- Технология машиностроения. Лекция 2

Содержание
- 2. Пример: технологичности конструкции
- 3. Технологичность конструкции изделия Совершенство конструкции изделия характеризуется его соответствием современному уровню техники, экономичностью и удобством в
- 4. Основные термины и определения в области обеспечения технологичности конструкции изделия - в ГОСТе 14.205-83. Термины и
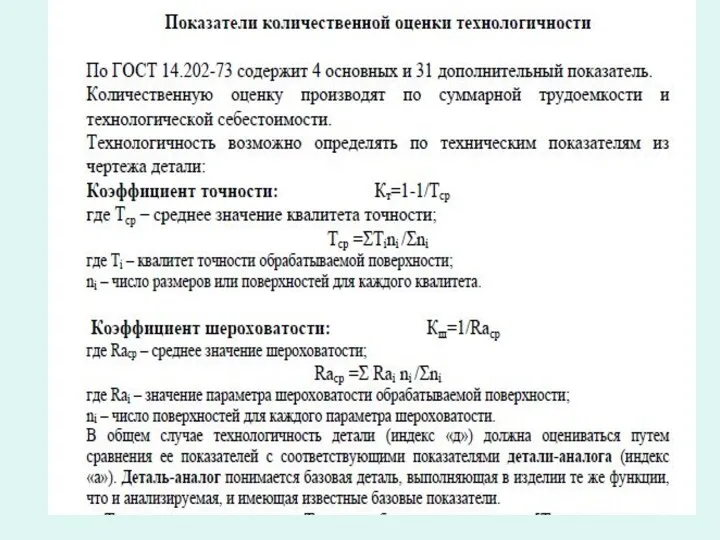
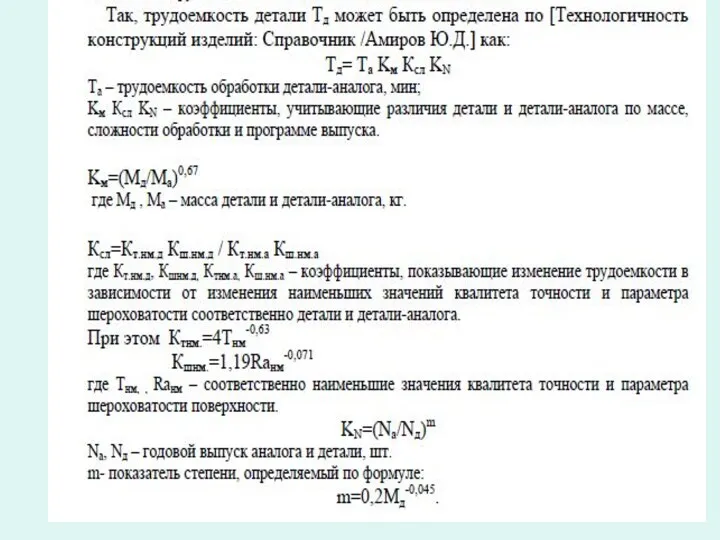
- 5. КОЛИЧЕСТВЕННАЯ ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ Технологичность конструкции изделия оценивают количественно с помощью системы показателей, которая включает
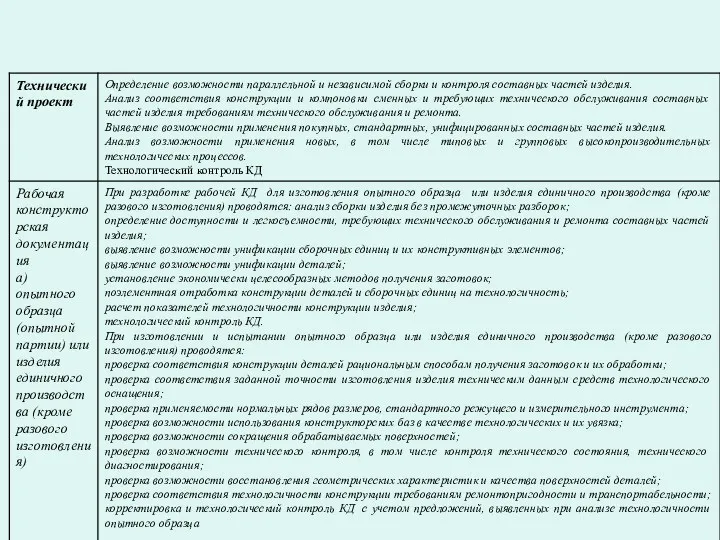
- 8. Работы по обеспечению технологичности на различных стадиях разработки КД
- 10. Технологическая рациональность конструкции изделия - выражает технологичность изделия с точки зрения соответствия принятых конструктивных решений условиям
- 11. Технологичность конструкции деталей При отработке деталей на технологичность анализируют следующие признаки: правильность выбора заготовки (с
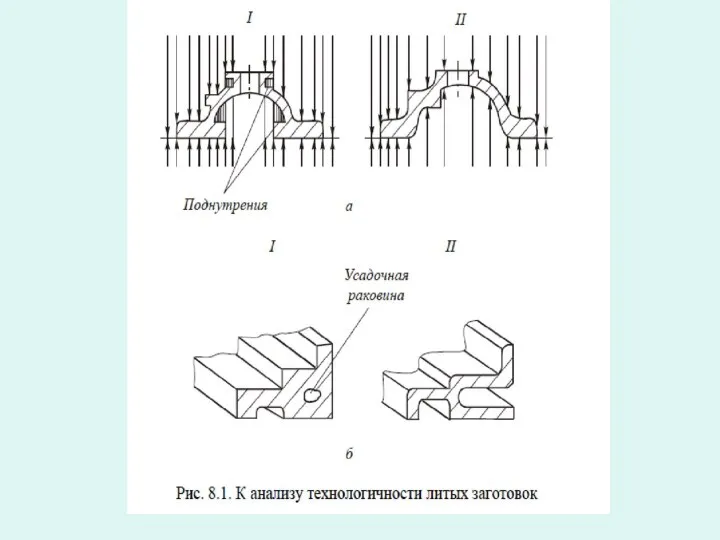
