- Трехмерная печать и ламинирование

Содержание
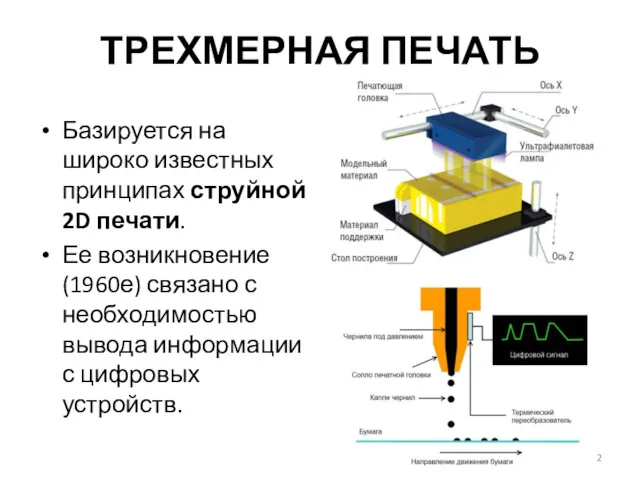
- 2. ТРЕХМЕРНАЯ ПЕЧАТЬ Базируется на широко известных принципах струйной 2D печати. Ее возникновение (1960е) связано с необходимостью
- 3. МЕСТО В КЛАССИФИКАЦИИ
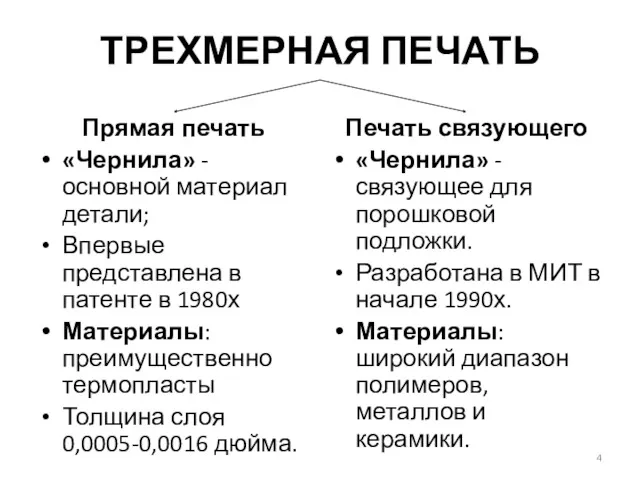
- 4. ТРЕХМЕРНАЯ ПЕЧАТЬ Прямая печать «Чернила» - основной материал детали; Впервые представлена в патенте в 1980х Материалы:
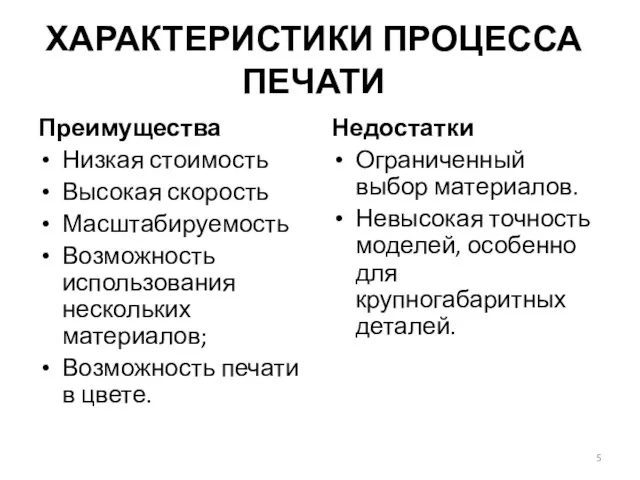
- 5. ХАРАКТЕРИСТИКИ ПРОЦЕССА ПЕЧАТИ Преимущества Низкая стоимость Высокая скорость Масштабируемость Возможность использования нескольких материалов; Возможность печати в
- 6. МАТЕРИАЛЫ Наиболее часто для 3D печати используются: Полимеры, Металлы, Керамика. Также возможно использование органических соединений.
