- Технология изготовления и монтаж деревянных лестниц. Устройство деревянного перекрытия

Содержание
- 2. Организация рабочего места электросварщика Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочный пост состоит
- 3. Принадлежности, инструменты и материалы электросварщика Принадлежностями и инструментами сварщика являются: электрододержатель, щиток или маска, молоток с
- 4. Организация сварки стыковых соединений в нижнем положении с V-образной разделкой кромок. Правильность и тщательность подготовки металла
- 5. Разметка металла под сварку и манипуляции движения электродом при сварке
- 6. Контроль качества сварного соединения Сварные конструкции контролируют на всех этапах их изготовления. Кроме того, систематически проверяют
- 7. Дефекты сварных соединений Дефекты сварных швов и соединений, выполненных сваркой плавлением – это нарушения требований нормативных
- 8. Виды дефектов - трещины - полости, поры, свищи, усадочные раковины, кратеры; - твердые включения; - несплавления
- 10. Скачать презентацию
Организация рабочего места электросварщика
Специально оборудованное рабочее место для сварки называют сварочным
Организация рабочего места электросварщика
Специально оборудованное рабочее место для сварки называют сварочным
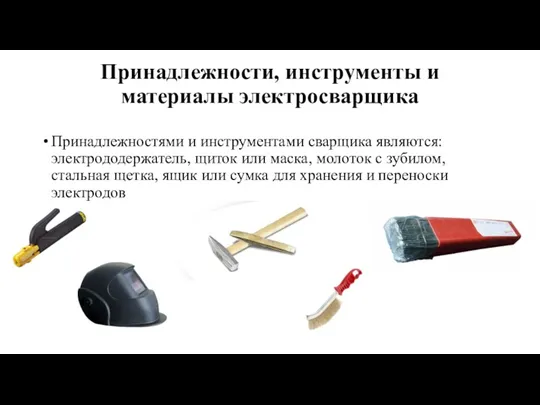
Принадлежности, инструменты и материалы электросварщика
Принадлежностями и инструментами сварщика являются: электрододержатель, щиток
Принадлежности, инструменты и материалы электросварщика
Принадлежностями и инструментами сварщика являются: электрододержатель, щиток
Организация сварки стыковых соединений в нижнем положении с V-образной разделкой кромок.
Правильность
Организация сварки стыковых соединений в нижнем положении с V-образной разделкой кромок.
Правильность
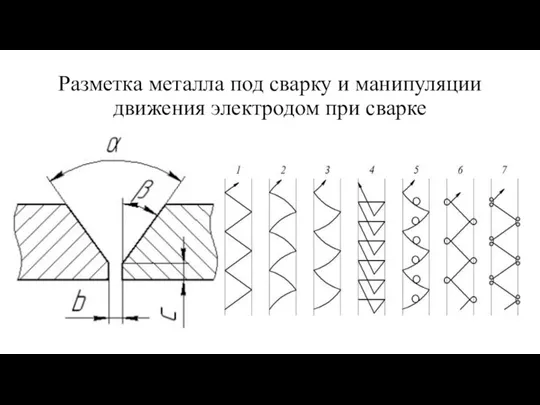
Разметка металла под сварку и манипуляции движения электродом при сварке
Разметка металла под сварку и манипуляции движения электродом при сварке
Контроль качества сварного соединения
Сварные конструкции контролируют на всех этапах их
Контроль качества сварного соединения
Сварные конструкции контролируют на всех этапах их
Дефекты сварных соединений
Дефекты сварных швов и соединений, выполненных сваркой плавлением –
Дефекты сварных соединений
Дефекты сварных швов и соединений, выполненных сваркой плавлением –
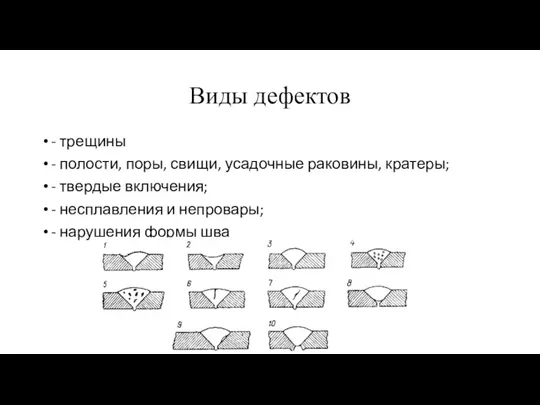
Виды дефектов
- трещины
- полости, поры, свищи, усадочные раковины, кратеры;
- твердые
Виды дефектов
- трещины
- полости, поры, свищи, усадочные раковины, кратеры;
- твердые
 Региональная ассамблея ЛитКом. Регион Западная Россия
Региональная ассамблея ЛитКом. Регион Западная Россия Социально-экономическая характеристика Донецкого региона в ХVІІІ веке
Социально-экономическая характеристика Донецкого региона в ХVІІІ веке История создания HTML
История создания HTML Ранняя история восточных славян
Ранняя история восточных славян Государственная итоговая аттестация выпускников 9-х классов в 2014 году
Государственная итоговая аттестация выпускников 9-х классов в 2014 году Жүректің туа пайда болған ақауының алдын алуда поливитаминдердің тиімділігін бағалау
Жүректің туа пайда болған ақауының алдын алуда поливитаминдердің тиімділігін бағалау Экологические характеристики популяции
Экологические характеристики популяции Инструкция создания глоссария в дистанционном курсе ИКТ-поддержки
Инструкция создания глоссария в дистанционном курсе ИКТ-поддержки Насос – гидравлическая машина
Насос – гидравлическая машина Презентация Воздушная оболочка Земли. Урок природоведения 5 класс
Презентация Воздушная оболочка Земли. Урок природоведения 5 класс Сенсорные системы. Обоняние
Сенсорные системы. Обоняние Прогноз и математические методы прогнозирования
Прогноз и математические методы прогнозирования Анималистический жанр в живописи. Движение животных и птиц
Анималистический жанр в живописи. Движение животных и птиц Экологические группы растений
Экологические группы растений Презентация по теме : Решение задач с пропорциональными величинами
Презентация по теме : Решение задач с пропорциональными величинами Использование современных технологий и методик в педагогической деятельности воспитателя
Использование современных технологий и методик в педагогической деятельности воспитателя Презентация Классификация химических реакций
Презентация Классификация химических реакций Мемлекет және азаматтық қоғам
Мемлекет және азаматтық қоғам Антигитлеровская коалиция
Антигитлеровская коалиция Проектирование контрольно-измерительных инструментов в образовании
Проектирование контрольно-измерительных инструментов в образовании Поклонимся великим тем годам Диск
Поклонимся великим тем годам Диск Транспорт в производстве древесных плит. Лекция № 4
Транспорт в производстве древесных плит. Лекция № 4 Предварительное обогащение
Предварительное обогащение Презентация к уроку 23 февраля Диск
Презентация к уроку 23 февраля Диск Видеосъемка. Общие положения
Видеосъемка. Общие положения Факторинговые операции коммерческих банков
Факторинговые операции коммерческих банков Новое в правах на землю
Новое в правах на землю Сказочная страна. Игра
Сказочная страна. Игра