- Центровка вала насоса с электродвигателем

Содержание
- 2. Предисловие Прибор для лазерной выверки Fluke 830 (далее - "прибор") представляет собой прибор для лазерной выверки,
- 3. Сведения о безопасности • Не смотреть на лазер. Не наводить лазер прямо на людей и животных
- 4. Описание датчика • Датчик монтируется с использованием зажима цепного типа на валу или массивной муфте стационарной
- 5. Описание датчика •Датчик оснащен двумя светодиодными индикаторами с лицевой стороны: один зеленый показывает регулировку луча, а
- 6. Описание датчика Датчик имеет корпус степени защиты IP67 и выдерживает воздействие брызг воды, а также пыли.
- 7. Описание датчика
- 8. Призма Призма монтируется на валу или массивной муфте машины, которую предстоит двигать. По мере вращения валов
- 9. Призма
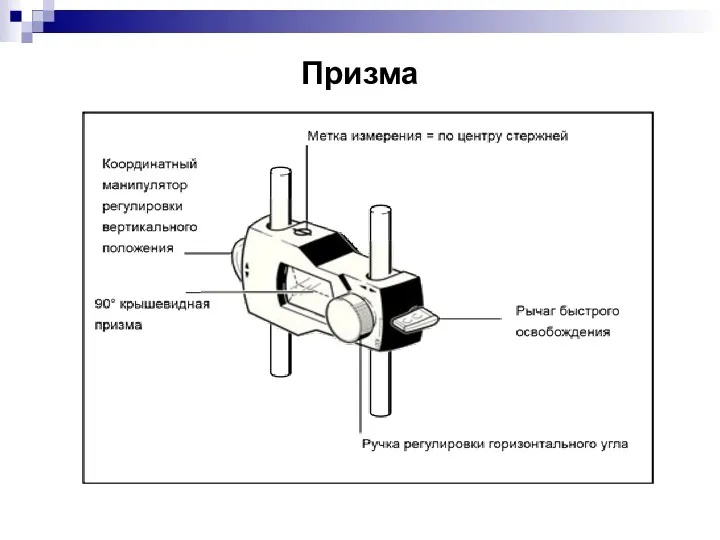
- 10. Призма Рис. 4-5. Компоненты призмы Призму следует содержать в чистоте. Для чистки линзы пользоваться текстильной салфеткой