- 12. В конструкции отливок: должно быть обеспечено минимальное число и оптимальное расположение поверхностей разъема формы; так,
- 14. Ниже приведены некоторые способы повышения технологичности деталей, подвергаемых механической обработке. Важным признаком технологичности является исключение обработки
- 15. Технологичность сборочных операций Технологичность конструкции применительно к сборочным операциям можно характеризовать оптимальным применением следующих принципов и
- 16. Введение в конструкцию компенсаторов является одним из эффективных методов регулирования точности размерных цепей. Эта мера позволяет
- 17. Для упрощения изготовления деталей, сборки и повышения технологичности при эксплуатации используют регулирование. Так, предварительный натяг в
- 18. Способы сопряжений, закреплений соединений оказывают большое влияние на трудоемкость сборочных операций. В схеме I на рис.
- 19. Очень важным является центрирование деталей, работа которых зависит от правильного положения относительно других деталей. Это относится,
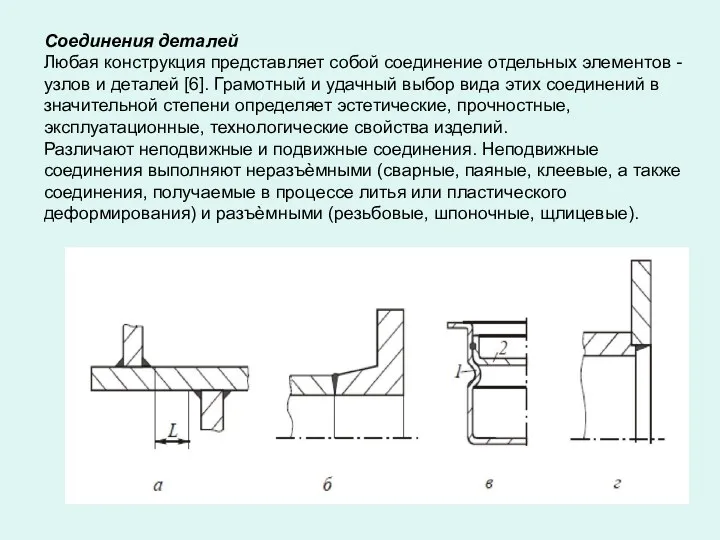
