Удосконалення технологічної підготовки виготовлення складного виробу з використанням SLS-методу презентация
- Удосконалення технологічної підготовки виготовлення складного виробу з використанням SLS-методу

Содержание
- 2. Матеріал Sculpteo State of 3D Printing 2018 РИНОК АДИТИВНИХ ТЕХНОЛОГІЙ Використовуване обладнання у машинобудівному виробництві Матеріали
- 3. ПЕРЕВАГИ АДИТИВНИХ ТЕХНОЛОГІЙ Складна геометрія Зменшення термінів виготовлення Зменшення витрат Невеликі партії Доробка конструкції Зниження маси
- 4. ОСОБЛИВОСТІ ВИКОРИСТАННЯ АДИТИВНИХ ТЕХНОЛОГІЙ Рентабельність адитивного (АВ) та традиційного (ТВ) виробництва Опитування експертів та інженерів промислових
- 5. Основні організаційні шляхи для максимальної вигоди з використання адитивних технологій: Підвищення рівня кваліфікації та підготовки співробітників.
- 6. СИСТЕМА ТЕХНОЛОГІЧНОЇ ПІДГОТОВКИ МАТЕРІАЛІЗАЦІЇ СКЛАДНИХ ВИРОБІВ АДИТИВНИМИ МЕТОДАМИ Задачі технологічної підготовки Екранна форма системи технологічної підготовки
- 7. МОДЕЛЬ СКЛАДНОГО ВИРОБУ У РОБОЧОМУ ПРОСТОРІ ПОШАРОВОЇ ПОБУДОВИ Візуалізація 3D-моделі у робочому просторі SLS-установки Основні технічні
