- Технология проводного монтажа на печатной плате

Содержание
- 2. КЛАССИФИКАЦИЯ ПЕЧАТНЫХ ПЛАТ
- 3. ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА НА ПЕЧАТНОЙ ПЛАТЕ Широкие технически возможности проводного монтажа, его экономичность в условиях мелкосерийного
- 4. ДОСТОИНСТВА ПРОВОДНОГО МОНТАЖА ПЕРЕД ПЕЧАТНЫМ МОНТАЖОМ: повышение плотности монтажа из-за многократного перекрашивания проводов на одной поверхности;
- 5. СТЕЖКОВЫЙ МОНТАЖ Стежковый монтаж представляет собой процесс трассировки электрических цепей по кратчайшим расстояниям на поверхности двусторонней
- 6. ТП СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ: Получения монтажной ДПП. Прокладка трасс и прошивка монтажными проводами плат по
- 7. Монтажная плата изготавливается по типовой технологии, ее основными элементами являются КП, для подсоединения планарных выводов ИС,
- 8. ПРОКЛАДКА ТРАСС И ПРОШИВКА МОНТАЖНЫМИ ПРОВОДАМИ ПЛАТ ПО ЗАДАННЫМ АДРЕСАМ Монтаж ведут изолированным проводом – например,
- 9. ЛУЖЕНИЕ ПЕТЕЛЬ После окончание прошивки со стороны проводов на плату накладывается и закрепляется металлическая пластина с
- 10. ПОДГИБКА И ПАЙКА ПЕТЕЛЬ НА КОНТАКТНЫЕ ПЛОЩАДКИ Подгибка и пайка петель на контактные площадки (КП) осуществляется
- 11. Дальнейшее развитие технологического оборудования идет по пути создания специализированного оборудования, на котором будет выполняться весь комплекс
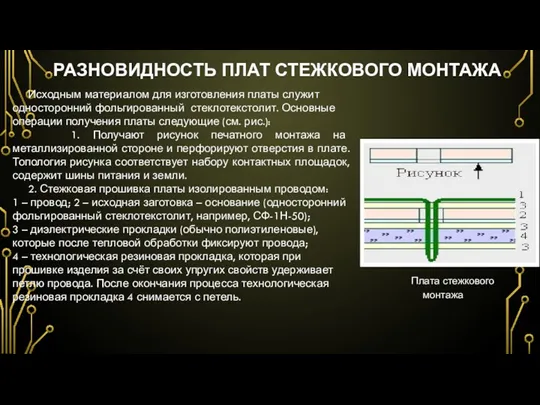
- 12. РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА Исходным материалом для изготовления платы служит односторонний фольгированный стеклотекстолит. Основные операции получения
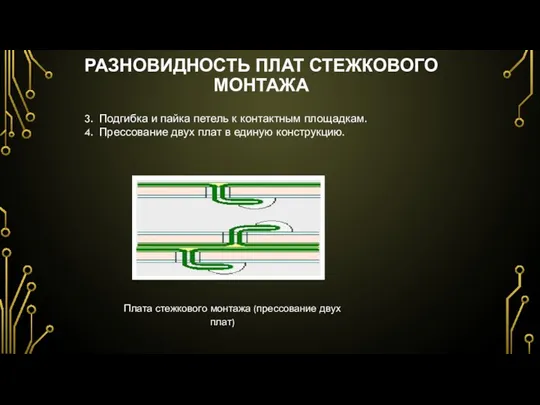
- 13. РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА 3. Подгибка и пайка петель к контактным площадкам. 4. Прессование двух плат