- 20. Соединения деталей Любая конструкция представляет собой соединение отдельных элементов - узлов и деталей [6]. Грамотный и
- 21. При проектировании сварных конструкций необходимо учитывать следующие факторы: конструкция и габариты сварного изделия должны позволять
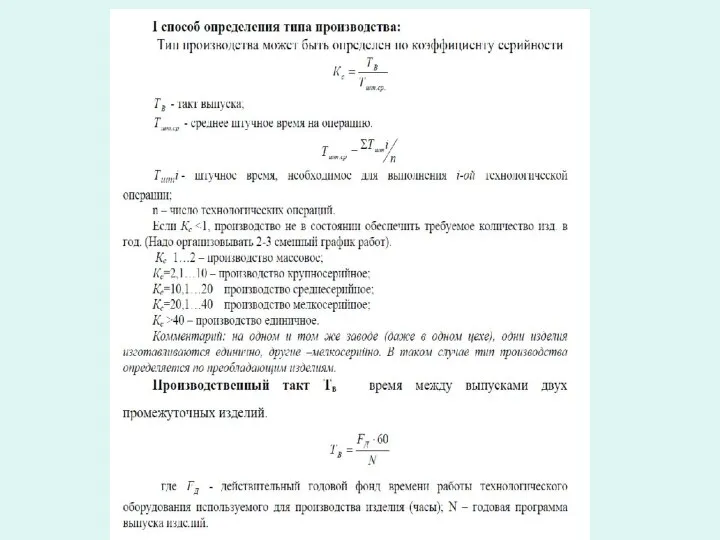
- 22. В зависимости от объемов и сложности изделий по ГОСТ 14.004-83 производства подразделяются на единичное, серийное (мелкосерийное,
- 25. Скачать презентацию
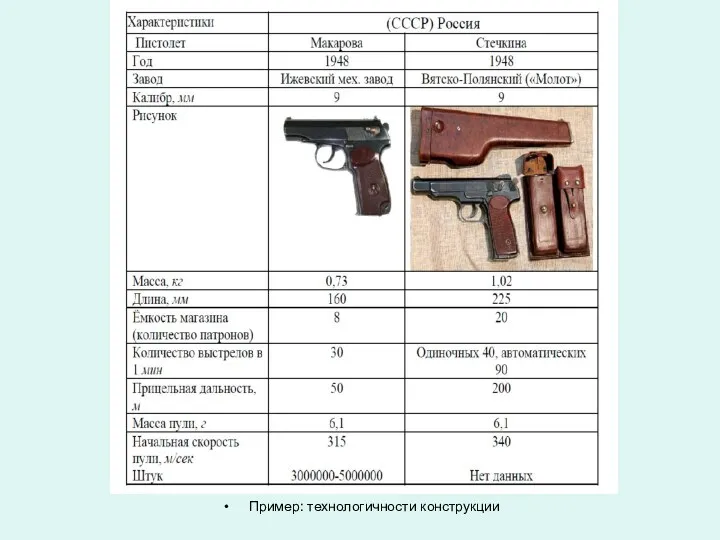
Пример: технологичности конструкции
Пример: технологичности конструкции
Технологичность конструкции изделия
Совершенство конструкции изделия характеризуется его соответствием современному уровню техники,
Технологичность конструкции изделия
Совершенство конструкции изделия характеризуется его соответствием современному уровню техники,
Основные термины и определения в области обеспечения технологичности конструкции изделия -
Основные термины и определения в области обеспечения технологичности конструкции изделия -
КОЛИЧЕСТВЕННАЯ ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ
