- Технология сборки и сварки бортовой секции ПрБ S10

Содержание
- 2. Цели Проекта: Анализ назначения и условий эксплуатации бортовой секции Подбор материалов, технологического оборудования и оснастки для
- 3. Борт – боковая часть судна. Конструкция бортовой секции корпуса судна содержит наружную обшивку с поперечным набором,
- 4. Для изготовления бортовой секции будет использоваться сталь повышенной прочности А32 по ГОСТ 5521-93
- 5. Для постановки электроприхваток будут использоваться электроды марки УОНИИ 13/45Р
- 6. Ручная сварка покрытым электродом для установки электроприхваток
- 7. Выбор сварочного электрода Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом
- 8. Для полуавтоматической сварки в среде СО2 будет использована сварочная проволока СВ08Г2С диаметром 1,2
- 9. Процесс полуавтоматической сварки
- 10. Режимы полуавтоматической сварки
- 11. Для автоматической сварки под слоем флюса будет использована проволока марки СВ10ГН и флюс ОСЦ 45
- 12. Сварка под слоем флюса для соединения листов полотнища
- 13. Автомат АДФ 1000
- 14. Режимы автоматической сварки
- 15. Схема установки раскрепляющих и выводных планок
- 16. Схема сварки полотна бортовой секции
- 17. Схема приварки набора к полотну бортовой секции
- 18. Схема приварки раскрепляющих планок
- 19. Основные виды сварных соединений в конструкции К – высота шва; е – ширина шва; s –
- 20. Основные виды дефектов сварных соединений
- 21. Основные виды неразрушающего контроля
- 22. Плановая калькуляция себестоимости изготовления бортовой секции
- 23. Охрана труда и техника безопасности - При сборке секции работы необходимо выполнять на площадках, оборудованных в
- 24. Заключение В данной дипломной работе было раскрыто назначение и описание конструкции бортовой секции как одного из
- 26. Скачать презентацию
Цели Проекта:
Анализ назначения и условий эксплуатации бортовой секции
Подбор материалов, технологического оборудования
Цели Проекта:
Анализ назначения и условий эксплуатации бортовой секции
Подбор материалов, технологического оборудования
Борт – боковая часть судна. Конструкция бортовой секции корпуса судна содержит
