- Термическая обработка при газовой сварке

Содержание
- 2. Термическая обработка представляет собой технологический процесс нагрева с определенной скоростью свариваемых кромок или всей детали, требуемой
- 3. Термическая обработка до и во время сварки может включать в себя следующие процессы: предварительный подогрев —
- 4. Подогрев, как правило, осуществляется до температуры 200... 3500 С. Чем значительнее склонность металла к закалке и
- 5. Отжиг, применяемый для снятия напряжений в низко- и среднеуглеродистых сварных конструкциях, заключается в их постепенном нагреве
- 6. Для полного отжига необходима выдержка при температуре 820... 930 °С. Ее продолжительность такая же, как и
- 7. Нормализация сварных изделий из углеродистых и низколегированных сталей связана с их нагревом до температуры 850... 900
- 9. Скачать презентацию
Термическая обработка представляет собой технологический процесс нагрева с определенной скоростью свариваемых
Термическая обработка представляет собой технологический процесс нагрева с определенной скоростью свариваемых
Термическая обработка до и во время сварки может включать в себя
Термическая обработка до и во время сварки может включать в себя
Подогрев, как правило, осуществляется до температуры 200... 3500 С. Чем значительнее
Подогрев, как правило, осуществляется до температуры 200... 3500 С. Чем значительнее
Отжиг, применяемый для снятия напряжений в низко- и среднеуглеродистых сварных конструкциях,
Отжиг, применяемый для снятия напряжений в низко- и среднеуглеродистых сварных конструкциях,
Для полного отжига необходима выдержка при температуре 820... 930 °С. Ее
Для полного отжига необходима выдержка при температуре 820... 930 °С. Ее
Нормализация сварных изделий из углеродистых и низколегированных сталей связана с их
Нормализация сварных изделий из углеродистых и низколегированных сталей связана с их
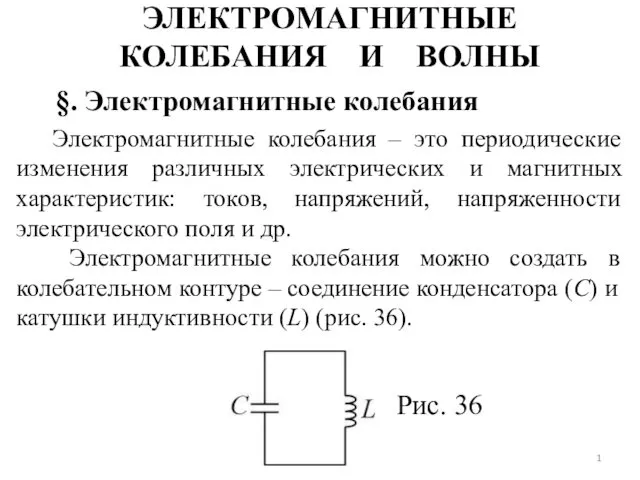 Медфизика. Электромагнитные колебания и волны. Лекция 6
Медфизика. Электромагнитные колебания и волны. Лекция 6 Формирование оптимального инвестиционного портфеля
Формирование оптимального инвестиционного портфеля Курсовой проект. Проектирование Панели управления компрессором
Курсовой проект. Проектирование Панели управления компрессором Интерференционные измерительные системы для контроля точности станков
Интерференционные измерительные системы для контроля точности станков Воспитательная система класса
Воспитательная система класса Шахматные фигуры
Шахматные фигуры Графические изображения статистических данных
Графические изображения статистических данных Общее устройство автомобилей и тракторов. Часть 1. Устройство автомобиля
Общее устройство автомобилей и тракторов. Часть 1. Устройство автомобиля Riddle
Riddle Great Britain
Great Britain sec101-lec06-pub
sec101-lec06-pub Непредельные углеводороды .Алкены 10 класс
Непредельные углеводороды .Алкены 10 класс Проект Моя малая Родина
Проект Моя малая Родина прзтц
прзтц Капельное орошение
Капельное орошение Устройство системного блока
Устройство системного блока Новое изделие контейнеры Цилиндрикс
Новое изделие контейнеры Цилиндрикс Композиция. Основные понятия для наполнения папки
Композиция. Основные понятия для наполнения папки № 90. Я и мои друзья
№ 90. Я и мои друзья Комплексные страховые программы для персонала
Комплексные страховые программы для персонала Поздравительная открытка к 8 Марта
Поздравительная открытка к 8 Марта Презентация Условия сохранения психического здоровья воспитанников в детском саду и в семье
Презентация Условия сохранения психического здоровья воспитанников в детском саду и в семье Родительское собрание Роль семьи в воспитании детей
Родительское собрание Роль семьи в воспитании детей 2_Точечные операции
2_Точечные операции Презентация История возникновения театра
Презентация История возникновения театра Презентация для родителей
Презентация для родителей Функционально-диагностические методы исследования при заболеваниях системы кроветворения
Функционально-диагностические методы исследования при заболеваниях системы кроветворения Австралия (Australia)
Австралия (Australia)