- Технология изготовления сварных балок

Содержание
- 2. В конструкциях, работающих при нагрузках, создающих поперечный изгиб, используют балки различных размеров и поперечных сечений Сварные
- 3. Краткая характеристика области применения сварных балок Строительные конструкции Перекрытия жилых и производственных помещений Колонны зданий Подкрановые
- 4. Изготовление двутавровых балок
- 5. Конструкция двутавровой сварной балки
- 6. Двутавровые балки в сварном варианте изготовляют высотой до 2000 мм при толщине стенки 10...16 мм и
- 7. Все элементы балки должны быть изготовлены на гильотинных ножницах, газокислородной, воздушно-плазменной или плазменной резкой.
- 8. Термическая резка заготовок для изготовления сварной балки
- 9. Термическая резка заготовок для изготовления сварной балки
- 10. После правки кромки полок и стенки механически обрабатывают на кромкострогальных станках для придания им прямолинейности, при
- 11. При сборке двутавровой балки необходимо обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг
- 12. Приспособление для сборки балки с винтовыми зажимами
- 13. Приспособление для сборки двутавровой балки с пневматическими зажимами
- 14. Линия сборки двутавровых балок
- 15. Линия сборки двутавровых балок
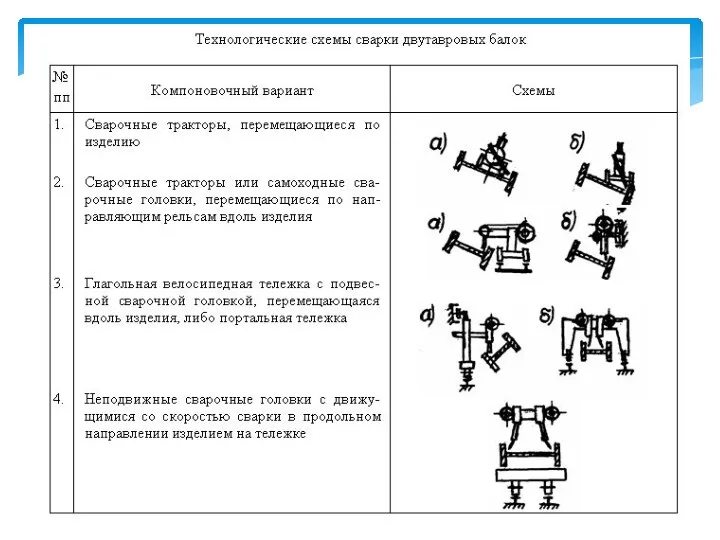
- 16. При изготовлении двутавровых балок сварные швы соединения полки и стенки выполняют автоматической сваркой под флюсом или