- 14. Достоинства: высокая коммутационная способность (возможна замена 12-16 - многослойной платы); относительная простота технология изготовления; высокая гибкость
- 15. Недостатки: топология монтажа плохо приспособлена для создания сверхбыстродействующих систем (поскольку критерий трассировки в данном случае –
- 16. МНОГОПРОВОДНОЙ МОНТАЖ С ФИКСИРУЕМЫМИ ПРОВОДАМИ Метод разработан фирмой “Kollmorgon Corporation” (США) – называется “мальтиуайр” (Multiwire). Метод
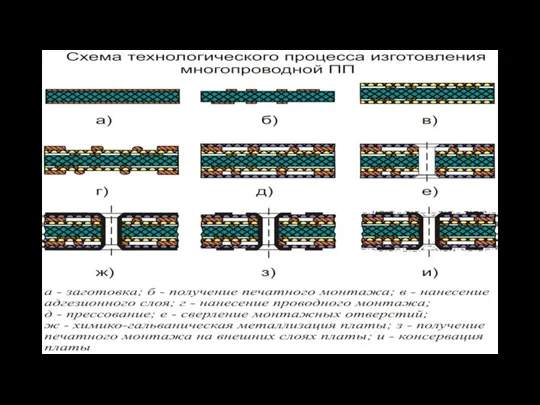
- 17. ЭЛЕМЕНТЫ КОНСТРУКЦИИ МНОГОПРОВОДНОЙ ПЕЧАТНОЙ ПЛАТЫ Для монтажа используют провод диаметром 0,18 мм в полиимидной изоляции (например
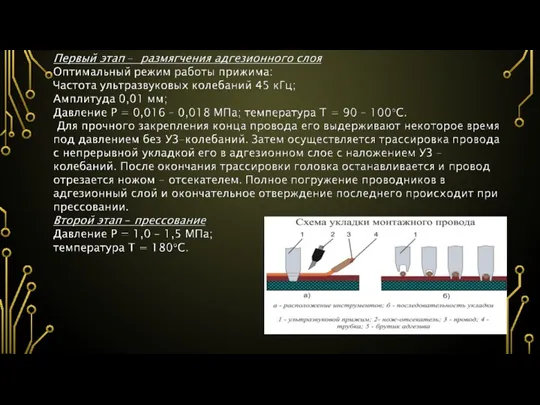
- 20. Укладку монтажного провода 3 на печатную плату осуществляют в два этапа с помощью специальной головки (см.
- 22. Плата с прочно закреплёнными в адгезионном слое монтажными проводами подаётся на сверление. Монтажные отверстия сверлят по
- 23. Для автоматизации трассировки проводов используется оборудование с программным управлением. Установка для раскладки монтажного провода имеет скорость
- 24. Для устранения этого недостатка разработан метод многопроводного монтажа (лаборатория LETI, Франция), отличающийся от метода “мальтиуайр” тем,
- 25. На установке с программным управлением осуществляется раскладка монтажного провода диаметром 0,1–0,2 мм и пайка его к
- 26. Как отмечают разработчики, новый метод более экономичен, чем печатный монтаж на ДПП при объёме выпуска 100
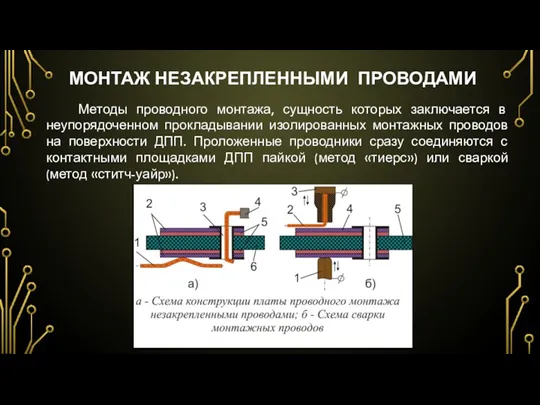
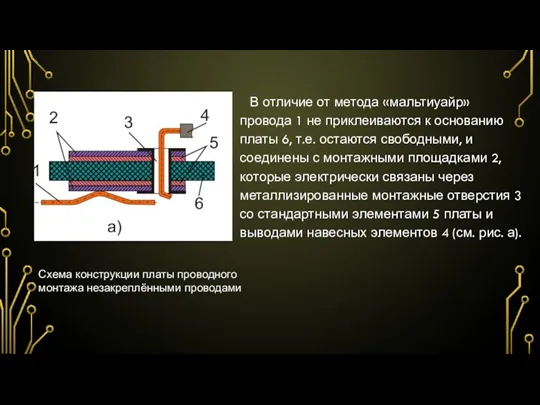
- 27. МОНТАЖ НЕЗАКРЕПЛЕННЫМИ ПРОВОДАМИ Методы проводного монтажа, сущность которых заключается в неупорядоченном прокладывании изолированных монтажных проводов на
- 28. В отличие от метода «мальтиуайр» провода 1 не приклеиваются к основанию платы 6, т.е. остаются свободными,