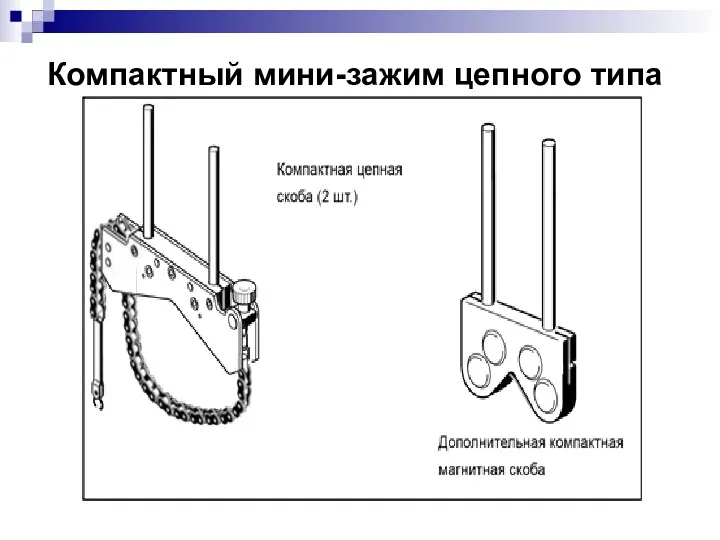
- 11. Компактный мини-зажим цепного типа Компактный и легкий, этот зажим служит исключительно жесткой опорой для измерительных компонентов;
- 12. Компактный мини-зажим цепного типа
- 13. Пользование радиомодулем Радиомодуль снабжает питанием лазер датчика и передает отсчеты выравнивания от датчика на прибор. Модуль
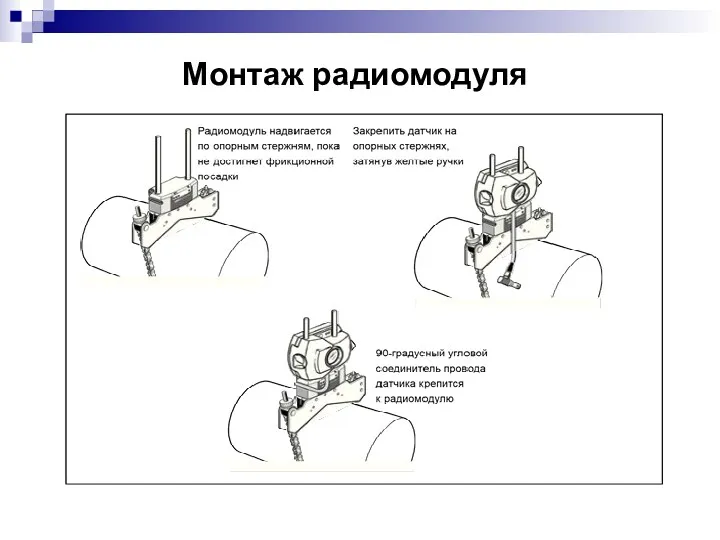
- 14. Монтаж радиомодуля Монтаж радиомодуля на опорных стержнях скобы, зафиксированной на валу левой машины (как правило, это
- 15. Монтаж радиомодуля
- 16. Монтаж прибора начало работы ввод размеров 1. Подготовить машины, убедиться, что они выключены, обесточены с вывешиванием
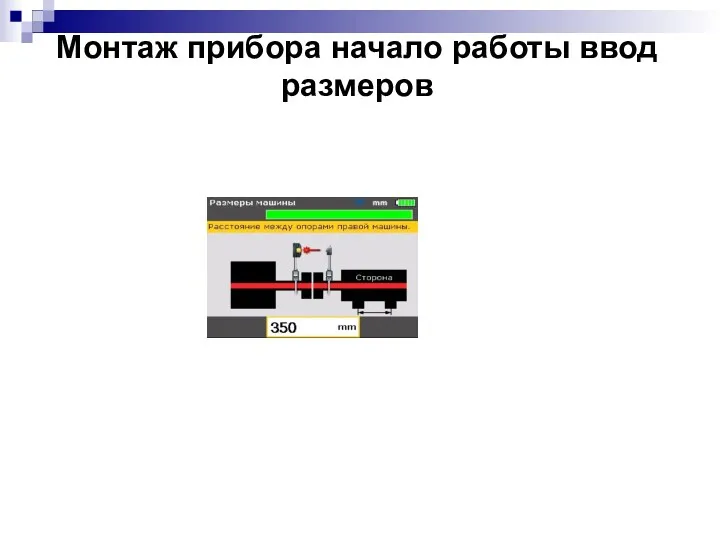
- 17. Монтаж прибора начало работы ввод размеров С помощью клавиш ввода данных ввести непосредственно все требуемые размеры.