- 8. ОЦІНКА МОЖЛИВОСТІ ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБІВ Екранна форма підсистеми кольорової візуалізації та аналізу геометричних характеристик 3D-моделей
- 9. ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБІВ
- 10. РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
- 11. РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
- 12. ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБУ Результати аналізу розподілу площі поверхонь за кутом нахилу їхніх нормалей щодо напрямку
- 13. АНАЛІЗ ПРОСТОРОВОГО РОЗПОДІЛУ ВОКСЕЛЬНОЇ 3D-МОДЕЛІ ВИРОБУ Екранна форма підсистеми на етапі створення воксельної моделі Екранна форма
- 14. ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ ПОШАРОВОЇ 3D-МОДЕЛІ
- 15. СТАТИСТИЧНИЙ АНАЛІЗ ХАРАКТЕРИСТИК РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ Порівняльний аналіз характеристик робочого простору Аналіз розподілу матеріалу у
- 16. ПОРІВНЯЛЬНИЙ АНАЛІЗ ВАРІАНТІВ РОЗМІЩЕННЯ ЗА ОКРЕМИМИ ХАРАКТЕРИСТИКАМИ РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ Висота побудови, мм Коефіцієнт використання
- 17. СТАТИСТИЧНИЙ АНАЛІЗ РОЗПОДІЛУ ВІДХИЛЕНЬ ВІД ПРАВИЛЬНОЇ ФОРМИ ПОВЕРХОНЬ ЗА ШАРАМИ ПОБУДОВИ 3D МОДЕЛЕЙ ВИРОБІВ Залежності від
- 19. Скачать презентацию
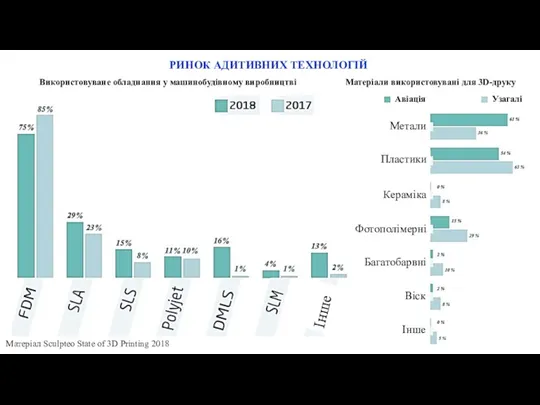