- 7. ТРУДНОСТИ ПРОЦЕССА ПЕЧАТИ Основные технологические трудности процесса 3D печати связана с механизмом формирования капель: Необходимо поддерживать
- 8. ТЕХНОЛОГИИ ФОРМИРОВАНИЯ КАПЕЛЬ Выделяют 2 основных механизма формирования капель: Непрерывный поток (СS) Импульсная (DOD) CS DOD
- 9. НЕПРЕРЫВНЫЙ ПОТОК К емкости с жидкостью применяется постоянное давление. Прерывание потока осуществляется через вибрацию, возмущение или
- 10. ИМПУЛЬСНО-КАПЕЛЬНАЯ СИСТЕМА Капли формируются индивидуально. Пульсации давления создаются тепловыми, электростатическими, пьезоэлектрическими, акустическими или другими приводами. Размер
- 11. ФОРМИРОВАНИЕ КАПЛИ
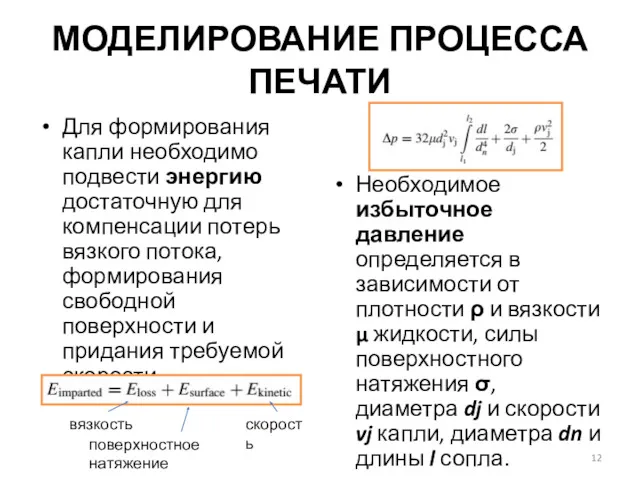
- 12. МОДЕЛИРОВАНИЕ ПРОЦЕССА ПЕЧАТИ Для формирования капли необходимо подвести энергию достаточную для компенсации потерь вязкого потока, формирования
- 13. ДИАГРАММА ТРЕБУЕМОГО ДАВЛЕНИЯ Используется для оценки давления, требуемого для преодоления вязкости в трубках различного диаметра. 1
- 14. МЕТОДЫ МОДИФИКАЦИИ МАТЕРИАЛА Для наилучшего формирования капель необходимо обеспечить вязкость 20-40 cP при температуре печати. Для
- 15. ПРЯМАЯ ТРЕХМЕРНАЯ ПЕЧАТЬ
- 16. ПРЯМАЯ ПЕЧАТЬ ФОТОПОЛИМЕРА
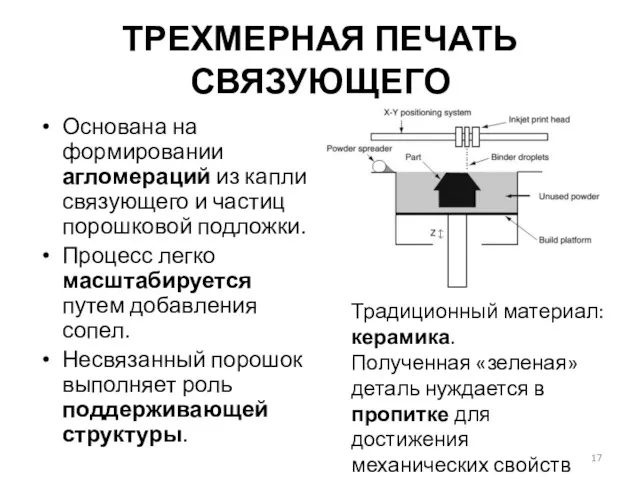
- 17. ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО Основана на формировании агломераций из капли связующего и частиц порошковой подложки. Процесс легко
- 18. ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ При использовании в качестве подложки металлического порошка связующим является термически разлагаемый полимер, выжигаемый при
- 19. ОСОБЕННОСТИ ПЕЧАТИ СВЯЗУЮЩЕГО Увеличение скорости по сравнению с прямой печатью. Возможность использования композитных порошков и различных
- 20. ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО
