- Точность механической обработки и погрешности изготовления деталей

Содержание
- 2. Точность механической обработки Под точностью детали понимают степень её приближения к геометрически правильному её прототипу. изготовить
- 3. Под точностью изготовления детали понимают степень соответствия ее всем требованиям рабочего чертежа, технических условий и стандартов.
- 4. Погрешности изготовления деталей ОТКЛОНЕНИЕМ ФОРМЫ НАЗЫВАЮТ ОТКЛОНЕНИЕ ФОРМЫ РЕАЛЬНОЙ ПОВЕРХНОСТИ ИЛИ РЕАЛЬНОГО ПРОФИЛЯ ОТ ФОРМЫ НОМИНАЛЬНОЙ
- 5. Обозначения допусков формы и расположения поверхностей на чертежах Допуски формы Допуск прямолинейности __ Допуск плоскостности Допуск
- 6. Методы достижения заданной точности при механической обработке Заданную точность обработки можно достигнуть 1. методом пробных ходов
- 7. Основы базирования заготовок
- 8. ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК Общие понятия о базировании База - это поверхность, сочетание поверхностей, линия или точка
- 9. ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК Система координат основных баз - система координат детали или сборочной единицы, служащая для
- 10. Погрешности базирования, закрепления и установки Погрешность базирования - смещения и повороты системы координат основных баз заготовки
- 11. Основные принципы базирования На основе анализа положений теории базирования можно сформулировать два основных принципа базирования. 1.
- 12. Примеры полного и неполного базирования заготовок Схема системы координат плоско-шлифовального станка (ось x0 соответствует направлению поперечного
- 13. Примеры базирования заготовок на станках и в приспособлениях
- 14. Условные обозначения опор и их рабочих поверхностей Принятые условные обозначения опор позволяют указать на операционных эскизах
- 16. Скачать презентацию
Точность механической обработки
Под точностью детали понимают степень её приближения к
Точность механической обработки
Под точностью детали понимают степень её приближения к
Под точностью изготовления детали понимают степень соответствия ее всем требованиям рабочего
Под точностью изготовления детали понимают степень соответствия ее всем требованиям рабочего
Погрешности изготовления деталей