- 17. Сварочные установки комплектуют сварочными тракторами либо подвесными головками в зависимости от габаритов балок и применяемой конструкции
- 19. Линия сварки двутавровой балки с перемещение трактора по поверхности изделия
- 20. Линия сварки двутавровой балки с перемещение трактора по направляющим вдоль изделия
- 21. Линия сварки двутавровой балки с портальной тележкой, перемещающейся вдоль изделия
- 22. При приварке ребёр жёсткости в первую очередь выполняют швы, соединяющие ребро со стенкой. Причем сварку ведут
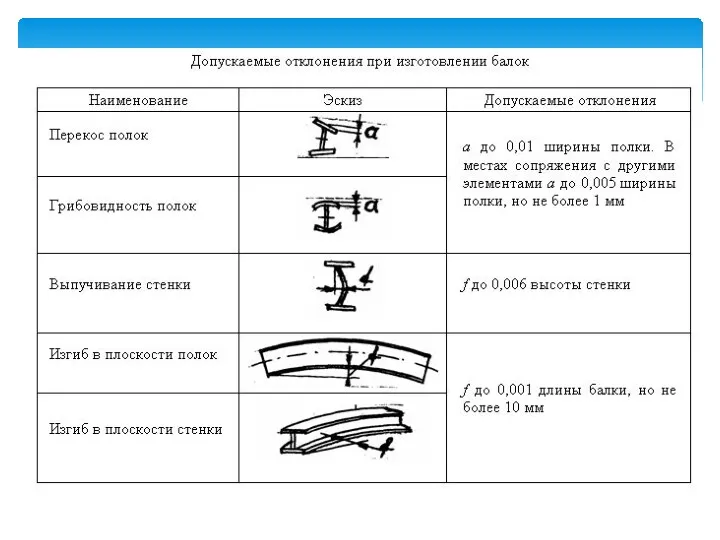
- 23. При изготовлении двутавровых балок наблюдаются искажения формы их элементов под воздействием усадочных сил, возникающих при сварке.
- 25. Поэтому в технологическом процессе следует предусматривать приемы по компенсации возможных деформаций либо применять операции по исправлению
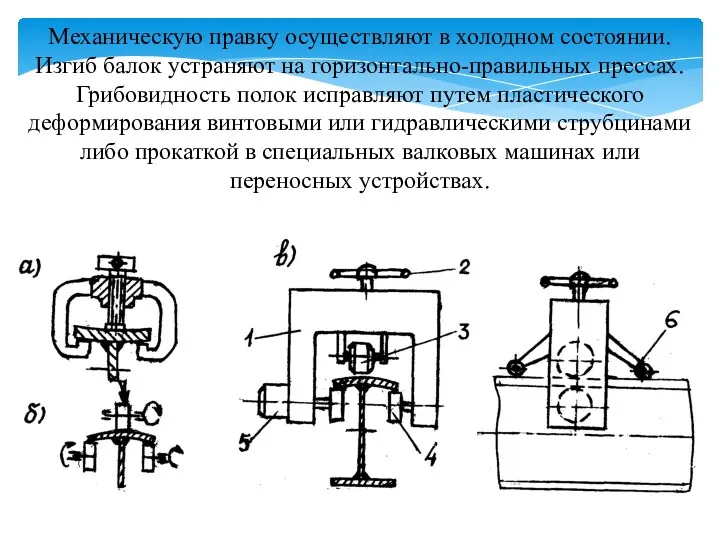
- 26. Механическую правку осуществляют в холодном состоянии. Изгиб балок устраняют на горизонтально-правильных прессах. Грибовидность полок исправляют путем
- 27. Правка грибовидности двутавровой балки прокаткой на специальном станке
- 28. Термическую правку проводят путем поверхностного нагрева газовыми горелками до температуры 600...700 град. полос или "клиньев". Охлаждение
- 29. Термическая правка грибовидности и перекоса полок
- 30. Термическая правка изгиба в плоскости стенки