Матеріал Sculpteo State of 3D Printing 2018
РИНОК АДИТИВНИХ ТЕХНОЛОГІЙ
Використовуване обладнання у
Матеріал Sculpteo State of 3D Printing 2018
РИНОК АДИТИВНИХ ТЕХНОЛОГІЙ
Використовуване обладнання у
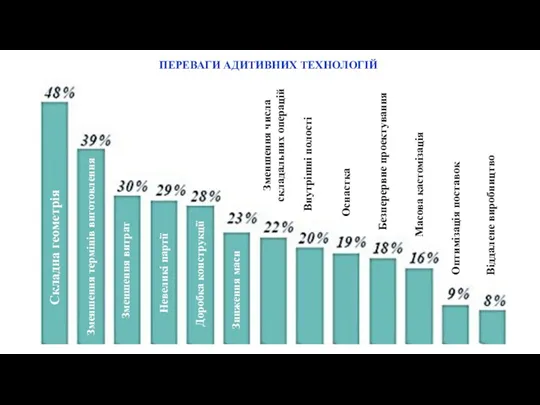
ПЕРЕВАГИ АДИТИВНИХ ТЕХНОЛОГІЙ
Складна геометрія
Зменшення термінів виготовлення
Зменшення витрат
Невеликі партії
Доробка конструкції
Зниження маси
Зменшення числа
ПЕРЕВАГИ АДИТИВНИХ ТЕХНОЛОГІЙ
Складна геометрія
Зменшення термінів виготовлення
Зменшення витрат
Невеликі партії
Доробка конструкції
Зниження маси
Зменшення числа
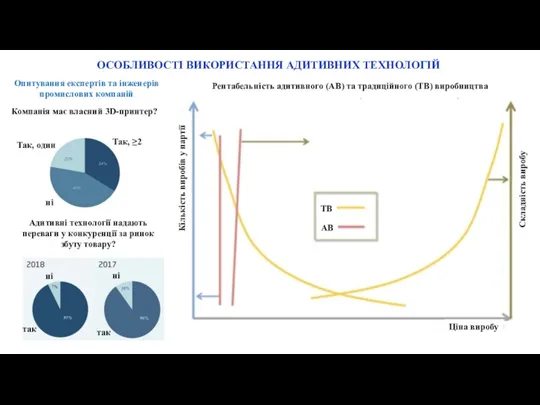
ОСОБЛИВОСТІ ВИКОРИСТАННЯ АДИТИВНИХ ТЕХНОЛОГІЙ
Рентабельність адитивного (АВ) та традиційного (ТВ) виробництва
Опитування експертів
ОСОБЛИВОСТІ ВИКОРИСТАННЯ АДИТИВНИХ ТЕХНОЛОГІЙ
Рентабельність адитивного (АВ) та традиційного (ТВ) виробництва
Опитування експертів
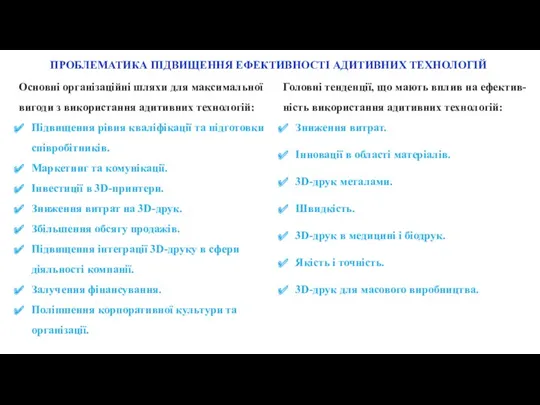
Основні організаційні шляхи для максимальної вигоди з використання адитивних технологій:
Підвищення рівня
Основні організаційні шляхи для максимальної вигоди з використання адитивних технологій:
Підвищення рівня
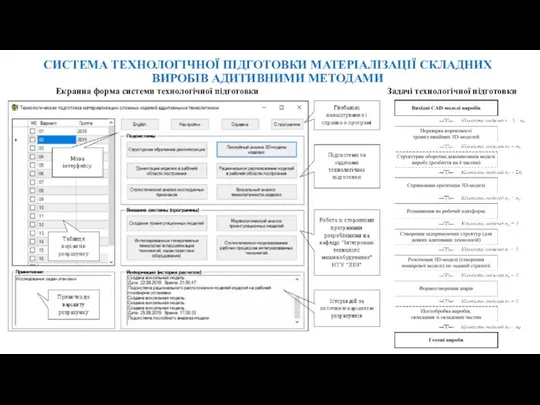
СИСТЕМА ТЕХНОЛОГІЧНОЇ ПІДГОТОВКИ МАТЕРІАЛІЗАЦІЇ СКЛАДНИХ ВИРОБІВ АДИТИВНИМИ МЕТОДАМИ