- 18. Монтаж прибора начало работы ввод размеров
- 19. Монтаж прибора начало работы ввод размеров Откроется окно для правки и текстовые подсказки по размерам. подлежащих
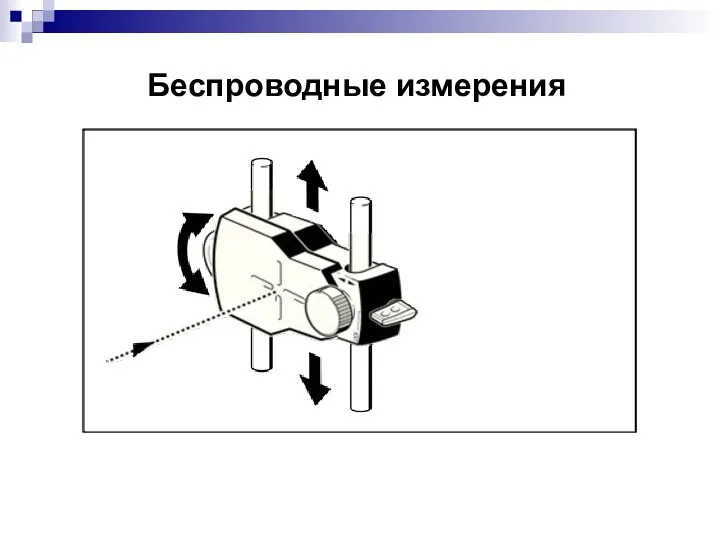
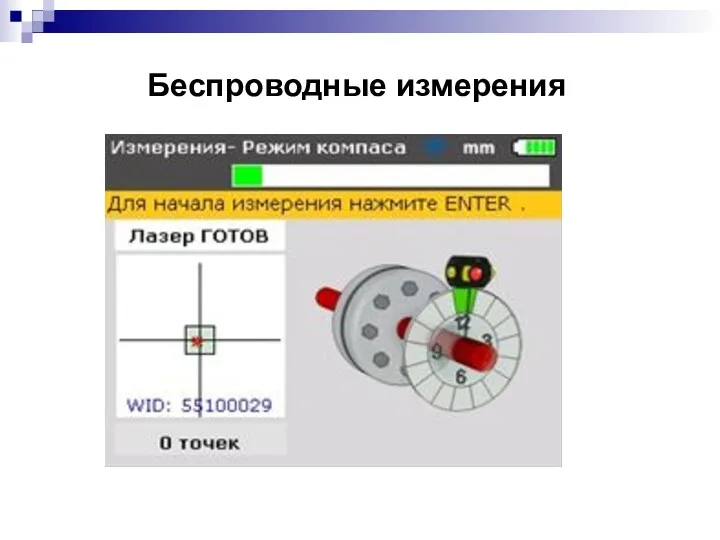
- 20. Беспроводные измерения Режим измерения, который описан здесь, называется ‘Режим компаса‘. В этом режиме точки измерений берутся
- 21. Беспроводные измерения
- 22. Беспроводные измерения
- 23. Беспроводные измерения
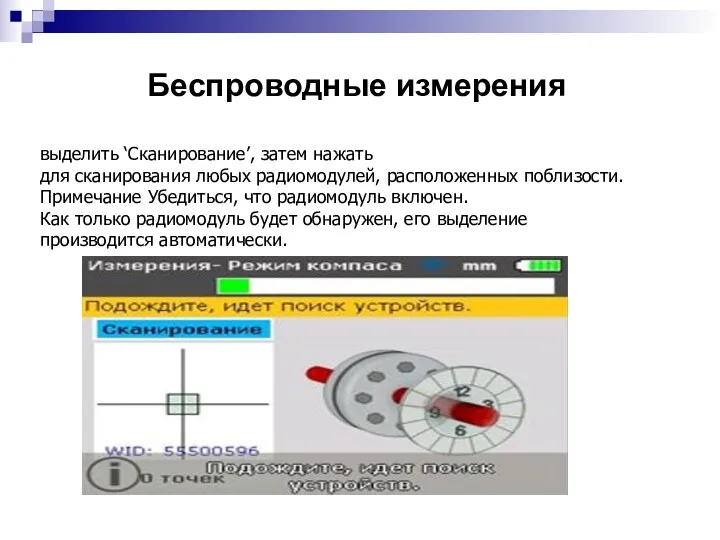
- 24. Беспроводные измерения выделить ‘Сканирование’, затем нажать для сканирования любых радиомодулей, расположенных поблизости. Примечание Убедиться, что радиомодуль
- 25. Беспроводные измерения При необходимости отрегулировать скобу, чтобы отцентрировать луч на призме в горизонтальном направлении. Затянуть крепления
- 26. Беспроводные измерения
- 27. Беспроводные измерения
- 28. Беспроводные измерения После того, как вышеописанные настройки произведены, следует осмотреть светодиоды состояния выверки на продукте, а
- 29. Беспроводные измерения