- 29. Сварка обеспечивает более надежное соединение элементов, работающих в условиях вибрационных и ударных нагрузок для аппаратуры специального
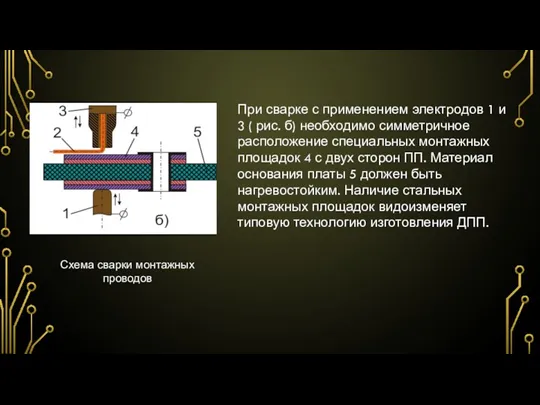
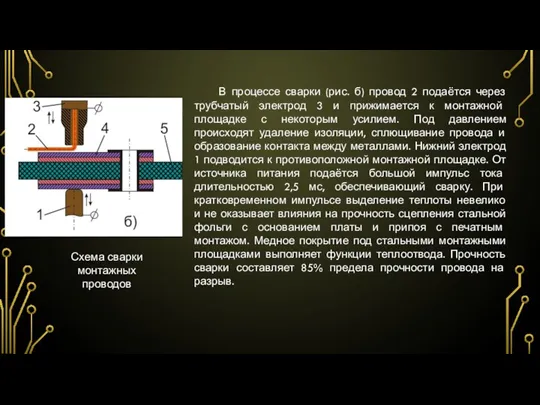
- 30. При сварке с применением электродов 1 и 3 ( рис. б) необходимо симметричное расположение специальных монтажных
- 31. Технология изготовления ДПП. На диэлектрическую основу из нагревостойкого материала с обеих сторон наносят фольгу из нержавеющей
- 32. В процессе сварки (рис. б) провод 2 подаётся через трубчатый электрод 3 и прижимается к монтажной
- 33. Оборудование – полуавтоматическое с программным управлением, имеющее двух координатный стол и сварочную головку. Трассировку проводов ведут
- 34. Для обеспечена высокой механической прочности и коррозионной стойкости этих соединений используются: диэлектрический основания с высокой нагревостойкостью;
- 36. Скачать презентацию
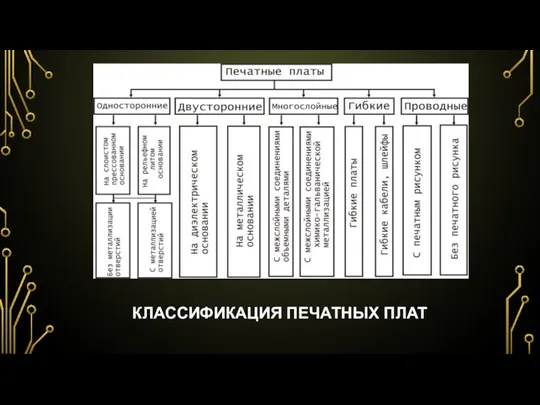
КЛАССИФИКАЦИЯ ПЕЧАТНЫХ ПЛАТ
КЛАССИФИКАЦИЯ ПЕЧАТНЫХ ПЛАТ
ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА НА ПЕЧАТНОЙ ПЛАТЕ
Широкие технически возможности проводного монтажа, его
ТЕХНОЛОГИЯ ПРОВОДНОГО МОНТАЖА НА ПЕЧАТНОЙ ПЛАТЕ
Широкие технически возможности проводного монтажа, его
ДОСТОИНСТВА ПРОВОДНОГО МОНТАЖА ПЕРЕД ПЕЧАТНЫМ МОНТАЖОМ:
повышение плотности монтажа из-за многократного перекрашивания
ДОСТОИНСТВА ПРОВОДНОГО МОНТАЖА ПЕРЕД ПЕЧАТНЫМ МОНТАЖОМ:
повышение плотности монтажа из-за многократного перекрашивания
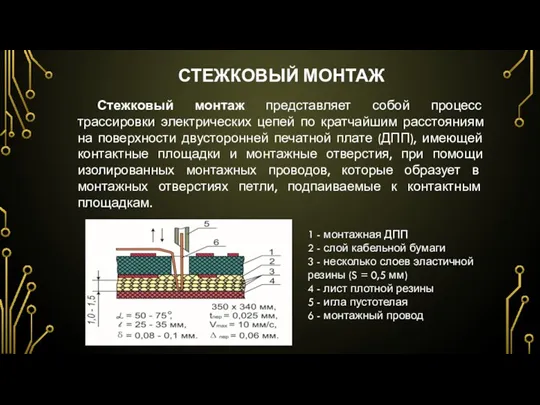
СТЕЖКОВЫЙ МОНТАЖ
Стежковый монтаж представляет собой процесс трассировки электрических цепей по
СТЕЖКОВЫЙ МОНТАЖ
Стежковый монтаж представляет собой процесс трассировки электрических цепей по
ТП СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
Получения монтажной ДПП.