ОТКЛОНЕНИЕМ ФОРМЫ НАЗЫВАЮТ ОТКЛОНЕНИЕ ФОРМЫ РЕАЛЬНОЙ ПОВЕРХНОСТИ ИЛИ РЕАЛЬНОГО
Погрешности изготовления деталей
ОТКЛОНЕНИЕМ ФОРМЫ НАЗЫВАЮТ ОТКЛОНЕНИЕ ФОРМЫ РЕАЛЬНОЙ ПОВЕРХНОСТИ ИЛИ РЕАЛЬНОГО
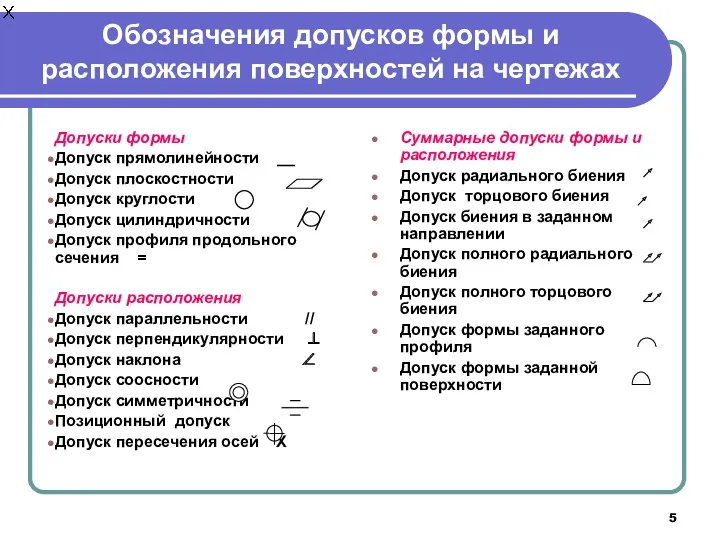
Обозначения допусков формы и расположения поверхностей на чертежах
Допуски формы
Допуск прямолинейности
Обозначения допусков формы и расположения поверхностей на чертежах
Допуски формы
Допуск прямолинейности
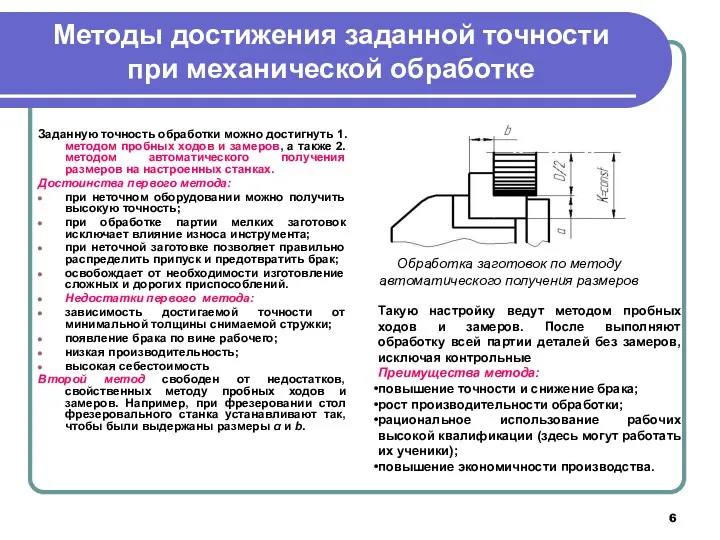
Методы достижения заданной точности
при механической обработке
Заданную точность обработки можно
Методы достижения заданной точности
при механической обработке
Заданную точность обработки можно
Основы базирования заготовок
Основы базирования заготовок
ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК
Общие понятия о базировании
База - это поверхность, сочетание поверхностей,
ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК
Общие понятия о базировании
База - это поверхность, сочетание поверхностей,
ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК
Система координат основных баз - система координат детали или
ОСНОВЫ БАЗИРОВАНИЯ ЗАГОТОВОК
Система координат основных баз - система координат детали или
Погрешности базирования, закрепления и установки
Погрешность базирования - смещения и повороты
Погрешности базирования, закрепления и установки
Погрешность базирования - смещения и повороты
Основные принципы базирования
На основе анализа положений теории базирования можно сформулировать два
Основные принципы базирования
На основе анализа положений теории базирования можно сформулировать два
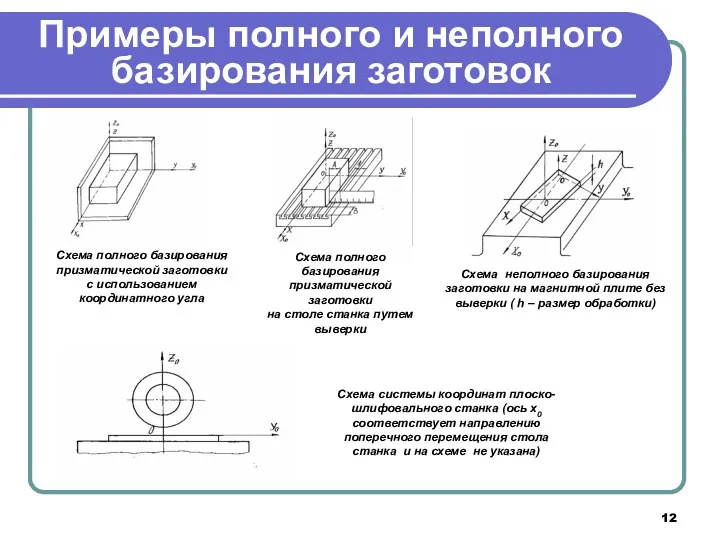
Примеры полного и неполного базирования заготовок
Схема системы координат плоско-шлифовального станка (ось
Примеры полного и неполного базирования заготовок
Схема системы координат плоско-шлифовального станка (ось

Примеры базирования заготовок на станках и в приспособлениях
Примеры базирования заготовок на станках и в приспособлениях
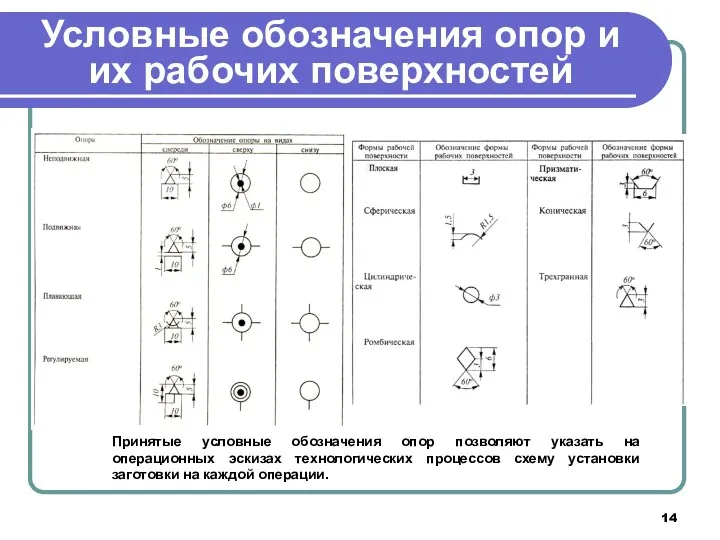
Условные обозначения опор и их рабочих поверхностей
Принятые условные обозначения опор позволяют
Условные обозначения опор и их рабочих поверхностей
