- Технология сборки и сварки двутавровой балки 500 на автоматических линиях

Содержание
- 2. ЦЕЛЬ И ЗАДАЧИ Цель: Освоить технологический процесс сборки и сварки двутавровой балки 500 на автоматических линиях.
- 3. Двутавровая балка
- 4. Марка стали: ВСт3сп Классификация: Сталь конструкционная, углеродистая обыкновенного качества Применение: несущие элементы сварных и не сварных
- 5. Стальная рулетка Сварочный стан «Армада» Тельфер Гильотина Сварочное оборудование УШМ
- 6. С листов металла снимают оксидную плёнку с помощью дробемётной машины и правят; Краном лист подают на
- 7. 1) Заготовки передаются на входной рольганг сборочного стана, и собираются в механизме предварительной сборки, по рольгангу
- 8. Технология сварки
- 9. Расчет расходных материалов Для выполнения сборки и сварки двутавровой балки потребуется: - Сварочной проволоки HMT-70s-6 –
- 10. Проверка качества сварного шва
- 11. Все виды дефектов швов подразделяют на три группы: наружные, к основным из которых относятся: трещины, подрезы,
- 12. Правила техники безопасности Защита от поражения электрическим током: корпуса оборудования и аппаратуры, к которым подведен электрический
- 13. При выполнении работы использованы теоретические знания, которые получены на занятиях в техникуме и профессиональные навыки, полученные
- 15. Скачать презентацию
ЦЕЛЬ И ЗАДАЧИ
Цель:
Освоить технологический процесс сборки и сварки
двутавровой
ЦЕЛЬ И ЗАДАЧИ
Цель:
Освоить технологический процесс сборки и сварки
двутавровой

Двутавровая балка
Двутавровая балка

Марка стали: ВСт3сп
Классификация: Сталь конструкционная, углеродистая обыкновенного качества
Применение: несущие элементы сварных
Марка стали: ВСт3сп
Классификация: Сталь конструкционная, углеродистая обыкновенного качества
Применение: несущие элементы сварных

Стальная рулетка
Сварочный стан «Армада»
Тельфер
Гильотина
Сварочное оборудование
УШМ
Стальная рулетка
Сварочный стан «Армада»
Тельфер
Гильотина
Сварочное оборудование
УШМ
С листов металла снимают оксидную плёнку с помощью дробемётной машины и
С листов металла снимают оксидную плёнку с помощью дробемётной машины и
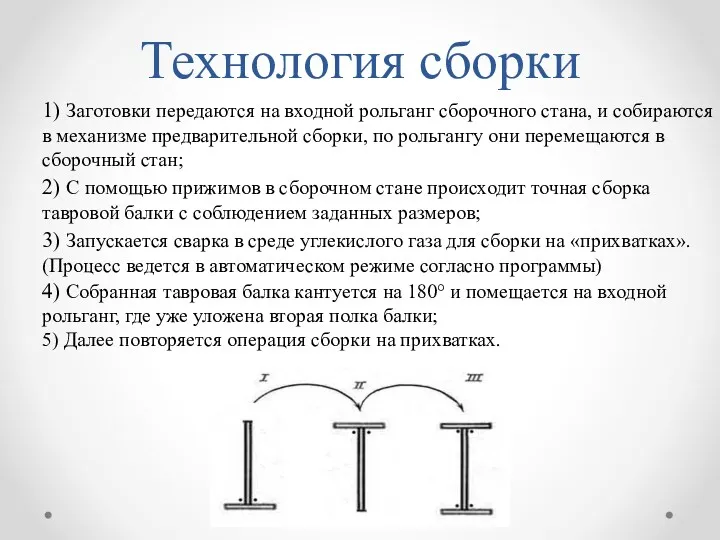
1) Заготовки передаются на входной рольганг сборочного стана, и собираются в
1) Заготовки передаются на входной рольганг сборочного стана, и собираются в
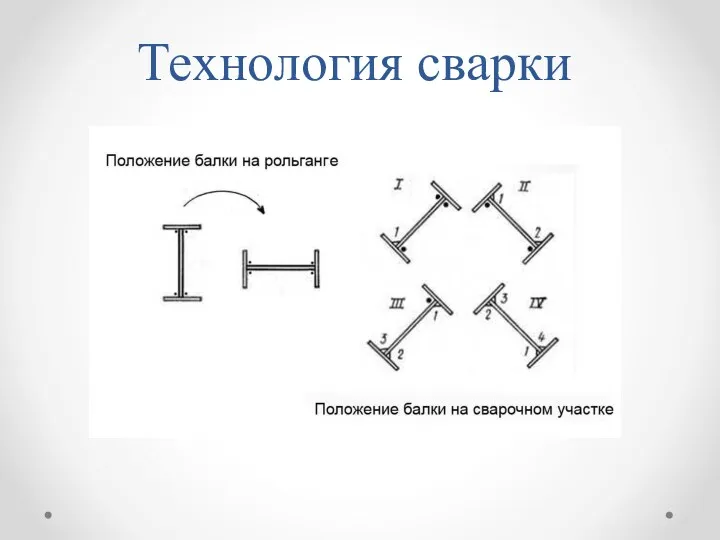
Технология сварки
Технология сварки
Расчет расходных материалов
Для выполнения сборки и сварки двутавровой балки потребуется:
- Сварочной
Расчет расходных материалов
Для выполнения сборки и сварки двутавровой балки потребуется:
- Сварочной