Борт – боковая часть судна. Конструкция бортовой секции корпуса судна содержит
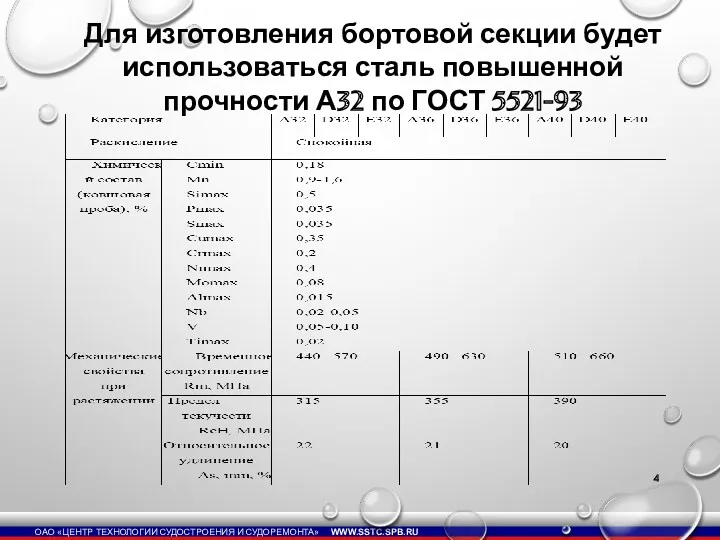
Для изготовления бортовой секции будет использоваться сталь повышенной прочности А32 по
Для изготовления бортовой секции будет использоваться сталь повышенной прочности А32 по
Для постановки электроприхваток будут использоваться электроды марки
УОНИИ 13/45Р
Для постановки электроприхваток будут использоваться электроды марки
УОНИИ 13/45Р

Ручная сварка покрытым электродом для установки электроприхваток
Ручная сварка покрытым электродом для установки электроприхваток
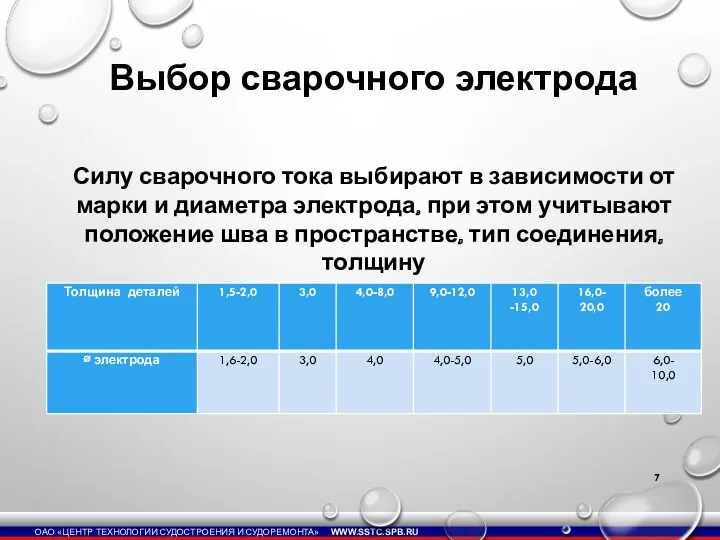
Выбор сварочного электрода
Силу сварочного тока выбирают в зависимости от марки и
Выбор сварочного электрода
Силу сварочного тока выбирают в зависимости от марки и
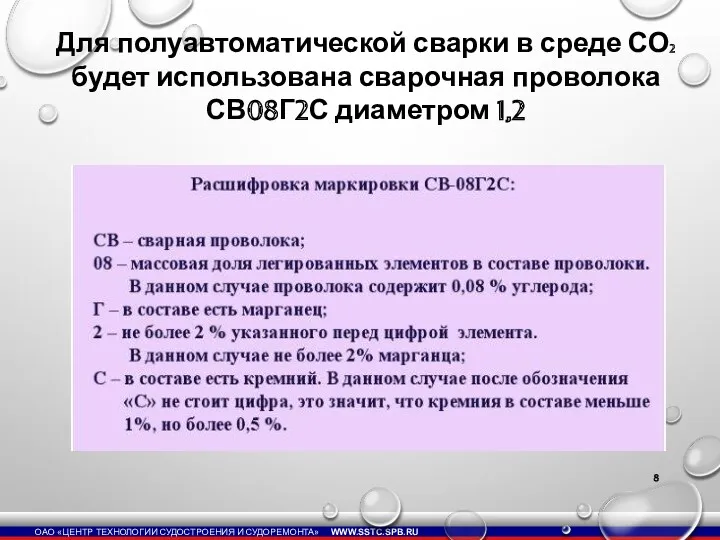
Для полуавтоматической сварки в среде СО2 будет использована сварочная проволока СВ08Г2С
Для полуавтоматической сварки в среде СО2 будет использована сварочная проволока СВ08Г2С
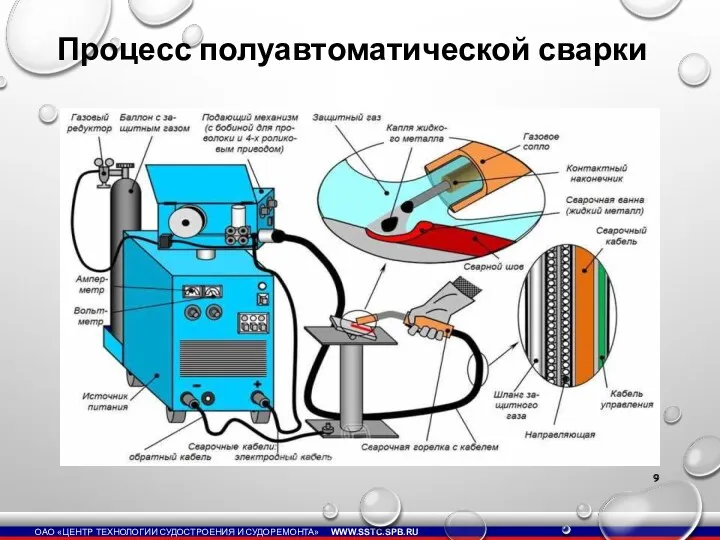
Процесс полуавтоматической сварки