- 30. Беспроводные измерения Примечание Всегда поворачивать вал в нормальном направлении вращения на машине. Провернуть вал до следующего
- 31. Диагностика Результаты выверки положения, как муфты так и опор, выводятся на дисплей автоматически. Результаты по муфте
- 32. Диагностика На стационарной машине, слева от смотрящего, зазор положителен, если он открылся по направлению вверх или
- 33. Выверка положения машины по горизонтали 1. Выбрать самые короткие опорные стержни, которые все же позволят пропускать
- 34. Выверка положения машины по горизонтали
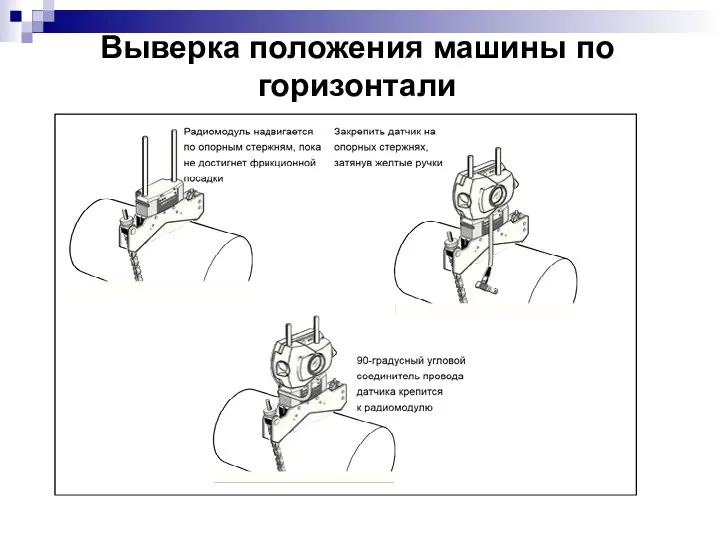
- 35. Выверка положения машины по горизонтали Монтаж радиомодуля, датчика и призмы 1. Монтаж радиомодуля на опорных стержнях
- 36. Выверка положения машины по горизонтали Примечание Желтая ручка с передней стороны призмы позволяет регулировать горизонтальный угол
- 37. Выверка положения машины по горизонтали
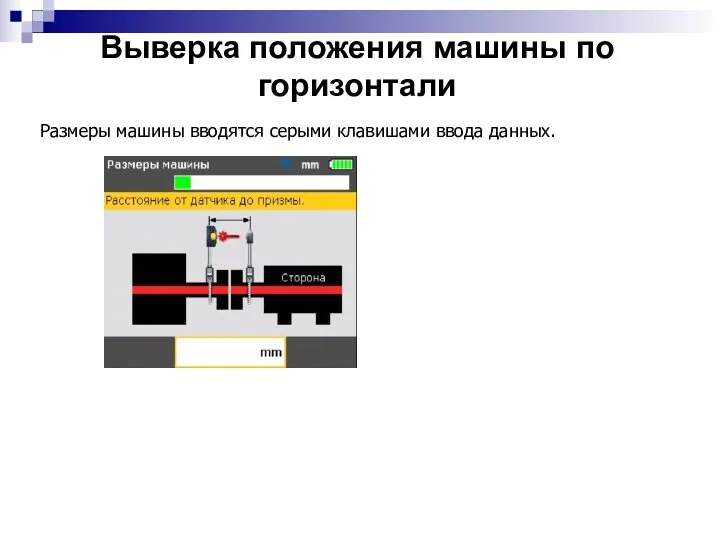
- 38. Выверка положения машины по горизонтали Размеры машины вводятся серыми клавишами ввода данных.