- 21. СВЯЗЫВАНИЕ ПОСЛЕ ФОРМОВАНИЯ
- 22. СОЕДИНЕНИЕ УЛЬТРАЗВУКОМ Гибридный метод, соединяющий ультразвуковую сварку и фрезерование с ЧПУ. УЗ-волновод приваривает слой фольги к
- 23. ПОРЯДОК ВЫПОЛНЕНИЯ CAD модель; Базовая плита, прикрепленная к нагревателю; Первый слой фольги; Нанесение второго слоя на
- 24. ОСНОВЫ ПРОЦЕССА УЗ-СВАРКИ В отличие от других способов сварки не требует высокой температуры для плавления материала;
- 25. МИКРОСТРУКТУРНЫЕ ДЕФЕКТЫ ДЕТАЛЕЙ Поры между слоями из-за шероховатости или недостаточной энергии, Повреждения слоев, Стыки листов в
- 26. ПАРАМЕТРЫ ПРОЦЕССА УЗ-СВАРКИ Амплитуда колебаний - определяет количество подведенной энергии, Нормальная сила – необходима для формирования
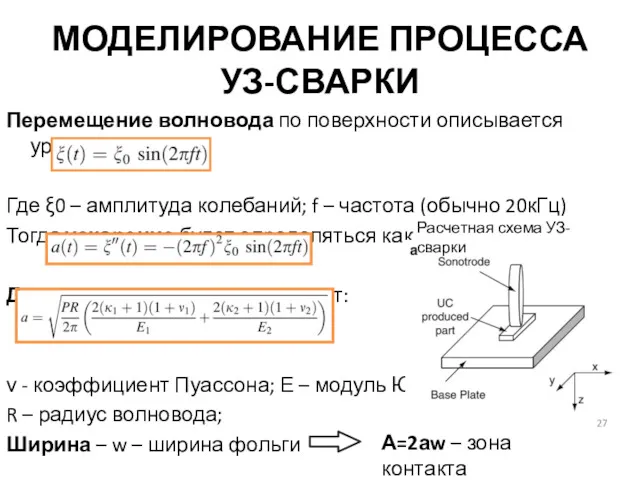
- 27. МОДЕЛИРОВАНИЕ ПРОЦЕССА УЗ-СВАРКИ Перемещение волновода по поверхности описывается уравнением Где ξ0 – амплитуда колебаний; f –
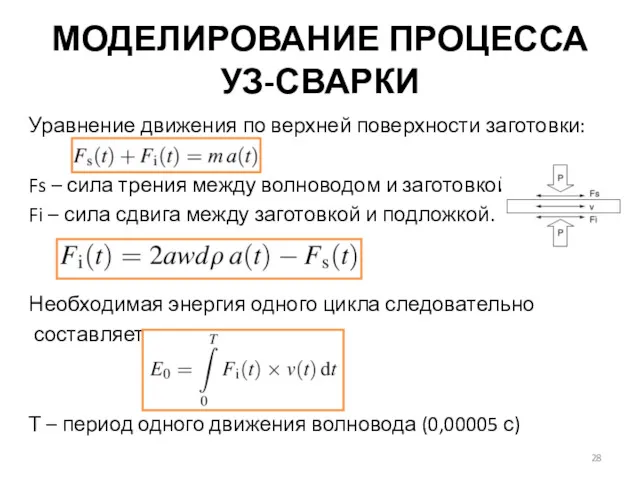
- 28. МОДЕЛИРОВАНИЕ ПРОЦЕССА УЗ-СВАРКИ Уравнение движения по верхней поверхности заготовки: Fs – сила трения между волноводом и
- 30. Скачать презентацию
ТРЕХМЕРНАЯ ПЕЧАТЬ
Базируется на широко известных принципах струйной 2D печати.
Ее возникновение (1960е)
ТРЕХМЕРНАЯ ПЕЧАТЬ
Базируется на широко известных принципах струйной 2D печати.
Ее возникновение (1960е)
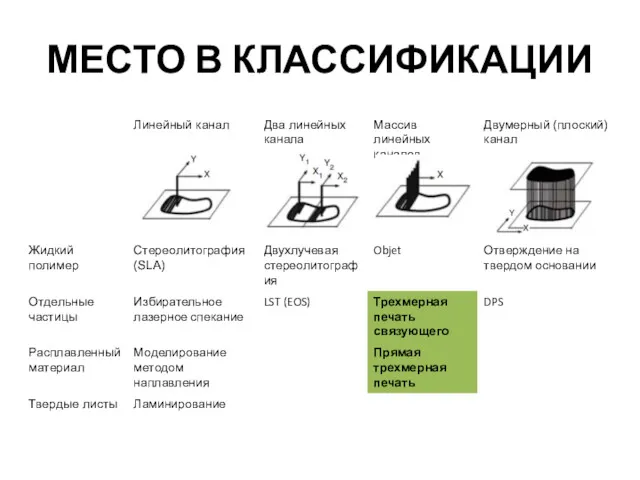
МЕСТО В КЛАССИФИКАЦИИ
МЕСТО В КЛАССИФИКАЦИИ
ТРЕХМЕРНАЯ ПЕЧАТЬ
Прямая печать
«Чернила» - основной материал детали;
Впервые представлена в патенте в
ТРЕХМЕРНАЯ ПЕЧАТЬ
Прямая печать
«Чернила» - основной материал детали;
Впервые представлена в патенте в
ХАРАКТЕРИСТИКИ ПРОЦЕССА ПЕЧАТИ
Преимущества
Низкая стоимость
Высокая скорость
Масштабируемость
Возможность использования нескольких материалов;
Возможность печати в цвете.