Процесс полуавтоматической сварки
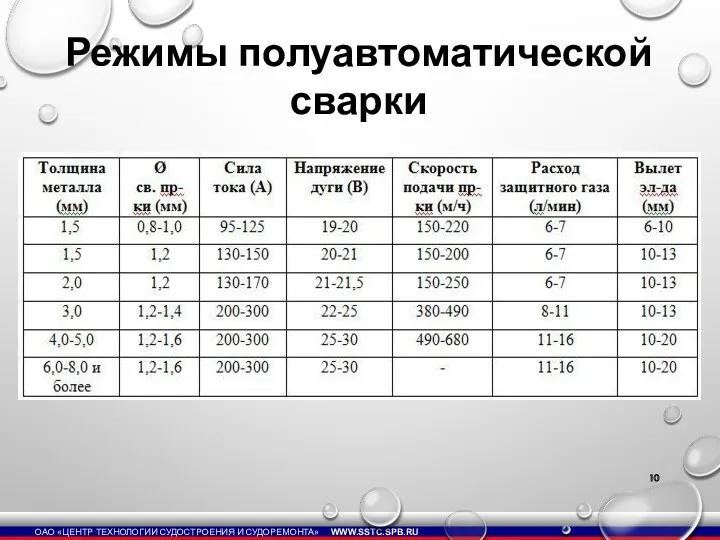
Режимы полуавтоматической сварки
Режимы полуавтоматической сварки
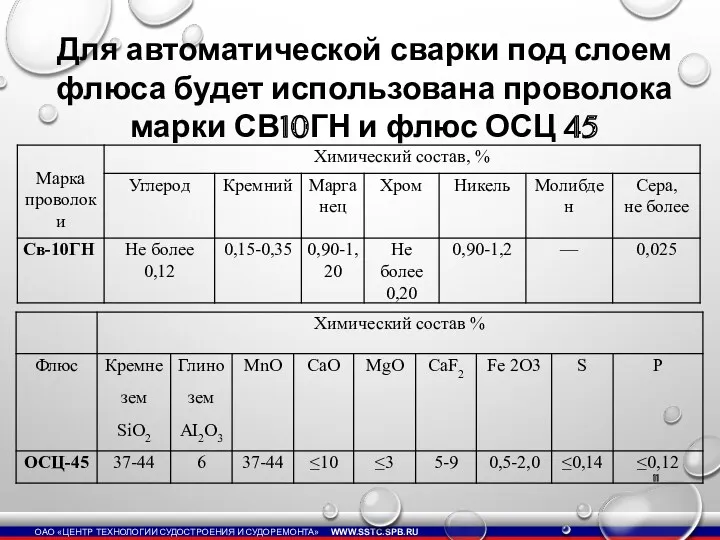
Для автоматической сварки под слоем флюса будет использована проволока марки СВ10ГН
Для автоматической сварки под слоем флюса будет использована проволока марки СВ10ГН
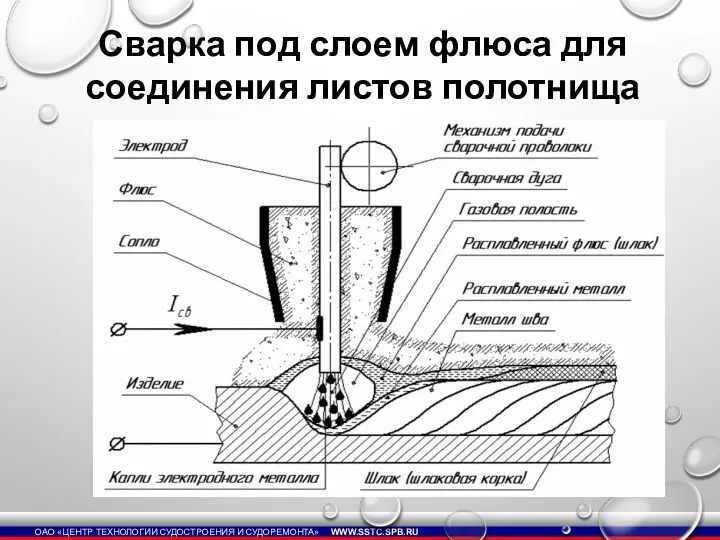
Сварка под слоем флюса для соединения листов полотнища
Сварка под слоем флюса для соединения листов полотнища
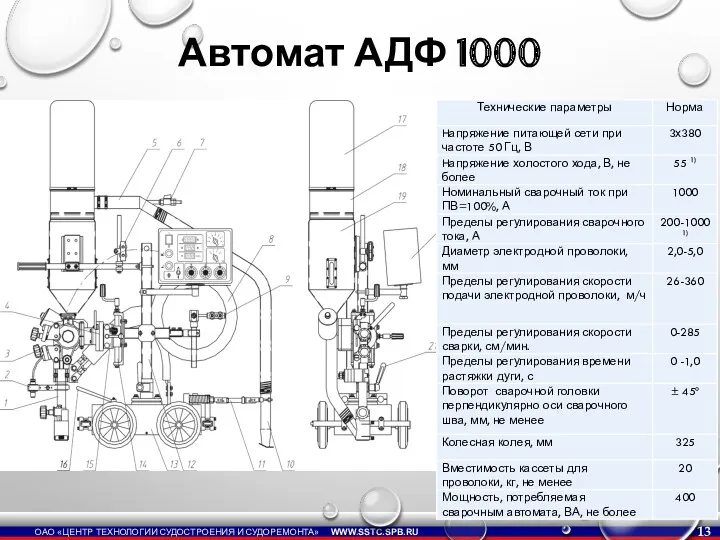
Автомат АДФ 1000
Автомат АДФ 1000
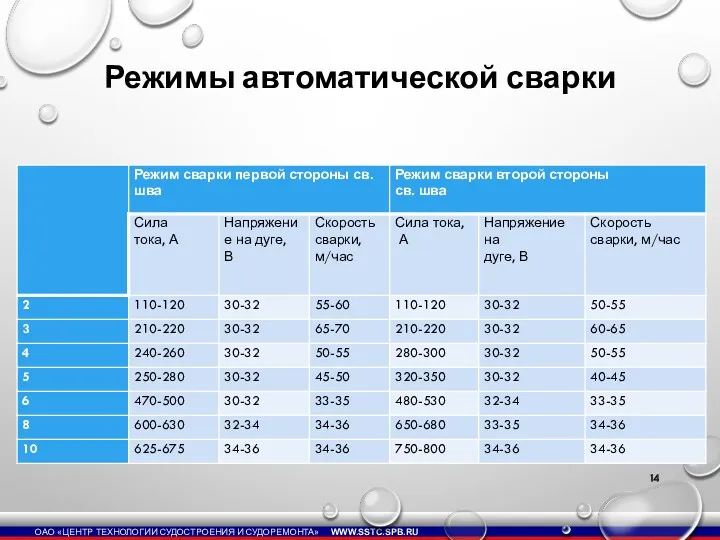
Режимы автоматической сварки
Режимы автоматической сварки
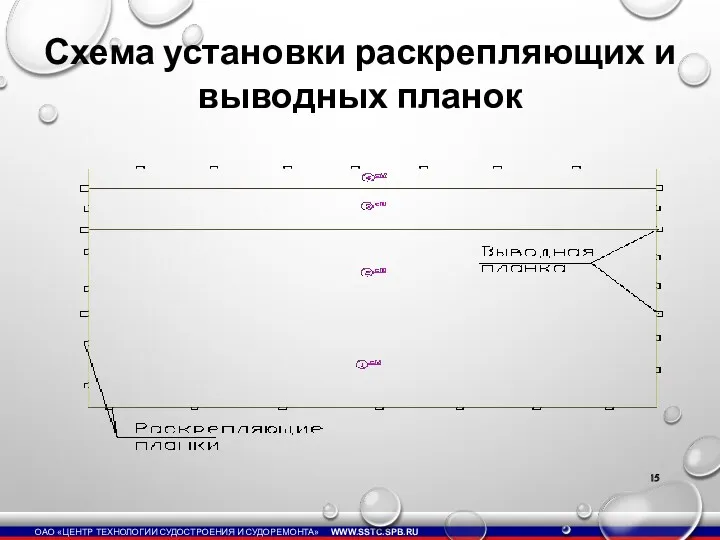
Схема установки раскрепляющих и выводных планок
Схема установки раскрепляющих и выводных планок
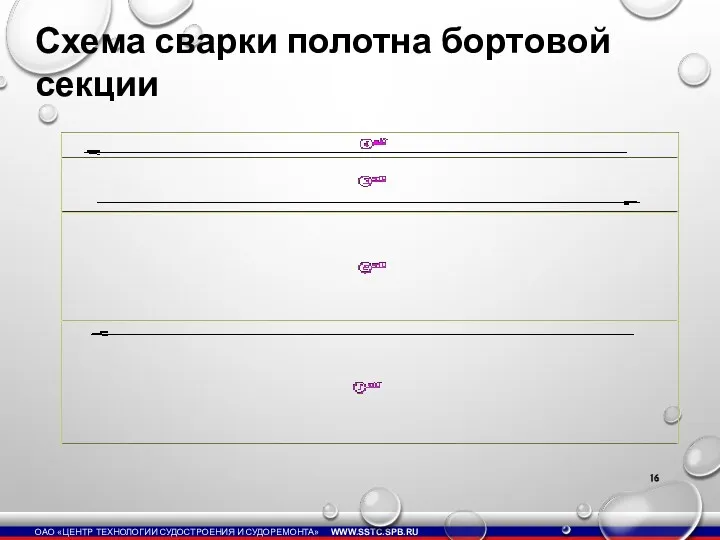
Схема сварки полотна бортовой секции
Схема сварки полотна бортовой секции
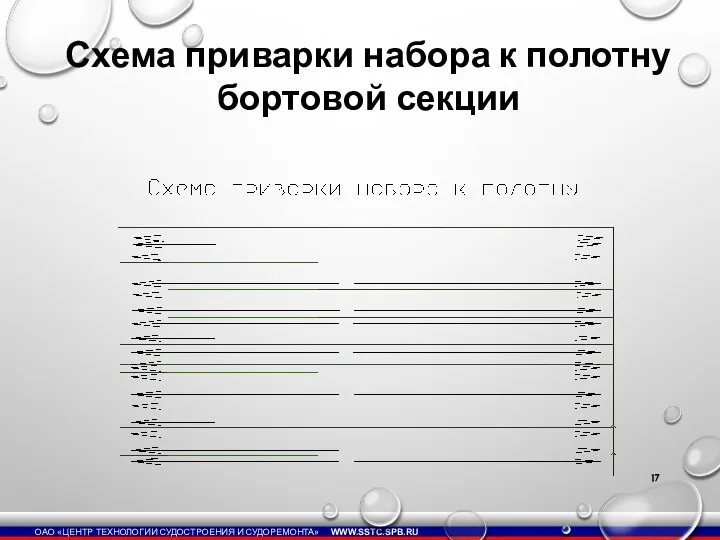
Схема приварки набора к полотну бортовой секции
Схема приварки набора к полотну бортовой секции
