Gнм. •А, кВт/ч.
Gнм. - вес
Техника безопасности и противопожарные мероприятия
-При производстве сварочных работ возможно:
-Поражение электрическим током;
-Ожоги
Техника безопасности и противопожарные мероприятия
-При производстве сварочных работ возможно:
-Поражение электрическим током;
-Ожоги
Экология
При сварке электродами марки МР-3 составляет в Г/КГ электродов:
Сварочные аэрозоли
Экология
При сварке электродами марки МР-3 составляет в Г/КГ электродов:
Сварочные аэрозоли
 Помощь подростку в выборе профессии
Помощь подростку в выборе профессии Тема. Рисование на тему Ярко светит солнышко.
Тема. Рисование на тему Ярко светит солнышко. Задачи по теме Атмосфера
Задачи по теме Атмосфера Презентация Петр Великий
Презентация Петр Великий Викторина Один из самых известных представителей художественного авангарда XX века по биографии Марка Шагала
Викторина Один из самых известных представителей художественного авангарда XX века по биографии Марка Шагала ПОДЕЛКИ ИЗ ВАТНЫХ ДИСКОВ
ПОДЕЛКИ ИЗ ВАТНЫХ ДИСКОВ Урок по теме Кислород
Урок по теме Кислород Основные инфекционные заболевания, их классификация и профилактика
Основные инфекционные заболевания, их классификация и профилактика МОЗГ: баланс ГАМК и глутамата
МОЗГ: баланс ГАМК и глутамата Выбор оптимальной технологии подготовки попутного нефтяного газа в условиях компрессорных станций
Выбор оптимальной технологии подготовки попутного нефтяного газа в условиях компрессорных станций История ёлочной игрушки
История ёлочной игрушки Обложки и переплёты
Обложки и переплёты Народные промыслы: золотая хохлома
Народные промыслы: золотая хохлома Элементы токсикометрии и критерии токсичности ядов
Элементы токсикометрии и критерии токсичности ядов Ядерная энергетическая установка атомной электрической станции
Ядерная энергетическая установка атомной электрической станции История развития волейбола
История развития волейбола Сестринский процесс при газовой гангрене
Сестринский процесс при газовой гангрене Водопонижение в строительстве
Водопонижение в строительстве Weather - two word adjectives, collocations; causative verbs
Weather - two word adjectives, collocations; causative verbs Особенности физиологического развития в различных видах спорта
Особенности физиологического развития в различных видах спорта МОЯ МАЛАЯ РОДИНА
МОЯ МАЛАЯ РОДИНА Автомобильная компания Tesla Motors
Автомобильная компания Tesla Motors Подсолнух, мак, ромашка. ИЗО
Подсолнух, мак, ромашка. ИЗО Мастер-класс по изготовлению мягкой игрушки Грибочек.
Мастер-класс по изготовлению мягкой игрушки Грибочек. Как помочь ребёнку в учёбе
Как помочь ребёнку в учёбе Постимпрессионизм. Поль Гоген
Постимпрессионизм. Поль Гоген Атмосферный воздух и его физические свойства. (Лекция 5)
Атмосферный воздух и его физические свойства. (Лекция 5) Lessons 17-18 6CD
Lessons 17-18 6CD