Недостатки
Ограниченный
ХАРАКТЕРИСТИКИ ПРОЦЕССА ПЕЧАТИ
Преимущества
Низкая стоимость
Высокая скорость
Масштабируемость
Возможность использования нескольких материалов;
Возможность печати в цвете.
Недостатки
Ограниченный

МАТЕРИАЛЫ
Наиболее часто для 3D печати используются:
Полимеры,
Металлы,
Керамика.
Также возможно
использование
органических
соединений.
МАТЕРИАЛЫ
Наиболее часто для 3D печати используются:
Полимеры,
Металлы,
Керамика.
Также возможно
использование
органических
соединений.
ТРУДНОСТИ ПРОЦЕССА ПЕЧАТИ
Основные технологические трудности процесса 3D печати связана с механизмом
ТРУДНОСТИ ПРОЦЕССА ПЕЧАТИ
Основные технологические трудности процесса 3D печати связана с механизмом
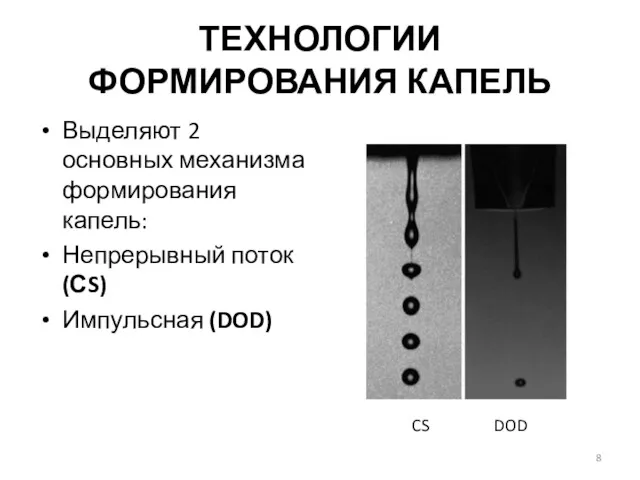
ТЕХНОЛОГИИ ФОРМИРОВАНИЯ КАПЕЛЬ
Выделяют 2 основных механизма формирования капель:
Непрерывный поток (СS)
Импульсная (DOD)
CS
ТЕХНОЛОГИИ ФОРМИРОВАНИЯ КАПЕЛЬ
Выделяют 2 основных механизма формирования капель:
Непрерывный поток (СS)
Импульсная (DOD)
CS

НЕПРЕРЫВНЫЙ ПОТОК
К емкости с жидкостью применяется постоянное давление.
Прерывание потока осуществляется через
НЕПРЕРЫВНЫЙ ПОТОК
К емкости с жидкостью применяется постоянное давление.
Прерывание потока осуществляется через
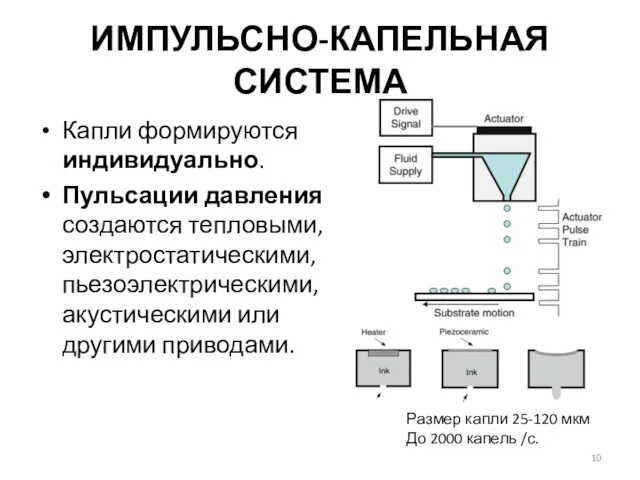
ИМПУЛЬСНО-КАПЕЛЬНАЯ СИСТЕМА
Капли формируются индивидуально.