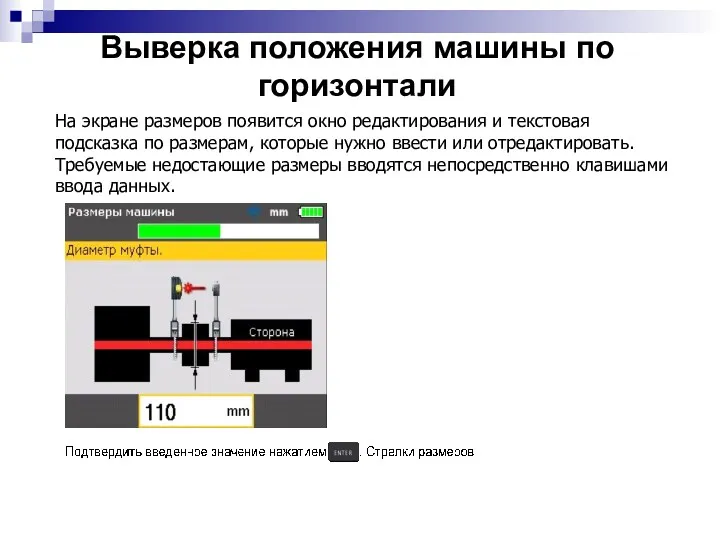
- 39. Выверка положения машины по горизонтали На экране размеров появится окно редактирования и текстовая подсказка по размерам,
- 40. Выверка положения машины по горизонтали
- 41. Выверка положения машины по горизонтали Состояние выверки положения в вертикальном и горизонтальном направлениях
- 42. Выверка положения машины по горизонтали Диагностика муфты сцепления производится в форме определения зазора и параметров смещения
- 43. Выверка положения машины по горизонтали Значения знаков Зазор имеет положительный знак, если он открылся по направлению
- 44. Выверка положения машины по горизонтали Если все четыре значения для муфты сцепления находятся в пределах допуска,
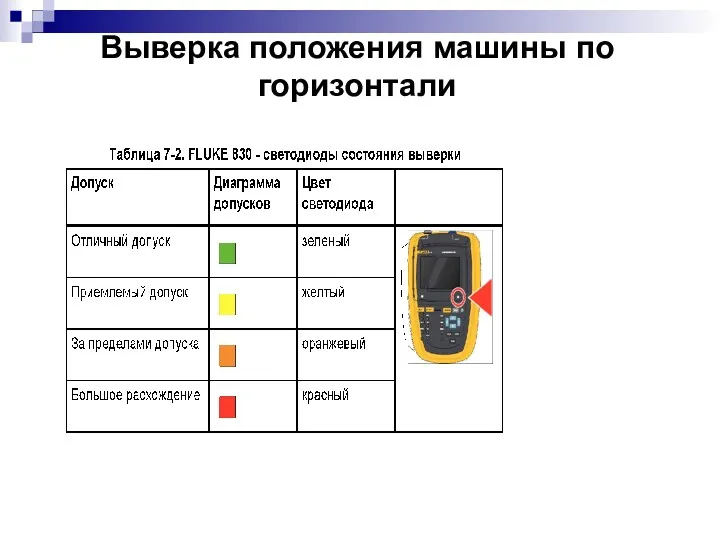
- 45. Выверка положения машины по горизонтали Допуски Обозначенные цветной кодировкой диаграммы допусков на экране результатов измерений указывают
- 46. Выверка положения машины по горизонтали
- 48. Скачать презентацию
Предисловие
Прибор для лазерной выверки Fluke 830 (далее - "прибор") представляет собой
Предисловие
Прибор для лазерной выверки Fluke 830 (далее - "прибор") представляет собой
Сведения о безопасности
• Не смотреть на лазер. Не наводить лазер прямо на
Сведения о безопасности
• Не смотреть на лазер. Не наводить лазер прямо на
Описание датчика
• Датчик монтируется с использованием зажима цепного типа на валу или
Описание датчика
• Датчик монтируется с использованием зажима цепного типа на валу или
Описание датчика
•Датчик оснащен двумя светодиодными индикаторами с лицевой стороны: один зеленый
Описание датчика
•Датчик оснащен двумя светодиодными индикаторами с лицевой стороны: один зеленый
Описание датчика
Датчик имеет корпус степени защиты IP67 и выдерживает воздействие брызг
Описание датчика
Датчик имеет корпус степени защиты IP67 и выдерживает воздействие брызг

Описание датчика
Описание датчика
Призма
Призма монтируется на валу или массивной муфте машины, которую предстоит двигать.
Призма
Призма монтируется на валу или массивной муфте машины, которую предстоит двигать.