Технологичность конструкции изделия оценивают количественно с помощью
КОЛИЧЕСТВЕННАЯ ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЙ
Технологичность конструкции изделия оценивают количественно с помощью
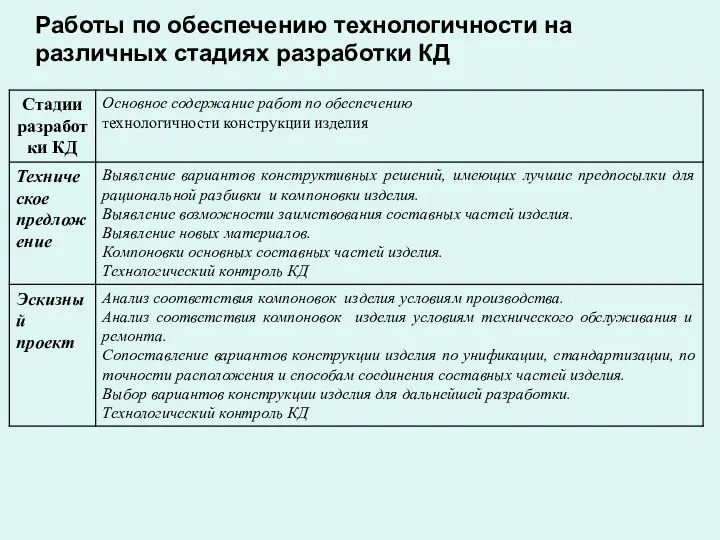
Работы по обеспечению технологичности на различных стадиях разработки КД
Работы по обеспечению технологичности на различных стадиях разработки КД
Технологическая рациональность конструкции изделия - выражает технологичность изделия с точки зрения
Технологическая рациональность конструкции изделия - выражает технологичность изделия с точки зрения
Технологичность конструкции деталей
При отработке деталей на технологичность анализируют следующие признаки:
Технологичность конструкции деталей При отработке деталей на технологичность анализируют следующие признаки:
В конструкции отливок:
должно быть обеспечено минимальное число и оптимальное
В конструкции отливок:
должно быть обеспечено минимальное число и оптимальное

Ниже приведены некоторые способы повышения технологичности деталей, подвергаемых механической обработке.
Важным