Прокладка трасс и прошивка монтажными
ТП СОСТОИТ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ:
Получения монтажной ДПП.
Прокладка трасс и прошивка монтажными
Монтажная плата изготавливается по типовой технологии, ее основными элементами являются
Монтажная плата изготавливается по типовой технологии, ее основными элементами являются
ПРОКЛАДКА ТРАСС И ПРОШИВКА МОНТАЖНЫМИ ПРОВОДАМИ ПЛАТ ПО ЗАДАННЫМ АДРЕСАМ
Монтаж ведут
ПРОКЛАДКА ТРАСС И ПРОШИВКА МОНТАЖНЫМИ ПРОВОДАМИ ПЛАТ ПО ЗАДАННЫМ АДРЕСАМ
Монтаж ведут
ЛУЖЕНИЕ ПЕТЕЛЬ
После окончание прошивки со стороны проводов на плату накладывается
ЛУЖЕНИЕ ПЕТЕЛЬ
После окончание прошивки со стороны проводов на плату накладывается

ПОДГИБКА И ПАЙКА ПЕТЕЛЬ НА КОНТАКТНЫЕ ПЛОЩАДКИ
Подгибка и пайка петель на
ПОДГИБКА И ПАЙКА ПЕТЕЛЬ НА КОНТАКТНЫЕ ПЛОЩАДКИ
Подгибка и пайка петель на
Дальнейшее развитие технологического оборудования идет по пути создания специализированного оборудования, на
Дальнейшее развитие технологического оборудования идет по пути создания специализированного оборудования, на
РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА
Исходным материалом для изготовления платы служит односторонний
РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА
Исходным материалом для изготовления платы служит односторонний
РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА
3. Подгибка и пайка петель к контактным
РАЗНОВИДНОСТЬ ПЛАТ СТЕЖКОВОГО МОНТАЖА
3. Подгибка и пайка петель к контактным
Достоинства:
высокая коммутационная способность (возможна замена 12-16 - многослойной платы);
относительная простота
Достоинства:
высокая коммутационная способность (возможна замена 12-16 - многослойной платы);
относительная простота
Недостатки:
топология монтажа плохо приспособлена для создания сверхбыстродействующих систем (поскольку критерий
Недостатки:
топология монтажа плохо приспособлена для создания сверхбыстродействующих систем (поскольку критерий
МНОГОПРОВОДНОЙ МОНТАЖ С ФИКСИРУЕМЫМИ ПРОВОДАМИ
Метод разработан фирмой “Kollmorgon Corporation” (США)
МНОГОПРОВОДНОЙ МОНТАЖ С ФИКСИРУЕМЫМИ ПРОВОДАМИ