- 31. Термическая правка изгиба в виде выпучивания стенки
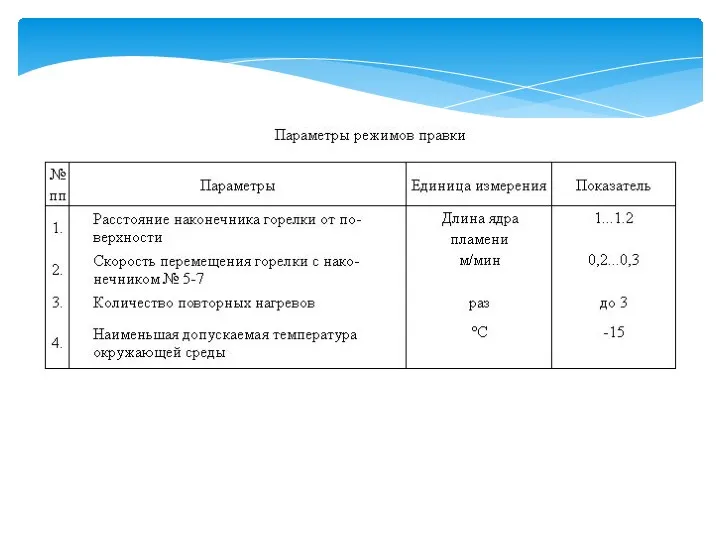
- 32. Параметры клинового нагрева
- 34. Термомеханическую правку применяют при изгибе балки в плоскости полок. Нагрев полос на всю глубину сечения балки
- 35. Технология изготовления балок коробчатого сечения
- 36. По характеру эксплуатации элементы балки от сосредоточенной нагрузки испытывают в верхней части сжатие, а в нижней
- 37. Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки не было сварных швов. Заготовки
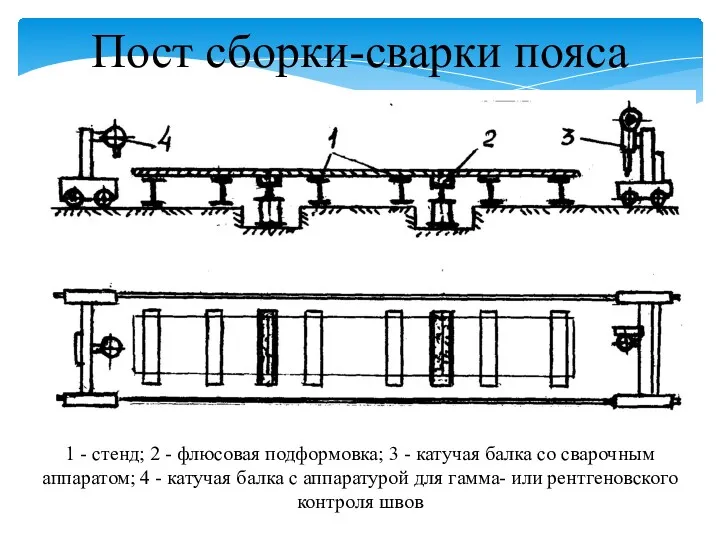
- 38. Пост сборки-сварки пояса 1 - стенд; 2 - флюсовая подформовка; 3 - катучая балка со сварочным
- 39. Схема сборки вертикальной стенки
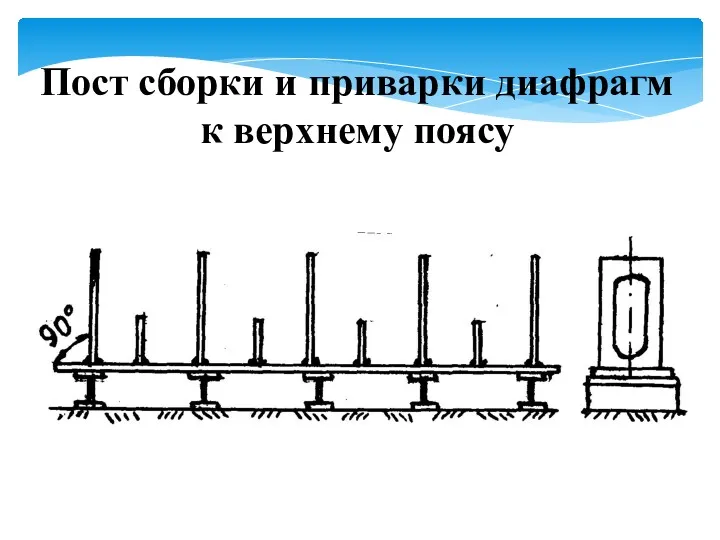
- 40. Пост сборки и приварки диафрагм к верхнему поясу
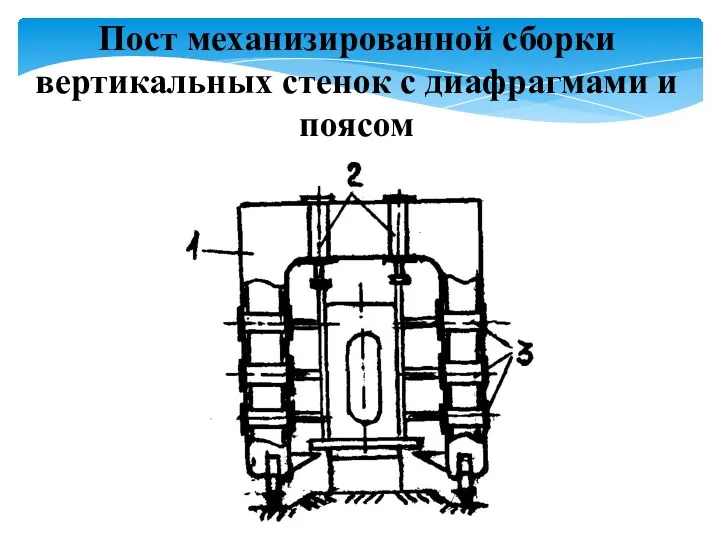
- 41. Пост механизированной сборки вертикальных стенок с диафрагмами и поясом
- 42. Пост приварки диафрагм к вертикальным стенкам
- 43. Пост сборки балки с нижним поясом
- 44. Пост автоматической сварки поясных швов Первыми сваривают швы нижнего пояса, что позволяет использовать усадочные силы в
- 45. При приварке ребер жесткости, а также боковых ферм, площадок под механизмы и других элементов конструкции, устанавливаемых
- 46. Устройство для транспортировки и кантовки коробчатой балки
- 48. Скачать презентацию