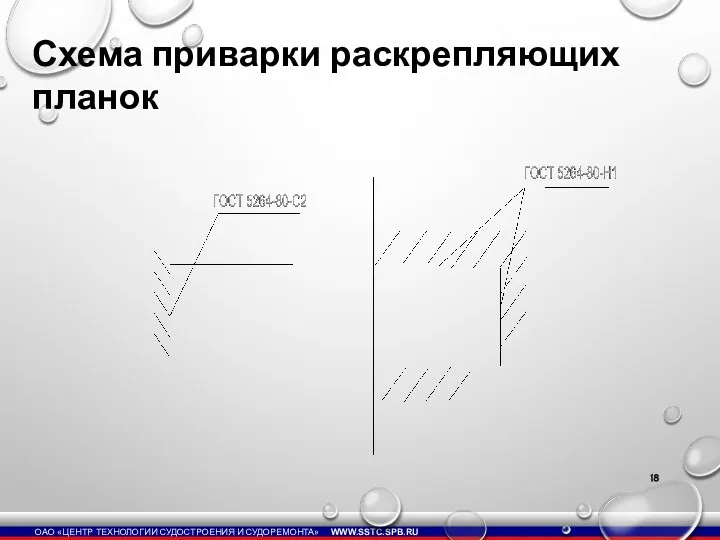
Схема приварки раскрепляющих планок
Схема приварки раскрепляющих планок
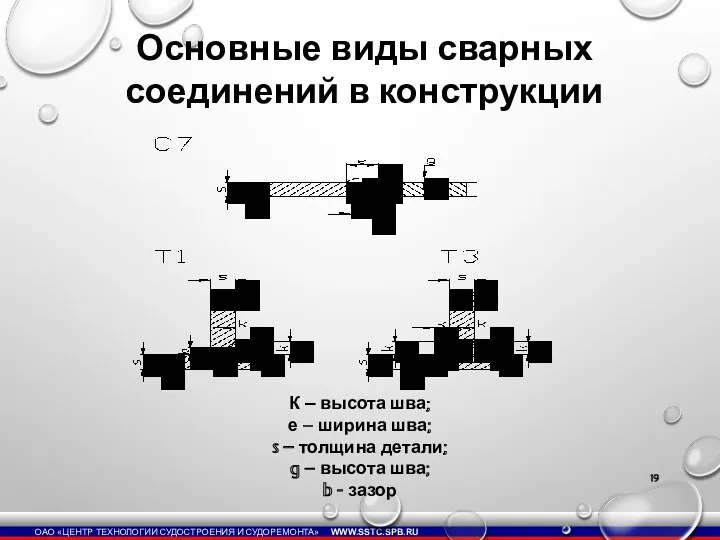
Основные виды сварных соединений в конструкции
К – высота шва;
е – ширина
Основные виды сварных соединений в конструкции
К – высота шва;
е – ширина
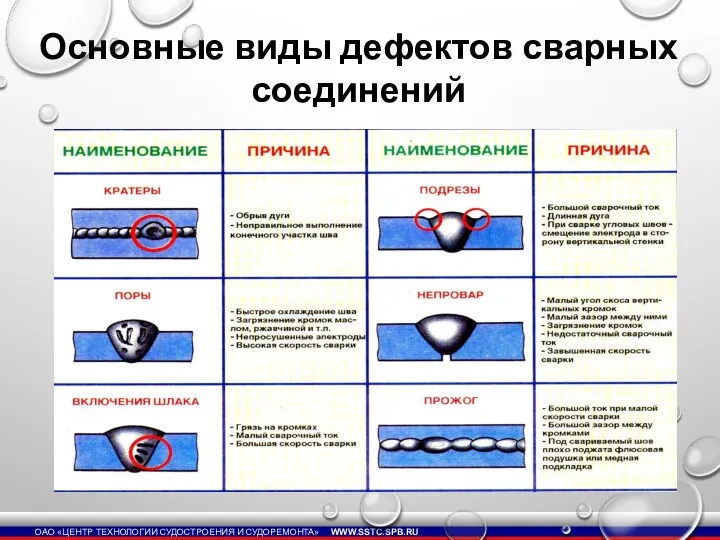
Основные виды дефектов сварных соединений
Основные виды дефектов сварных соединений
Основные виды неразрушающего контроля
Основные виды неразрушающего контроля
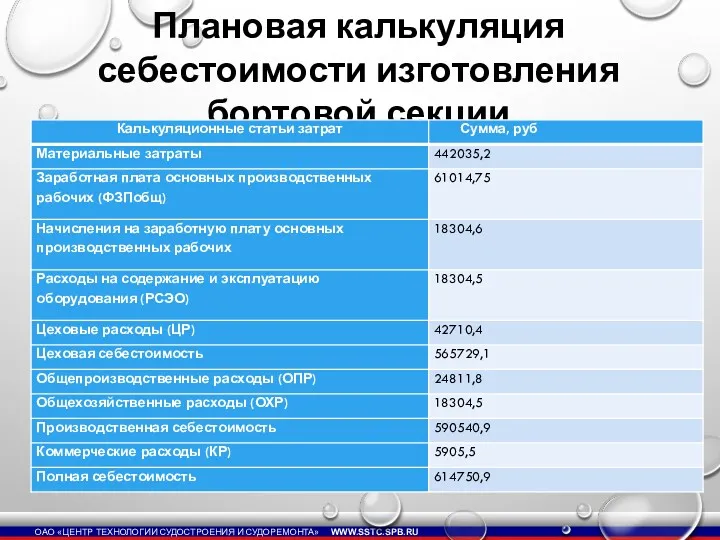
Плановая калькуляция себестоимости изготовления бортовой секции
Плановая калькуляция себестоимости изготовления бортовой секции
Охрана труда и техника безопасности
- При сборке секции работы необходимо выполнять
Охрана труда и техника безопасности
- При сборке секции работы необходимо выполнять
Заключение
В данной дипломной работе было раскрыто назначение и описание конструкции бортовой
Заключение
В данной дипломной работе было раскрыто назначение и описание конструкции бортовой
 Тестовая работа по химии.Тема Жиры.