Призма
Призма
Призма
Рис. 4-5. Компоненты призмы
Призму следует содержать в чистоте. Для чистки линзы
Призма
Рис. 4-5. Компоненты призмы
Призму следует содержать в чистоте. Для чистки линзы
Компактный мини-зажим цепного типа
Компактный и легкий, этот зажим служит исключительно
Компактный мини-зажим цепного типа
Компактный и легкий, этот зажим служит исключительно
Компактный мини-зажим цепного типа
Компактный мини-зажим цепного типа
Пользование радиомодулем
Радиомодуль снабжает питанием лазер датчика и передает отсчеты выравнивания
Пользование радиомодулем
Радиомодуль снабжает питанием лазер датчика и передает отсчеты выравнивания
Монтаж радиомодуля
Монтаж радиомодуля на опорных стержнях скобы, зафиксированной на валу левой
Монтаж радиомодуля
Монтаж радиомодуля на опорных стержнях скобы, зафиксированной на валу левой
Монтаж радиомодуля
Монтаж радиомодуля
Монтаж прибора начало работы ввод размеров
1. Подготовить машины, убедиться, что они выключены,
Монтаж прибора начало работы ввод размеров
1. Подготовить машины, убедиться, что они выключены,

Монтаж прибора начало работы ввод размеров
С помощью клавиш ввода данных ввести
Монтаж прибора начало работы ввод размеров
С помощью клавиш ввода данных ввести
Монтаж прибора начало работы ввод размеров
Монтаж прибора начало работы ввод размеров
Монтаж прибора начало работы ввод размеров
Откроется окно для правки и текстовые
Монтаж прибора начало работы ввод размеров
Откроется окно для правки и текстовые
Беспроводные измерения
Режим измерения, который описан здесь, называется ‘Режим компаса‘. В этом
Беспроводные измерения
Режим измерения, который описан здесь, называется ‘Режим компаса‘. В этом
Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
Беспроводные измерения

Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
выделить ‘Сканирование’, затем нажать
для сканирования любых радиомодулей, расположенных поблизости.
Примечание
Беспроводные измерения
выделить ‘Сканирование’, затем нажать
для сканирования любых радиомодулей, расположенных поблизости.
Примечание
Беспроводные измерения
При необходимости отрегулировать скобу, чтобы отцентрировать луч на призме в
Беспроводные измерения
При необходимости отрегулировать скобу, чтобы отцентрировать луч на призме в

Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
После того, как вышеописанные настройки произведены, следует осмотреть светодиоды состояния
Беспроводные измерения
После того, как вышеописанные настройки произведены, следует осмотреть светодиоды состояния

Беспроводные измерения
Беспроводные измерения
Беспроводные измерения
Примечание
Всегда поворачивать вал в нормальном направлении вращения на машине.
Провернуть вал
Беспроводные измерения
Примечание
Всегда поворачивать вал в нормальном направлении вращения на машине.
Провернуть вал

Диагностика
Результаты выверки положения, как муфты так и опор, выводятся на дисплей
Диагностика
Результаты выверки положения, как муфты так и опор, выводятся на дисплей
Диагностика
На стационарной машине, слева от смотрящего, зазор положителен, если он открылся
Диагностика
На стационарной машине, слева от смотрящего, зазор положителен, если он открылся
Выверка положения машины по горизонтали
1. Выбрать самые короткие опорные стержни, которые все
Выверка положения машины по горизонтали
1. Выбрать самые короткие опорные стержни, которые все

Выверка положения машины по горизонтали
Выверка положения машины по горизонтали
Выверка положения машины по горизонтали
Монтаж радиомодуля, датчика и призмы
1. Монтаж радиомодуля на
Выверка положения машины по горизонтали
Монтаж радиомодуля, датчика и призмы
1. Монтаж радиомодуля на
Выверка положения машины по горизонтали
Примечание
Желтая ручка с передней стороны призмы позволяет
Выверка положения машины по горизонтали
Примечание
Желтая ручка с передней стороны призмы позволяет
Выверка положения машины по горизонтали
Выверка положения машины по горизонтали
Выверка положения машины по горизонтали
Размеры машины вводятся серыми клавишами ввода данных.