Метод разработан фирмой “Kollmorgon Corporation” (США)

ЭЛЕМЕНТЫ КОНСТРУКЦИИ МНОГОПРОВОДНОЙ ПЕЧАТНОЙ ПЛАТЫ
Для монтажа используют провод диаметром 0,18
ЭЛЕМЕНТЫ КОНСТРУКЦИИ МНОГОПРОВОДНОЙ ПЕЧАТНОЙ ПЛАТЫ
Для монтажа используют провод диаметром 0,18
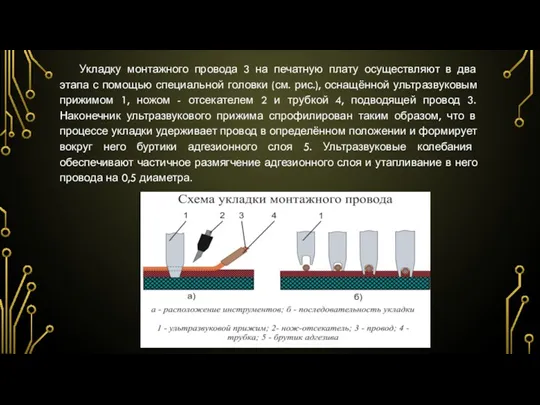
Укладку монтажного провода 3 на печатную плату осуществляют в два этапа
Укладку монтажного провода 3 на печатную плату осуществляют в два этапа
Плата с прочно закреплёнными в адгезионном слое монтажными проводами подаётся на
Плата с прочно закреплёнными в адгезионном слое монтажными проводами подаётся на
Для автоматизации трассировки проводов используется оборудование с программным управлением. Установка для
Для автоматизации трассировки проводов используется оборудование с программным управлением. Установка для
Для устранения этого недостатка разработан метод многопроводного монтажа (лаборатория LETI, Франция),
Для устранения этого недостатка разработан метод многопроводного монтажа (лаборатория LETI, Франция),
На установке с программным управлением осуществляется раскладка монтажного провода диаметром 0,1–0,2
На установке с программным управлением осуществляется раскладка монтажного провода диаметром 0,1–0,2
Как отмечают разработчики, новый метод более экономичен, чем печатный монтаж на
Как отмечают разработчики, новый метод более экономичен, чем печатный монтаж на
МОНТАЖ НЕЗАКРЕПЛЕННЫМИ ПРОВОДАМИ
Методы проводного монтажа, сущность которых заключается в
МОНТАЖ НЕЗАКРЕПЛЕННЫМИ ПРОВОДАМИ
Методы проводного монтажа, сущность которых заключается в
В отличие от метода «мальтиуайр» провода 1 не приклеиваются к
В отличие от метода «мальтиуайр» провода 1 не приклеиваются к
Сварка обеспечивает более надежное соединение элементов, работающих в условиях вибрационных и
Сварка обеспечивает более надежное соединение элементов, работающих в условиях вибрационных и
При сварке с применением электродов 1 и 3 ( рис. б)
При сварке с применением электродов 1 и 3 ( рис. б)
Технология изготовления ДПП.
На диэлектрическую основу из нагревостойкого материала с обеих сторон
Технология изготовления ДПП.