Пульсации давления создаются тепловыми, электростатическими, пьезоэлектрическими, акустическими или
ИМПУЛЬСНО-КАПЕЛЬНАЯ СИСТЕМА
Капли формируются индивидуально.
Пульсации давления создаются тепловыми, электростатическими, пьезоэлектрическими, акустическими или
ФОРМИРОВАНИЕ КАПЛИ
ФОРМИРОВАНИЕ КАПЛИ
МОДЕЛИРОВАНИЕ ПРОЦЕССА ПЕЧАТИ
Для формирования капли необходимо подвести энергию достаточную для компенсации
МОДЕЛИРОВАНИЕ ПРОЦЕССА ПЕЧАТИ
Для формирования капли необходимо подвести энергию достаточную для компенсации
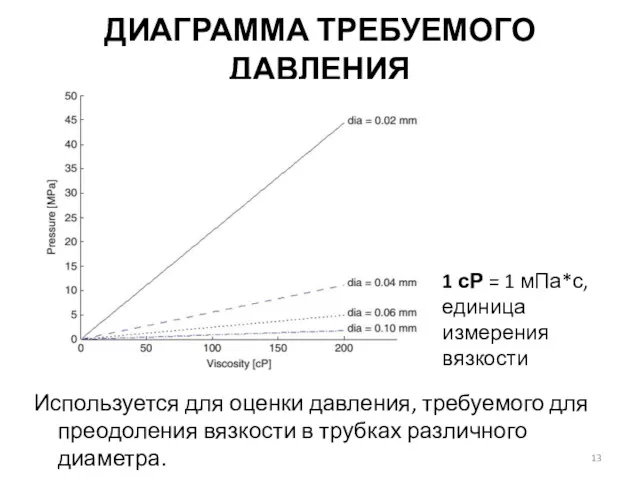
ДИАГРАММА ТРЕБУЕМОГО ДАВЛЕНИЯ
Используется для оценки давления, требуемого для преодоления вязкости в
ДИАГРАММА ТРЕБУЕМОГО ДАВЛЕНИЯ
Используется для оценки давления, требуемого для преодоления вязкости в
МЕТОДЫ МОДИФИКАЦИИ МАТЕРИАЛА
Для наилучшего формирования капель необходимо обеспечить вязкость 20-40 cP
МЕТОДЫ МОДИФИКАЦИИ МАТЕРИАЛА
Для наилучшего формирования капель необходимо обеспечить вязкость 20-40 cP

ПРЯМАЯ ТРЕХМЕРНАЯ ПЕЧАТЬ
ПРЯМАЯ ТРЕХМЕРНАЯ ПЕЧАТЬ

ПРЯМАЯ ПЕЧАТЬ ФОТОПОЛИМЕРА
ПРЯМАЯ ПЕЧАТЬ ФОТОПОЛИМЕРА
ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО
Основана на формировании агломераций из капли связующего и частиц
ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО
Основана на формировании агломераций из капли связующего и частиц

ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
При использовании в качестве подложки металлического порошка связующим является термически
ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
При использовании в качестве подложки металлического порошка связующим является термически
ОСОБЕННОСТИ ПЕЧАТИ СВЯЗУЮЩЕГО
Увеличение скорости по сравнению с прямой печатью.
Возможность использования композитных
ОСОБЕННОСТИ ПЕЧАТИ СВЯЗУЮЩЕГО
Увеличение скорости по сравнению с прямой печатью.