Принятые условные обозначения опор позволяют
 Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся
Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся  149512
149512 Artificial intelligence
Artificial intelligence Предварительное обогащение
Предварительное обогащение Кратко о форсайте
Кратко о форсайте презентация мастер-класс Фоторамка - подготовительная группа
презентация мастер-класс Фоторамка - подготовительная группа Презентация Адаптация детей к школе.
Презентация Адаптация детей к школе. Государство Турция
Государство Турция Достопримечательности Европы
Достопримечательности Европы Welcome to Apple
Welcome to Apple Иммобилайзеры SHINCHANG
Иммобилайзеры SHINCHANG Антуан де Сент Экзюпери
Антуан де Сент Экзюпери Косарева Н.Н., Отставнова В.В. Использование информационно - коммуникационных технологий на уроках русского языка и литературы для активизации познавательной деятельности обучающихся.
Косарева Н.Н., Отставнова В.В. Использование информационно - коммуникационных технологий на уроках русского языка и литературы для активизации познавательной деятельности обучающихся. Налог на имущество физических лиц
Налог на имущество физических лиц Классификация и архитектура Windows Server
Классификация и архитектура Windows Server Вклад М.В.Ломоносова в развитие химии.
Вклад М.В.Ломоносова в развитие химии. Выделение существенных признаков
Выделение существенных признаков Совместный проект детей, воспитателя и родителей в старшей группе Промыслы нижегородкой области
Совместный проект детей, воспитателя и родителей в старшей группе Промыслы нижегородкой области Другу
Другу Традиционная народная кукла
Традиционная народная кукла Проверочная работа по теме Климат России
Проверочная работа по теме Климат России История одной фотографии
История одной фотографии Библиология. Перевод священного писания
Библиология. Перевод священного писания Сварка жаропрочных сталей и сплавов
Сварка жаропрочных сталей и сплавов Свайные фундаменты
Свайные фундаменты Cтроительные машины для уплотнения строительных смесей
Cтроительные машины для уплотнения строительных смесей Высшие растения
Высшие растения Портфоліо Кратік Надії Вікторівни
Портфоліо Кратік Надії Вікторівни