Тестовая работа по химии.Тема Жиры. Применение солнечных электростанций в энергоэффективном (энергоактивном) архитектурном проектировании
Применение солнечных электростанций в энергоэффективном (энергоактивном) архитектурном проектировании Складки – собственная геометрия. Собственные геометрические параметры складок
Складки – собственная геометрия. Собственные геометрические параметры складок Автоматическое регулирование технологических процессов. Системы автоматического регулирования
Автоматическое регулирование технологических процессов. Системы автоматического регулирования Философия XIX века
Философия XIX века Педагогика профессионального образования (занятие 1)
Педагогика профессионального образования (занятие 1) Образовательное пространство в дошкольном учреждении
Образовательное пространство в дошкольном учреждении Правление Ивана IV
Правление Ивана IV Качество медицинских товаров и его свойства
Качество медицинских товаров и его свойства Профессии воды.
Профессии воды. Презентация 8 Марта
Презентация 8 Марта Лакокрасочные товары
Лакокрасочные товары PPE_ JOCAP 3
PPE_ JOCAP 3 Різноманітність комах та хребетних тварин луки
Різноманітність комах та хребетних тварин луки Культура Руси XIII-XIV веков
Культура Руси XIII-XIV веков Рыцари
Рыцари Эпоха гуннов
Эпоха гуннов Препарация зубов под Targis/Vectris
Препарация зубов под Targis/Vectris Происхождение человека
Происхождение человека Понятие и система показателей качества продукции
Понятие и система показателей качества продукции Время реакции человека
Время реакции человека Антарктида. Природа.
Антарктида. Природа. Объёмные цветы
Объёмные цветы Презентация к рассказу К. Паустовского Кот- ворюга
Презентация к рассказу К. Паустовского Кот- ворюга Основы теории государства. Конституционный строй Российской Федерации
Основы теории государства. Конституционный строй Российской Федерации Музыкально - дидактическая интерактивная игра Музыкальные инструменты
Музыкально - дидактическая интерактивная игра Музыкальные инструменты Размерный анализ. Точность технологических операций
Размерный анализ. Точность технологических операций проект игрушечный город
проект игрушечный город