Возможность использования композитных
ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО
ТРЕХМЕРНАЯ ПЕЧАТЬ СВЯЗУЮЩЕГО
СВЯЗЫВАНИЕ ПОСЛЕ ФОРМОВАНИЯ
СВЯЗЫВАНИЕ ПОСЛЕ ФОРМОВАНИЯ
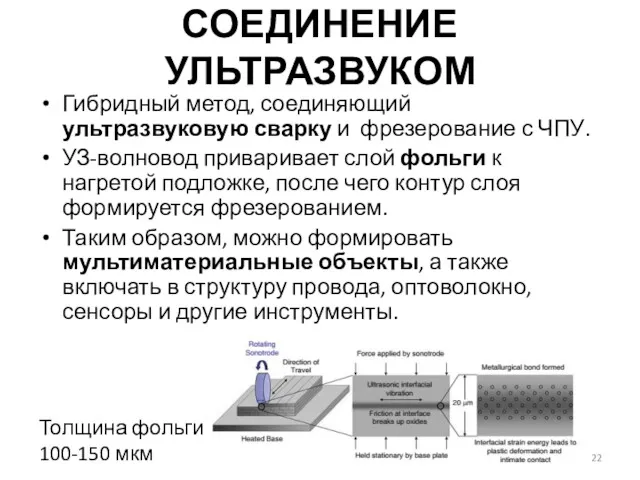
СОЕДИНЕНИЕ УЛЬТРАЗВУКОМ
Гибридный метод, соединяющий ультразвуковую сварку и фрезерование с ЧПУ.
УЗ-волновод приваривает
СОЕДИНЕНИЕ УЛЬТРАЗВУКОМ
Гибридный метод, соединяющий ультразвуковую сварку и фрезерование с ЧПУ.
УЗ-волновод приваривает
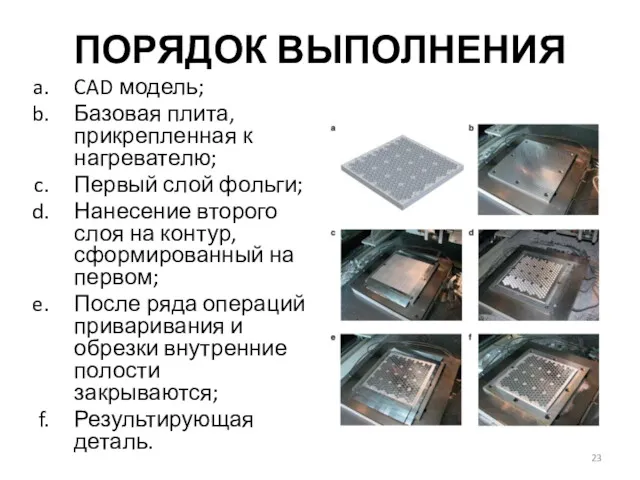
ПОРЯДОК ВЫПОЛНЕНИЯ
CAD модель;
Базовая плита, прикрепленная к нагревателю;
Первый слой фольги;
Нанесение второго слоя
ПОРЯДОК ВЫПОЛНЕНИЯ
CAD модель;
Базовая плита, прикрепленная к нагревателю;
Первый слой фольги;
Нанесение второго слоя
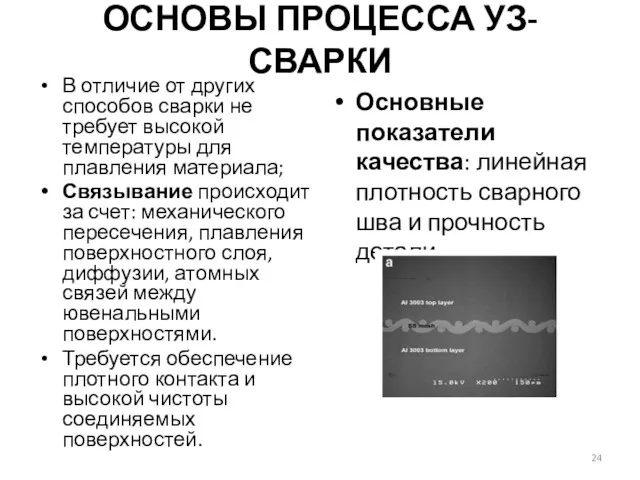
ОСНОВЫ ПРОЦЕССА УЗ-СВАРКИ
В отличие от других способов сварки не требует высокой
ОСНОВЫ ПРОЦЕССА УЗ-СВАРКИ
В отличие от других способов сварки не требует высокой
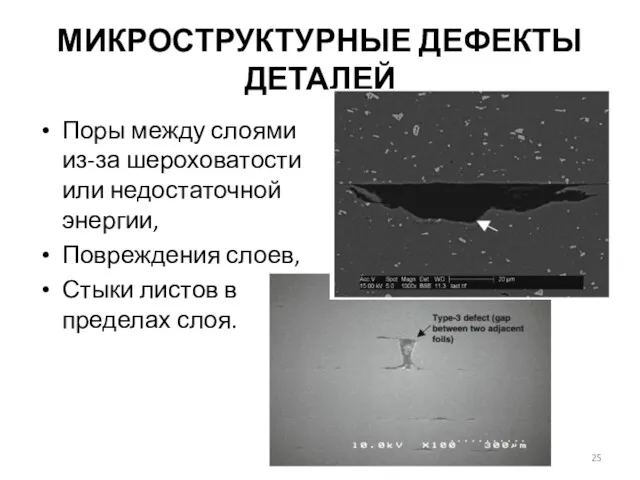
МИКРОСТРУКТУРНЫЕ ДЕФЕКТЫ ДЕТАЛЕЙ
Поры между слоями из-за шероховатости или недостаточной энергии,
Повреждения слоев,
МИКРОСТРУКТУРНЫЕ ДЕФЕКТЫ ДЕТАЛЕЙ
Поры между слоями из-за шероховатости или недостаточной энергии,
Повреждения слоев,
ПАРАМЕТРЫ ПРОЦЕССА УЗ-СВАРКИ
Амплитуда колебаний - определяет количество подведенной энергии,
Нормальная сила –
ПАРАМЕТРЫ ПРОЦЕССА УЗ-СВАРКИ
Амплитуда колебаний - определяет количество подведенной энергии,
Нормальная сила –
МОДЕЛИРОВАНИЕ ПРОЦЕССА
УЗ-СВАРКИ
Перемещение волновода по поверхности описывается уравнением
Где ξ0 – амплитуда
МОДЕЛИРОВАНИЕ ПРОЦЕССА
УЗ-СВАРКИ
Перемещение волновода по поверхности описывается уравнением
Где ξ0 – амплитуда
МОДЕЛИРОВАНИЕ ПРОЦЕССА
УЗ-СВАРКИ
Уравнение движения по верхней поверхности заготовки:
Fs – сила трения
МОДЕЛИРОВАНИЕ ПРОЦЕССА
УЗ-СВАРКИ
Уравнение движения по верхней поверхности заготовки:
Fs – сила трения
 урок-игра Российское сафари 8 класс