В конструкциях, работающих при нагрузках, создающих поперечный изгиб, используют балки различных
В конструкциях, работающих при нагрузках, создающих поперечный изгиб, используют балки различных

Краткая характеристика области применения сварных балок
Строительные конструкции
Перекрытия жилых и производственных помещений
Колонны
Краткая характеристика области применения сварных балок
Строительные конструкции
Перекрытия жилых и производственных помещений
Колонны
Изготовление двутавровых балок
Изготовление двутавровых балок
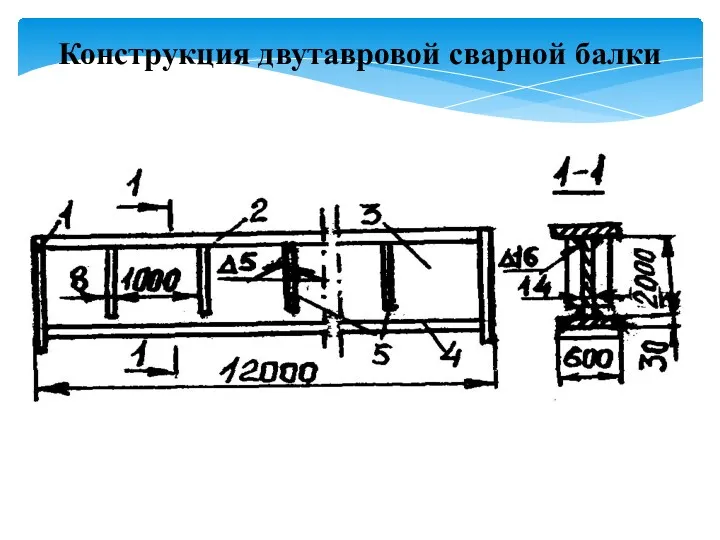
Конструкция двутавровой сварной балки
Конструкция двутавровой сварной балки
Двутавровые балки в сварном варианте изготовляют высотой до 2000 мм при
Двутавровые балки в сварном варианте изготовляют высотой до 2000 мм при
Все элементы балки должны быть изготовлены на гильотинных ножницах, газокислородной, воздушно-плазменной
Все элементы балки должны быть изготовлены на гильотинных ножницах, газокислородной, воздушно-плазменной

Термическая резка заготовок для изготовления сварной балки
Термическая резка заготовок для изготовления сварной балки

Термическая резка заготовок для изготовления сварной балки
Термическая резка заготовок для изготовления сварной балки
После правки кромки полок и стенки механически обрабатывают на кромкострогальных станках
После правки кромки полок и стенки механически обрабатывают на кромкострогальных станках
При сборке двутавровой балки необходимо обеспечить симметрию и взаимную перпендикулярность полок
При сборке двутавровой балки необходимо обеспечить симметрию и взаимную перпендикулярность полок

Приспособление для сборки балки с винтовыми зажимами
Приспособление для сборки балки с винтовыми зажимами

Приспособление для сборки двутавровой балки с пневматическими зажимами
Приспособление для сборки двутавровой балки с пневматическими зажимами

Линия сборки двутавровых балок
Линия сборки двутавровых балок

Линия сборки двутавровых балок
Линия сборки двутавровых балок
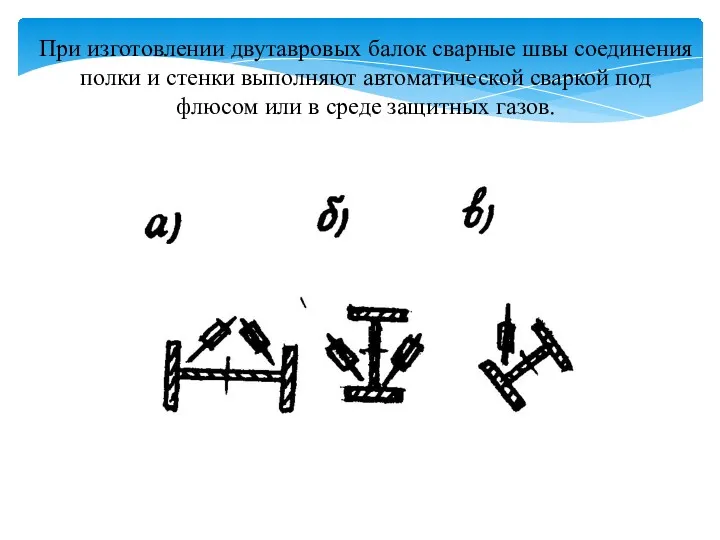
При изготовлении двутавровых балок сварные швы соединения полки и стенки выполняют
При изготовлении двутавровых балок сварные швы соединения полки и стенки выполняют
Сварочные установки комплектуют сварочными тракторами либо подвесными головками в зависимости от
Сварочные установки комплектуют сварочными тракторами либо подвесными головками в зависимости от