На диэлектрическую основу из нагревостойкого материала с обеих сторон
В процессе сварки (рис. б) провод 2 подаётся через трубчатый
В процессе сварки (рис. б) провод 2 подаётся через трубчатый
Оборудование – полуавтоматическое с программным управлением, имеющее двух координатный стол и
Оборудование – полуавтоматическое с программным управлением, имеющее двух координатный стол и
Для обеспечена высокой механической прочности и коррозионной стойкости этих соединений используются:
диэлектрический
Для обеспечена высокой механической прочности и коррозионной стойкости этих соединений используются:
диэлектрический
 Мектептегі эдістемелік жумыстын негізгі багыттары
Мектептегі эдістемелік жумыстын негізгі багыттары Основы ректификации. Принцип работы ректификационной колонны и их строение. Получение абсолютного и ректификатного спирта
Основы ректификации. Принцип работы ректификационной колонны и их строение. Получение абсолютного и ректификатного спирта Музыка в стиле джаз
Музыка в стиле джаз Дистанционная защита линии REL670. Схемы связи ZCPSCH, ZCRWPSCH
Дистанционная защита линии REL670. Схемы связи ZCPSCH, ZCRWPSCH Духовная жизнь общества
Духовная жизнь общества Улица Карбышева - улица имени Героя Советского Союза
Улица Карбышева - улица имени Героя Советского Союза Женщины герои ВОВ
Женщины герои ВОВ Русская и зарубежная музыка от эпохи средневековья до рубежа XIX – XX веков
Русская и зарубежная музыка от эпохи средневековья до рубежа XIX – XX веков Условная функция в EXCEL. 9 класс
Условная функция в EXCEL. 9 класс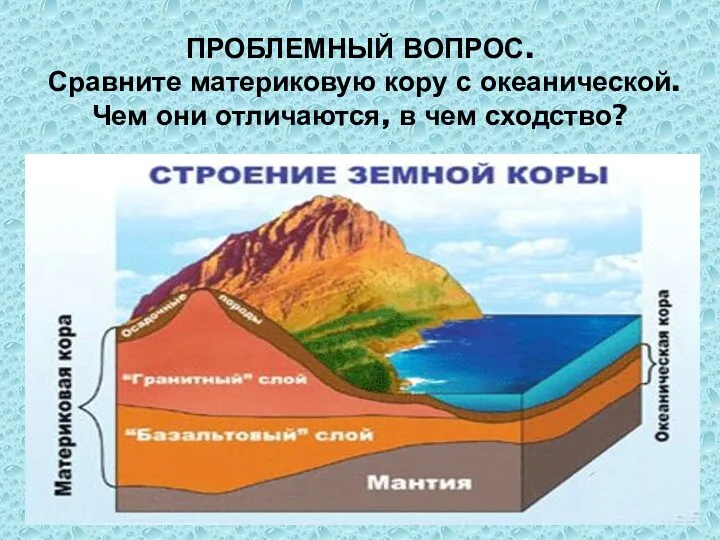 Слайды. Вопросы географии.
Слайды. Вопросы географии. Проектирование автоматической телефонной станции на железнодорожном транспорте
Проектирование автоматической телефонной станции на железнодорожном транспорте Электронная презентация к интегрированному занятию В гостях у сказки Диск
Электронная презентация к интегрированному занятию В гостях у сказки Диск Соединения железа
Соединения железа ПРЕЗЕНТАЦИЯ ПО ТЕМЕ: СПИРТЫ ДЛЯ ИСПОЛЬЗОВАНИЯ НА УРОКАХ ОРГАНИЧЕСКОЙ ХИМИИ
ПРЕЗЕНТАЦИЯ ПО ТЕМЕ: СПИРТЫ ДЛЯ ИСПОЛЬЗОВАНИЯ НА УРОКАХ ОРГАНИЧЕСКОЙ ХИМИИ Организация в сфере культуры и искусств
Организация в сфере культуры и искусств Процессоры. Микропроцессор
Процессоры. Микропроцессор История становления международного правосудия
История становления международного правосудия Семейные формы олигофрении
Семейные формы олигофрении Реформы Петра I (1682-1725)
Реформы Петра I (1682-1725) Синтез ультрадисперсного мела для различных эффективных использований
Синтез ультрадисперсного мела для различных эффективных использований Материалы для оформления Стены Памяти: списки погибших или пропавших без вести в годы Великой Отечественной войны (с. Газимурский Завод)
Материалы для оформления Стены Памяти: списки погибших или пропавших без вести в годы Великой Отечественной войны (с. Газимурский Завод) Конспект + презентация логопедического занятия по коррекции аграмматической дисграфии. Творительный падеж имени существительного. Предлог С; 4 класс
Конспект + презентация логопедического занятия по коррекции аграмматической дисграфии. Творительный падеж имени существительного. Предлог С; 4 класс Викторина по географии
Викторина по географии Анализ технологичности изделия и деталей. Основные показатели. Лекция 9
Анализ технологичности изделия и деталей. Основные показатели. Лекция 9 Дорожные знаки для начальной школы
Дорожные знаки для начальной школы Мотоциклы
Мотоциклы Геологическая цифровая платформа DOLON, gov ru
Геологическая цифровая платформа DOLON, gov ru Презентация танцевального салона, посвященного Международному дню танца.
Презентация танцевального салона, посвященного Международному дню танца.