Ниже приведены некоторые способы повышения технологичности деталей, подвергаемых механической обработке.
Важным
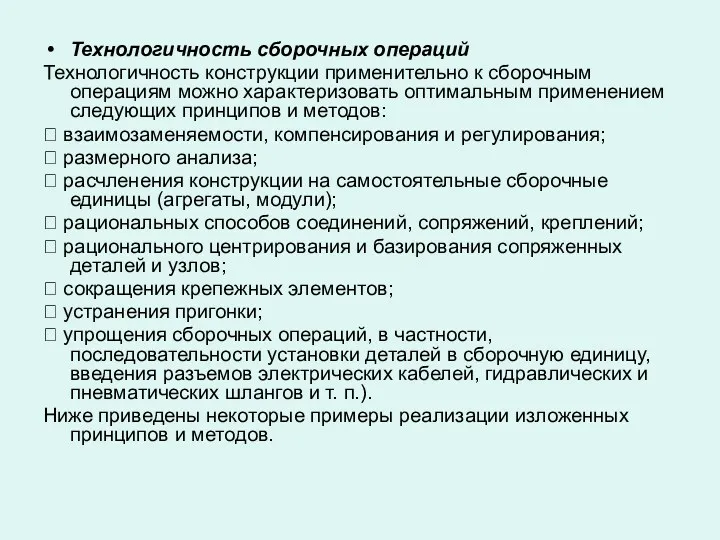
Технологичность сборочных операций
Технологичность конструкции применительно к сборочным операциям можно характеризовать
Технологичность сборочных операций
Технологичность конструкции применительно к сборочным операциям можно характеризовать
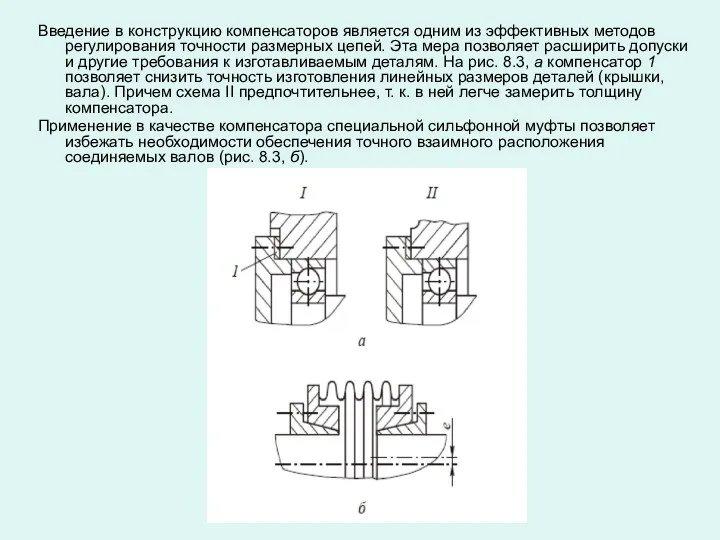
Введение в конструкцию компенсаторов является одним из эффективных методов регулирования точности
Введение в конструкцию компенсаторов является одним из эффективных методов регулирования точности
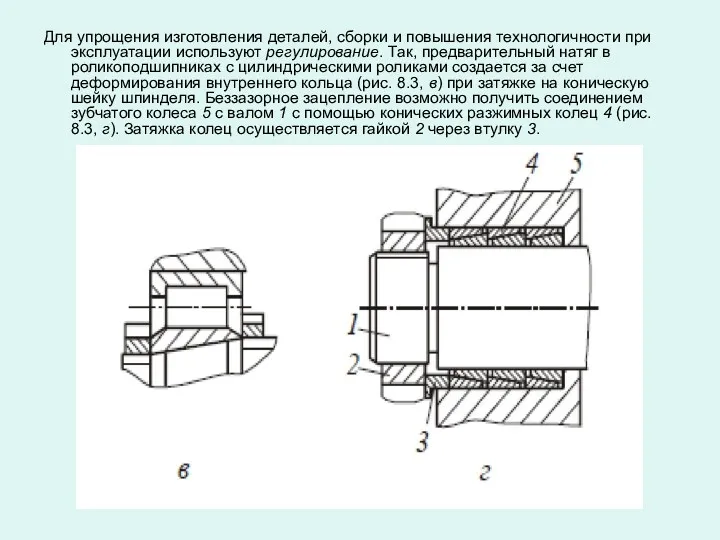
Для упрощения изготовления деталей, сборки и повышения технологичности при эксплуатации используют
Для упрощения изготовления деталей, сборки и повышения технологичности при эксплуатации используют
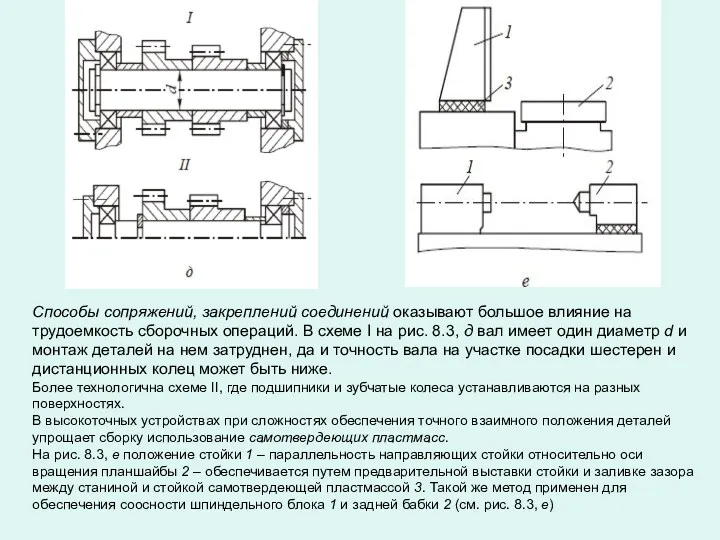
Способы сопряжений, закреплений соединений оказывают большое влияние на трудоемкость сборочных операций.
Способы сопряжений, закреплений соединений оказывают большое влияние на трудоемкость сборочных операций.