урок-игра Российское сафари 8 класс Режим дня для детей седьмого года жизни
Режим дня для детей седьмого года жизни Косметика biolane
Косметика biolane Болезнь Альцгеймера
Болезнь Альцгеймера Первая русская революция. 9 класс
Первая русская революция. 9 класс Цифровая схемотехника. Счетчики-делители. Асинхронные и синхронные счетчики
Цифровая схемотехника. Счетчики-делители. Асинхронные и синхронные счетчики Oil industry Jargon
Oil industry Jargon Карнавал и маскарад
Карнавал и маскарад Современное состояние квантовых компьютеров
Современное состояние квантовых компьютеров Презентация к дню Конституции РФ
Презентация к дню Конституции РФ Свойства ковалентной связи
Свойства ковалентной связи Ван Дейк. Портрет Карла I на охоте
Ван Дейк. Портрет Карла I на охоте Как выжить, если вы провалились под лед
Как выжить, если вы провалились под лед Времена глагола 2 класс
Времена глагола 2 класс Система цифрового вещания DMB (Digital Multimedia Broadcasting)
Система цифрового вещания DMB (Digital Multimedia Broadcasting) Рак шейки и тела матки
Рак шейки и тела матки Красивые и не красивые образы в искусстве
Красивые и не красивые образы в искусстве Ионные уравнения
Ионные уравнения Транспортное строительство. Защита от шума жилой застройки
Транспортное строительство. Защита от шума жилой застройки Деление рациональных дробей (Урок алгебры 8 класс)
Деление рациональных дробей (Урок алгебры 8 класс) Макаронные изделия
Макаронные изделия ПАЛЬЧИКОВЫЕ ИГРЫ (презентация)
ПАЛЬЧИКОВЫЕ ИГРЫ (презентация) Обморожение у детей
Обморожение у детей Эффективность управления компанией. Ключевые задачи оценки деятельности
Эффективность управления компанией. Ключевые задачи оценки деятельности Баскетбол
Баскетбол Qrim-Kongo gemorragik isitmasi
Qrim-Kongo gemorragik isitmasi Технология изготовления металлического мангала
Технология изготовления металлического мангала Безопасный маршрут от школы до дома.
Безопасный маршрут от школы до дома.