Линия сварки двутавровой балки с перемещение трактора по поверхности изделия
Линия сварки двутавровой балки с перемещение трактора по поверхности изделия
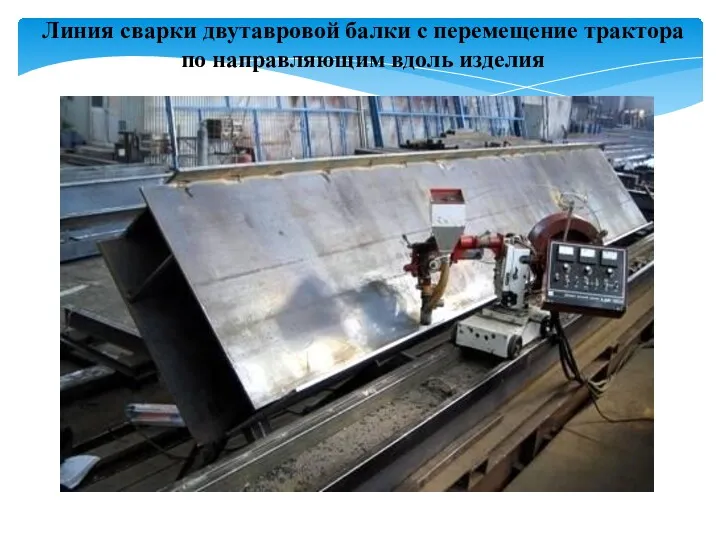
Линия сварки двутавровой балки с перемещение трактора по направляющим вдоль изделия
Линия сварки двутавровой балки с перемещение трактора по направляющим вдоль изделия

Линия сварки двутавровой балки с портальной тележкой, перемещающейся вдоль изделия
Линия сварки двутавровой балки с портальной тележкой, перемещающейся вдоль изделия
При приварке ребёр жёсткости в первую очередь выполняют швы, соединяющие ребро
При приварке ребёр жёсткости в первую очередь выполняют швы, соединяющие ребро
При изготовлении двутавровых балок наблюдаются искажения формы их элементов под воздействием
При изготовлении двутавровых балок наблюдаются искажения формы их элементов под воздействием
Поэтому в технологическом процессе следует предусматривать приемы по компенсации возможных деформаций
Поэтому в технологическом процессе следует предусматривать приемы по компенсации возможных деформаций
Механическую правку осуществляют в холодном состоянии. Изгиб балок устраняют на горизонтально-правильных
Механическую правку осуществляют в холодном состоянии. Изгиб балок устраняют на горизонтально-правильных