Проверка качества сварного шва
Проверка качества сварного шва
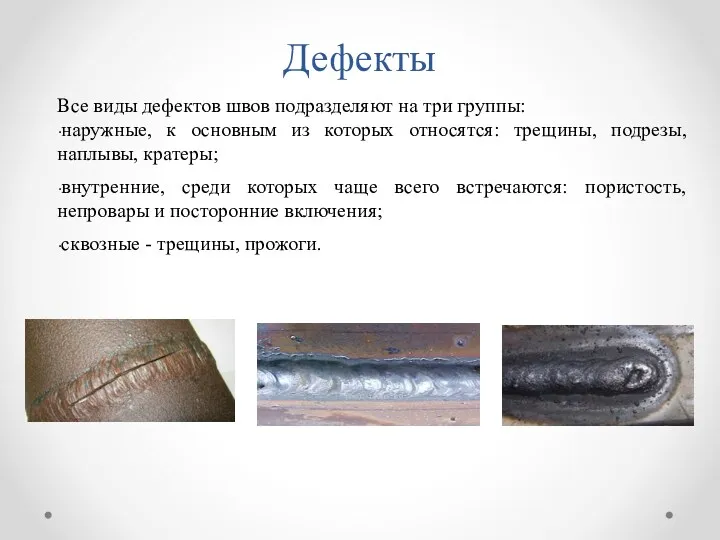
Все виды дефектов швов подразделяют на три группы:
наружные, к основным из
Все виды дефектов швов подразделяют на три группы:
наружные, к основным из
Правила техники безопасности
Защита от поражения электрическим током: корпуса оборудования и аппаратуры,
Правила техники безопасности
Защита от поражения электрическим током: корпуса оборудования и аппаратуры,
При выполнении работы использованы теоретические знания, которые получены на занятиях в
При выполнении работы использованы теоретические знания, которые получены на занятиях в
 Краткая история средств связи и информации
Краткая история средств связи и информации Сульфаттау және сульфирлеу процестері. Сульфохлорлау арқылы алкилсульфонаттарды алу
Сульфаттау және сульфирлеу процестері. Сульфохлорлау арқылы алкилсульфонаттарды алу Разработка по внеурочной деятельности по курсу Я познаю мир тема Письма с фронта Диск
Разработка по внеурочной деятельности по курсу Я познаю мир тема Письма с фронта Диск Региональные налоги юридических лиц
Региональные налоги юридических лиц Подготовка к ГИА по химии
Подготовка к ГИА по химии Хронічний панкреатит
Хронічний панкреатит класс
класс семинар для педагогов по психологическому комфорту в ДОУ Создание психологического комфорта в группах детского сада
семинар для педагогов по психологическому комфорту в ДОУ Создание психологического комфорта в группах детского сада Manual de Treinamento
Manual de Treinamento Japanese Culture!
Japanese Culture! Афанасий Никитин Хожение за три моря
Афанасий Никитин Хожение за три моря Всемирный день хлеба
Всемирный день хлеба Умный город. ИТМО хайпарк
Умный город. ИТМО хайпарк Русская матрешка. Приобщение детей к истокам русской народной культуры
Русская матрешка. Приобщение детей к истокам русской народной культуры Celebrity endorsement
Celebrity endorsement Священномученик Димитрий Павский
Священномученик Димитрий Павский Презентация к докладу Для чего ученику портфолио?
Презентация к докладу Для чего ученику портфолио? Презентация по теме Железо
Презентация по теме Железо Искусство в религиозной культуре
Искусство в религиозной культуре Характеристика лаборатории управление движением
Характеристика лаборатории управление движением Условия работы двигателей и требования предъявляемые к ним. Преимущества двигателей с последовательным возбуждением
Условия работы двигателей и требования предъявляемые к ним. Преимущества двигателей с последовательным возбуждением Аминокислоты
Аминокислоты Психология малых групп
Психология малых групп Робота вузлів пристрою управління каналом (ПК) (Заняття № 7.10)
Робота вузлів пристрою управління каналом (ПК) (Заняття № 7.10) Основные приемы использования GIMP
Основные приемы использования GIMP Thermal power plant
Thermal power plant Регистрация в Ресурсном центре по переходу на ФГОС
Регистрация в Ресурсном центре по переходу на ФГОС Секреты претензионного порядка: что нужно знать практикующему юристу
Секреты претензионного порядка: что нужно знать практикующему юристу