Выверка положения машины по горизонтали
Размеры машины вводятся серыми клавишами ввода данных.
Выверка положения машины по горизонтали
На экране размеров появится окно редактирования и
Выверка положения машины по горизонтали
На экране размеров появится окно редактирования и

Выверка положения машины по горизонтали
Выверка положения машины по горизонтали

Выверка положения машины по горизонтали
Состояние выверки положения в вертикальном и горизонтальном
Выверка положения машины по горизонтали
Состояние выверки положения в вертикальном и горизонтальном
Выверка положения машины по горизонтали
Диагностика муфты сцепления производится в форме определения
Выверка положения машины по горизонтали
Диагностика муфты сцепления производится в форме определения
Выверка положения машины по горизонтали
Значения знаков
Зазор имеет положительный знак, если он
Выверка положения машины по горизонтали
Значения знаков
Зазор имеет положительный знак, если он
Выверка положения машины по горизонтали
Если все четыре значения для муфты сцепления
Выверка положения машины по горизонтали
Если все четыре значения для муфты сцепления
Выверка положения машины по горизонтали
Допуски
Обозначенные цветной кодировкой диаграммы допусков на экране
Выверка положения машины по горизонтали
Допуски
Обозначенные цветной кодировкой диаграммы допусков на экране
Выверка положения машины по горизонтали
Выверка положения машины по горизонтали
 Развитие читательского интереса у младшего школьника
Развитие читательского интереса у младшего школьника Идея построения социализма в одной стране и возвышение И.В. Сталина
Идея построения социализма в одной стране и возвышение И.В. Сталина Производство земляных работ скреперами
Производство земляных работ скреперами Грамматические нормы русского языка
Грамматические нормы русского языка Баланстың өтімділігін және төлем қабілеттілігін талдау
Баланстың өтімділігін және төлем қабілеттілігін талдау Презентация по теме Развите речевого дыхания.
Презентация по теме Развите речевого дыхания. Портфолио воспитателя Голенок Валентины Ивановны
Портфолио воспитателя Голенок Валентины Ивановны Формы записи алгоритмов
Формы записи алгоритмов Способы обнаружения и устранения неисправностей и последовательность проверки работоспособности радиоприемника
Способы обнаружения и устранения неисправностей и последовательность проверки работоспособности радиоприемника Презентация Закономерности развития детской речи Автор учитель-логопед ГБДОУ 140 Демидова Ирина Николаевна
Презентация Закономерности развития детской речи Автор учитель-логопед ГБДОУ 140 Демидова Ирина Николаевна Обработка горловины подкройной обтачкой
Обработка горловины подкройной обтачкой Бизнес-план по созданию свинофермы
Бизнес-план по созданию свинофермы Презентация Создание предметно - развивающей среды
Презентация Создание предметно - развивающей среды Числовая последовательность
Числовая последовательность Соли, их классификация и свойства
Соли, их классификация и свойства Творчество Леонардо да Винчи
Творчество Леонардо да Винчи Оценка эффективности проектов
Оценка эффективности проектов Розрахунок економічної ефективності автоматизації пастеризаційної установки з регенерацією
Розрахунок економічної ефективності автоматизації пастеризаційної установки з регенерацією Витамины
Витамины Речевой этикет
Речевой этикет Грибы-паразиты
Грибы-паразиты Создание ситуаций успеха на уроке и во внеурочное время
Создание ситуаций успеха на уроке и во внеурочное время Кинематика. Решение задач
Кинематика. Решение задач принципы воспитателя
принципы воспитателя За безопасность окружающей среды
За безопасность окружающей среды отчёт по экскурсии
отчёт по экскурсии Проектирование осветительной сети, энергосбережение в системе освещения
Проектирование осветительной сети, энергосбережение в системе освещения Современный урок географии. Урок-исследование, развитие метапредметных навыков.
Современный урок географии. Урок-исследование, развитие метапредметных навыков.