Правка грибовидности двутавровой балки прокаткой на специальном станке
Правка грибовидности двутавровой балки прокаткой на специальном станке
Термическую правку проводят путем поверхностного нагрева газовыми горелками до температуры 600...700
Термическую правку проводят путем поверхностного нагрева газовыми горелками до температуры 600...700
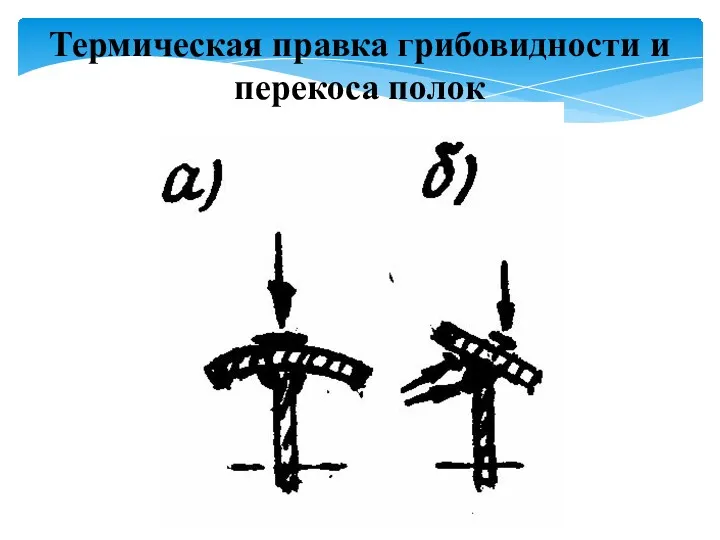
Термическая правка грибовидности и перекоса полок
Термическая правка грибовидности и перекоса полок
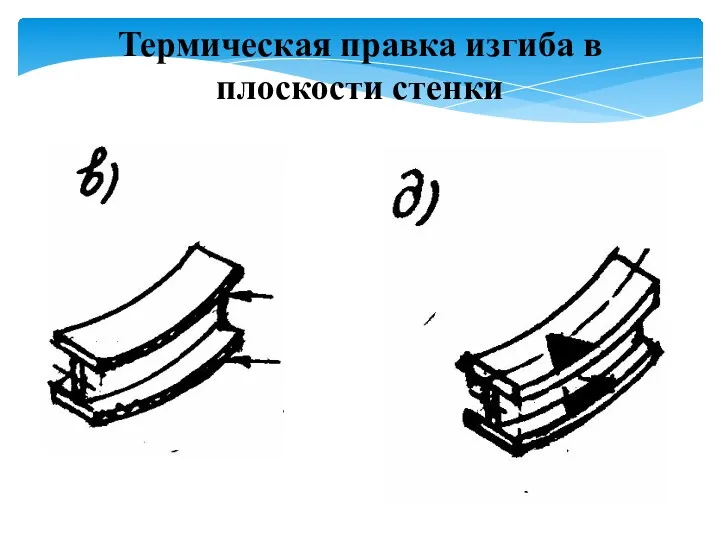
Термическая правка изгиба в плоскости стенки
Термическая правка изгиба в плоскости стенки
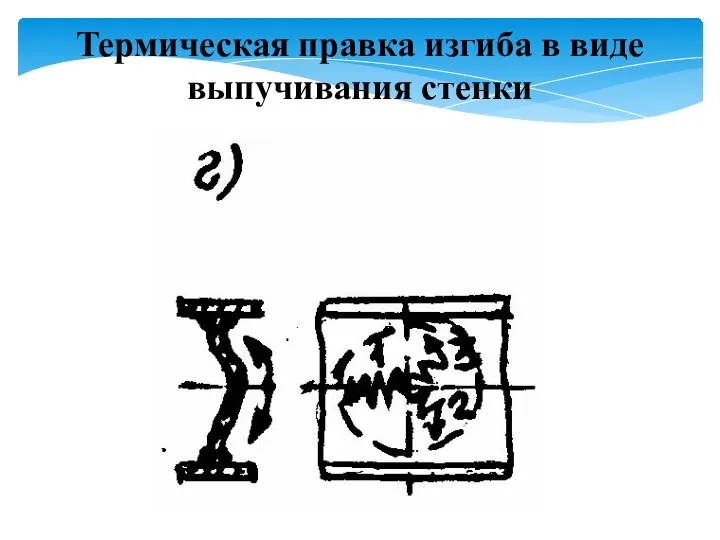
Термическая правка изгиба в виде выпучивания стенки
Термическая правка изгиба в виде выпучивания стенки
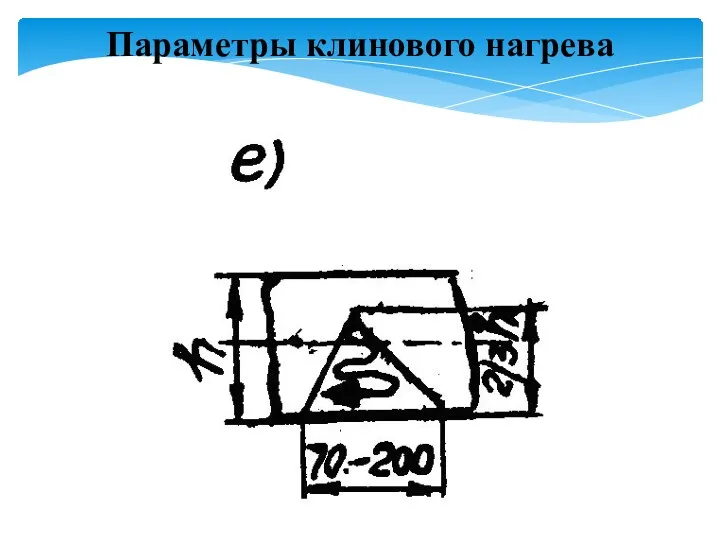
Параметры клинового нагрева