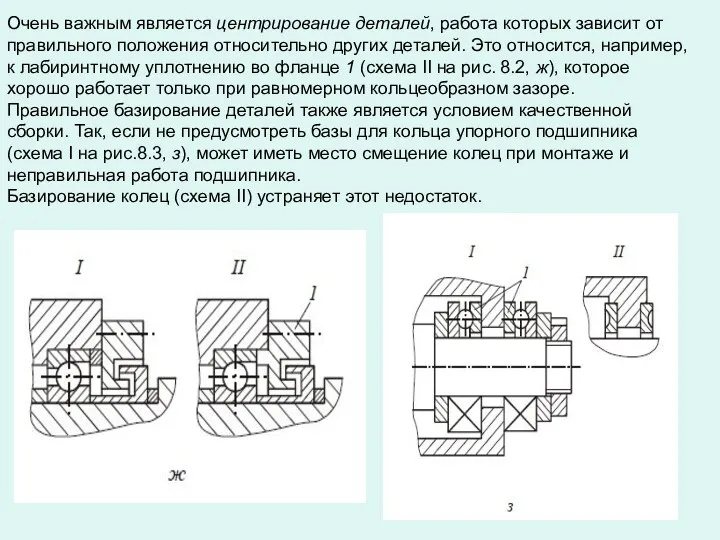
Очень важным является центрирование деталей, работа которых зависит от правильного положения
Очень важным является центрирование деталей, работа которых зависит от правильного положения
Соединения деталей
Любая конструкция представляет собой соединение отдельных элементов - узлов
Соединения деталей
Любая конструкция представляет собой соединение отдельных элементов - узлов
При проектировании сварных конструкций необходимо учитывать следующие факторы:
конструкция и
При проектировании сварных конструкций необходимо учитывать следующие факторы:
конструкция и
В зависимости от объемов и сложности изделий по ГОСТ 14.004-83 производства
В зависимости от объемов и сложности изделий по ГОСТ 14.004-83 производства
 Шарль Пьер Бодлер (1821-1867)
Шарль Пьер Бодлер (1821-1867) Презентация Знаменитые деятели науки и культуры Тамбовского края
Презентация Знаменитые деятели науки и культуры Тамбовского края В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком
В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком Западная Сибирь. Население и хозяйство
Западная Сибирь. Население и хозяйство Эбру - искусство обработки бумаги
Эбру - искусство обработки бумаги 20230228_nalogi
20230228_nalogi Размножение фуксии черенками
Размножение фуксии черенками Синдром дефицита внимания и гиперактивность
Синдром дефицита внимания и гиперактивность Правописание безударных гласных в корне слова
Правописание безударных гласных в корне слова Умный дом
Умный дом Порядок оформления и ведения эксплуатационной и технической документации. Руководство по эксплуатации машины
Порядок оформления и ведения эксплуатационной и технической документации. Руководство по эксплуатации машины Малярия. Возбудитель малярии
Малярия. Возбудитель малярии В гостях у С.Я.Маршака
В гостях у С.Я.Маршака Азотування та ціанування сталі. Дифузійна металізація. Види, призначення, застосування
Азотування та ціанування сталі. Дифузійна металізація. Види, призначення, застосування Устный журнал России верные сыны
Устный журнал России верные сыны неделя начальной школы, посвященная Г.Х.Андерсену
неделя начальной школы, посвященная Г.Х.Андерсену Выделение. Выделение у растений
Выделение. Выделение у растений Технология обработки продукта убоя для производства мясных изделий
Технология обработки продукта убоя для производства мясных изделий Презентация Музыкальная предметно-развивающая среда как средство эмоционального развития ребенка
Презентация Музыкальная предметно-развивающая среда как средство эмоционального развития ребенка Силикатная промышленность. Керамика
Силикатная промышленность. Керамика Социо-игровые технологии по В.М.Букатову
Социо-игровые технологии по В.М.Букатову Выпускная квалификационная работа. Механизированная технология заготовки высокопитательного корма
Выпускная квалификационная работа. Механизированная технология заготовки высокопитательного корма Презентация из опыта работы по теме: Развитие творческого воображения у детей дошкольного возраста посредством изобразительной деятельности
Презентация из опыта работы по теме: Развитие творческого воображения у детей дошкольного возраста посредством изобразительной деятельности Этика сетевого общения
Этика сетевого общения Открытка ко Дню Святого Валентин
Открытка ко Дню Святого Валентин Основы самоменеджмента. Лекция 2
Основы самоменеджмента. Лекция 2 Игра, как основа социального развития детей
Игра, как основа социального развития детей Моя концепция классного руководителя
Моя концепция классного руководителя