Параметры клинового нагрева
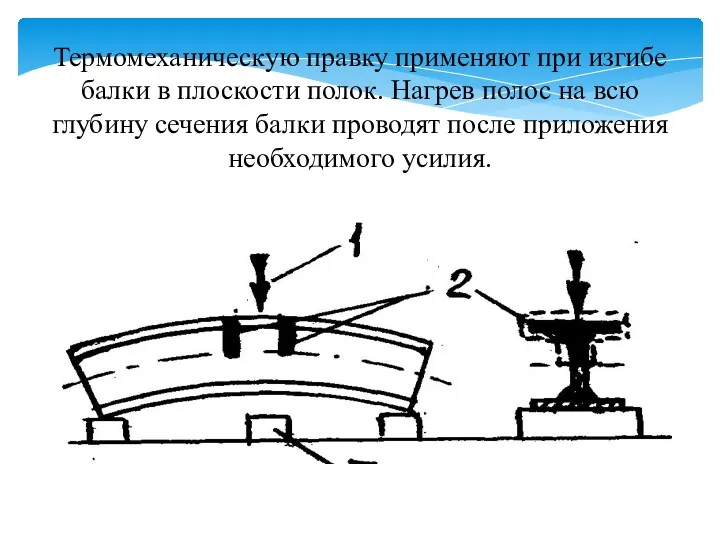
Термомеханическую правку применяют при изгибе балки в плоскости полок. Нагрев полос
Термомеханическую правку применяют при изгибе балки в плоскости полок. Нагрев полос
Технология изготовления балок коробчатого сечения
Технология изготовления балок коробчатого сечения
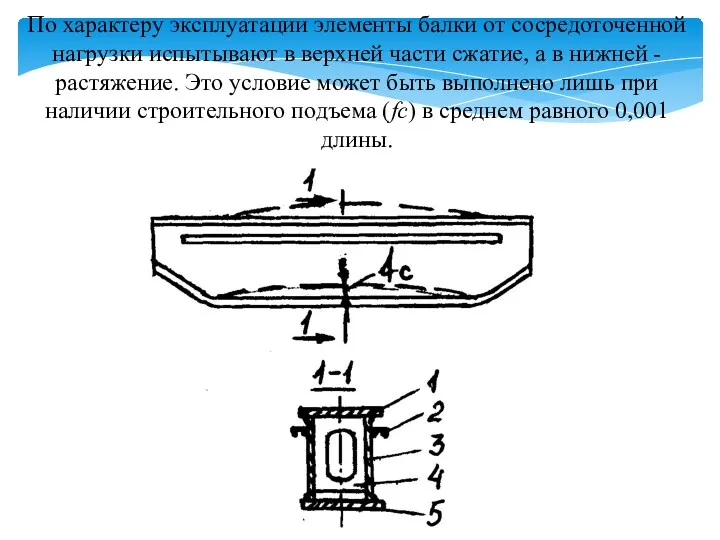
По характеру эксплуатации элементы балки от сосредоточенной нагрузки испытывают в верхней
По характеру эксплуатации элементы балки от сосредоточенной нагрузки испытывают в верхней
Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки
Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки
Пост сборки-сварки пояса
1 - стенд; 2 - флюсовая подформовка; 3 -
Пост сборки-сварки пояса
1 - стенд; 2 - флюсовая подформовка; 3 -

Схема сборки вертикальной стенки
Схема сборки вертикальной стенки
Пост сборки и приварки диафрагм к верхнему поясу
Пост сборки и приварки диафрагм к верхнему поясу
Пост механизированной сборки вертикальных стенок с диафрагмами и поясом
Пост механизированной сборки вертикальных стенок с диафрагмами и поясом

Пост приварки диафрагм к вертикальным стенкам
Пост приварки диафрагм к вертикальным стенкам

Пост сборки балки с нижним поясом
Пост сборки балки с нижним поясом

Пост автоматической сварки поясных швов
Первыми сваривают швы нижнего пояса, что
Пост автоматической сварки поясных швов
Первыми сваривают швы нижнего пояса, что
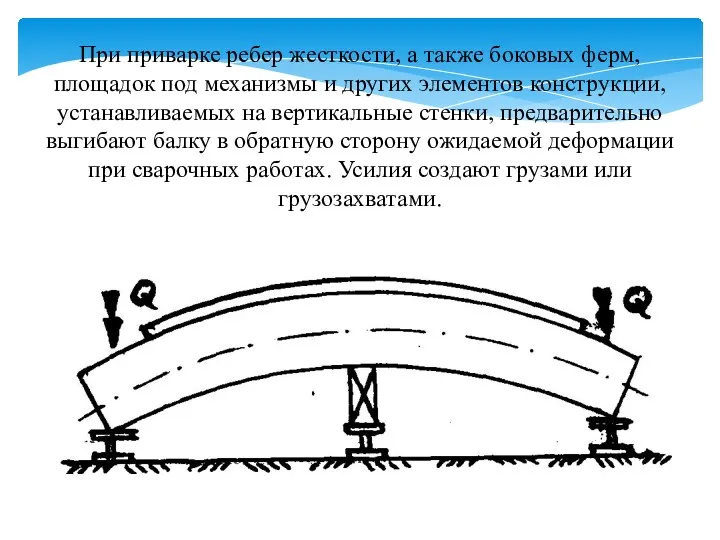
При приварке ребер жесткости, а также боковых ферм, площадок под механизмы
При приварке ребер жесткости, а также боковых ферм, площадок под механизмы
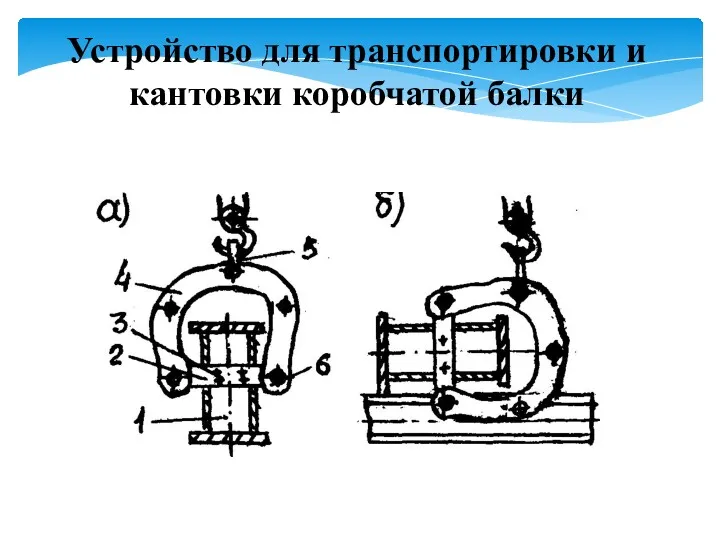
Устройство для транспортировки и кантовки коробчатой балки
Устройство для транспортировки и кантовки коробчатой балки
 Начальный период евангельской истории: События, предшествующие рождеству Христа Спасителя (Лекция 3)
Начальный период евангельской истории: События, предшествующие рождеству Христа Спасителя (Лекция 3) Элементная база современных электронных устройств
Элементная база современных электронных устройств Проектная деятельность учащихся.Из опыта работы.
Проектная деятельность учащихся.Из опыта работы. Аналого-цифровые и цифроаналоговые преобразователи
Аналого-цифровые и цифроаналоговые преобразователи Презентация к классному часу в 3 классе по теме Моя малая Родина - Шаховская
Презентация к классному часу в 3 классе по теме Моя малая Родина - Шаховская 3 сыйныфның рус төркемендә бәйлек сүзләр темасы буенча үткәрелгән видео дәрес
3 сыйныфның рус төркемендә бәйлек сүзләр темасы буенча үткәрелгән видео дәрес Общие положения об обязательствах
Общие положения об обязательствах Списание машин
Списание машин Рациональное питание
Рациональное питание Презентация Притча о друге
Презентация Притча о друге Стационарные платформы для незамерзающих морей
Стационарные платформы для незамерзающих морей Презентация к проекту Технология
Презентация к проекту Технология The modal verbs can, could and would
The modal verbs can, could and would Захист прав використання нематеріальних активів
Захист прав використання нематеріальних активів особенности работы с семьями воспитанников в условиях лекотеки
особенности работы с семьями воспитанников в условиях лекотеки Мастер класс по теме Магия пластилина
Мастер класс по теме Магия пластилина Стиль модерн
Стиль модерн Топливно-энергетический комплекс мира.
Топливно-энергетический комплекс мира. Ультразвуковые методы исследования белков
Ультразвуковые методы исследования белков Презентация проекта ЭкоСелфи
Презентация проекта ЭкоСелфи 23 февраля
23 февраля Проектирование промежуточной станции
Проектирование промежуточной станции Порядок прохождения военной службы офицерским составом. Тема №6
Порядок прохождения военной службы офицерским составом. Тема №6 Лимфопролиферативные заболевания
Лимфопролиферативные заболевания Стратегический анализ. Стратегический маркетинг. Стратегическое управление логистикой
Стратегический анализ. Стратегический маркетинг. Стратегическое управление логистикой Учителю химии
Учителю химии Модели. Моделирование
Модели. Моделирование Транспортная и инфраструктурная система - Краснодар
Транспортная и инфраструктурная система - Краснодар