Задачі технологічної підготовки
Екранна форма
СИСТЕМА ТЕХНОЛОГІЧНОЇ ПІДГОТОВКИ МАТЕРІАЛІЗАЦІЇ СКЛАДНИХ ВИРОБІВ АДИТИВНИМИ МЕТОДАМИ
Задачі технологічної підготовки
Екранна форма
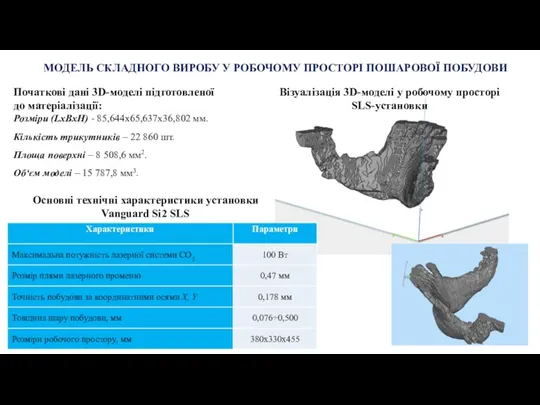
МОДЕЛЬ СКЛАДНОГО ВИРОБУ У РОБОЧОМУ ПРОСТОРІ ПОШАРОВОЇ ПОБУДОВИ
Візуалізація 3D-моделі у робочому
МОДЕЛЬ СКЛАДНОГО ВИРОБУ У РОБОЧОМУ ПРОСТОРІ ПОШАРОВОЇ ПОБУДОВИ
Візуалізація 3D-моделі у робочому
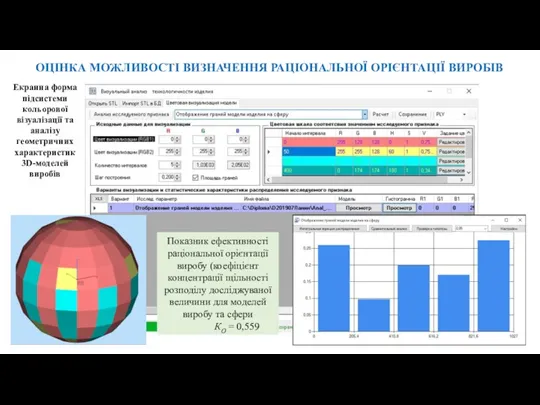
ОЦІНКА МОЖЛИВОСТІ ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБІВ
Екранна форма підсистеми кольорової візуалізації та
ОЦІНКА МОЖЛИВОСТІ ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБІВ
Екранна форма підсистеми кольорової візуалізації та
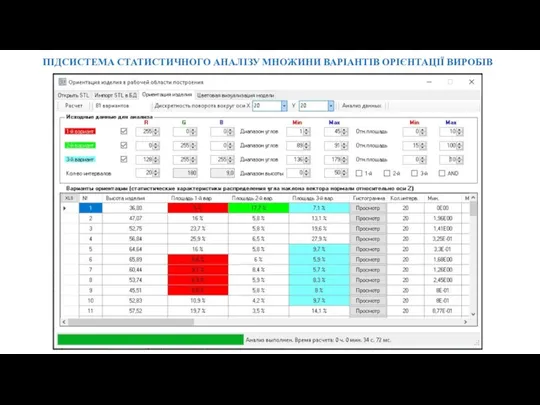
ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБІВ
ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБІВ
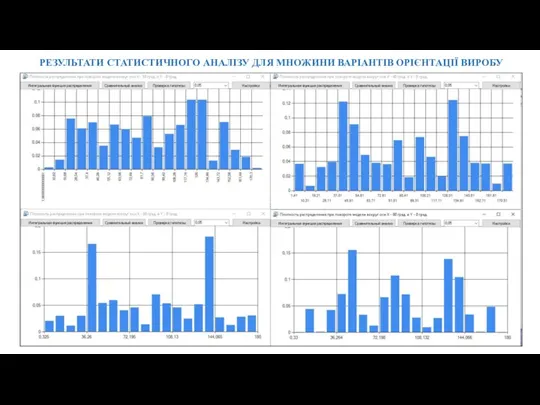
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
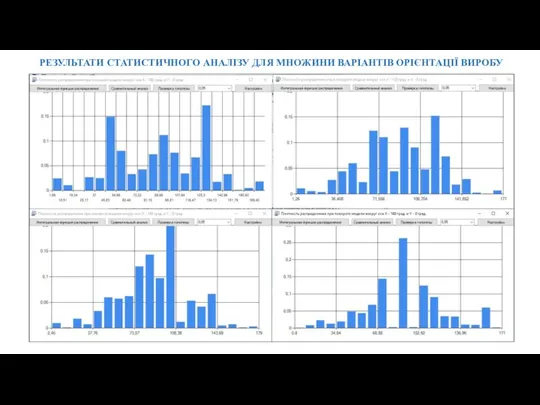
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
РЕЗУЛЬТАТИ СТАТИСТИЧНОГО АНАЛІЗУ ДЛЯ МНОЖИНИ ВАРІАНТІВ ОРІЄНТАЦІЇ ВИРОБУ
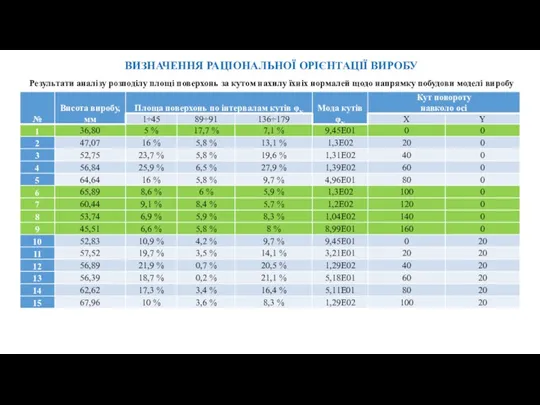
ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБУ
Результати аналізу розподілу площі поверхонь за кутом нахилу
ВИЗНАЧЕННЯ РАЦІОНАЛЬНОЇ ОРІЄНТАЦІЇ ВИРОБУ
Результати аналізу розподілу площі поверхонь за кутом нахилу
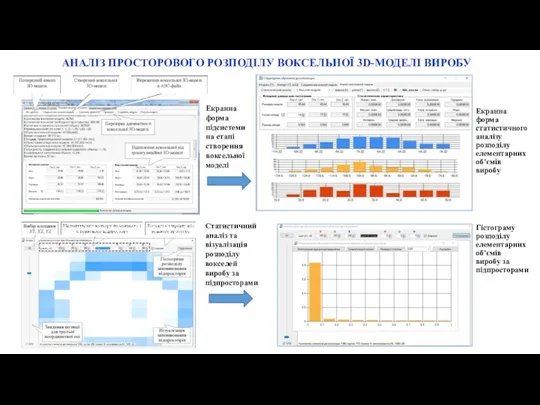
АНАЛІЗ ПРОСТОРОВОГО РОЗПОДІЛУ ВОКСЕЛЬНОЇ 3D-МОДЕЛІ ВИРОБУ
Екранна форма підсистеми на етапі створення
АНАЛІЗ ПРОСТОРОВОГО РОЗПОДІЛУ ВОКСЕЛЬНОЇ 3D-МОДЕЛІ ВИРОБУ
Екранна форма підсистеми на етапі створення
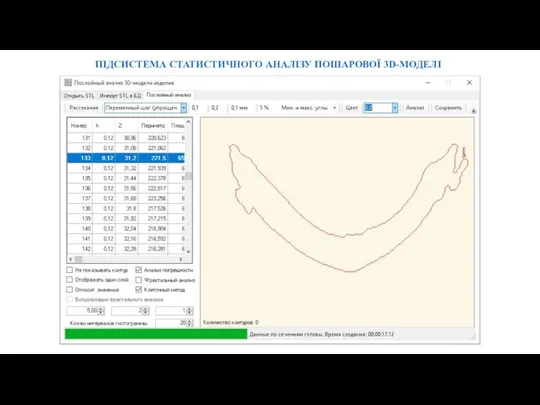
ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ ПОШАРОВОЇ 3D-МОДЕЛІ
ПІДСИСТЕМА СТАТИСТИЧНОГО АНАЛІЗУ ПОШАРОВОЇ 3D-МОДЕЛІ
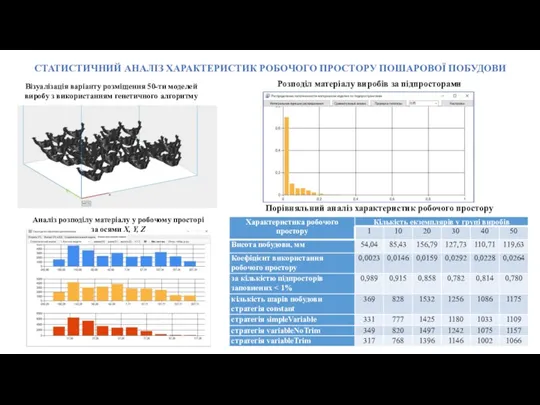
СТАТИСТИЧНИЙ АНАЛІЗ ХАРАКТЕРИСТИК РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
Порівняльний аналіз характеристик робочого простору
Аналіз
СТАТИСТИЧНИЙ АНАЛІЗ ХАРАКТЕРИСТИК РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
Порівняльний аналіз характеристик робочого простору
Аналіз
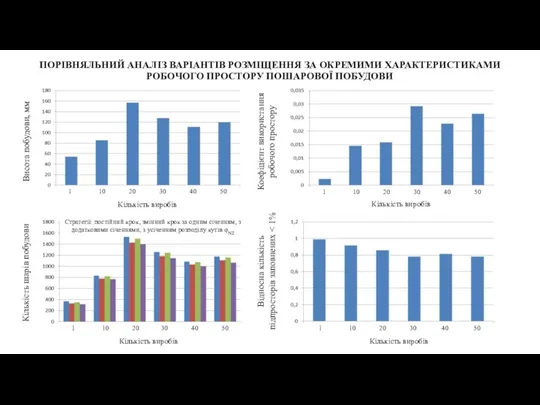
ПОРІВНЯЛЬНИЙ АНАЛІЗ ВАРІАНТІВ РОЗМІЩЕННЯ ЗА ОКРЕМИМИ ХАРАКТЕРИСТИКАМИ РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
Висота
ПОРІВНЯЛЬНИЙ АНАЛІЗ ВАРІАНТІВ РОЗМІЩЕННЯ ЗА ОКРЕМИМИ ХАРАКТЕРИСТИКАМИ РОБОЧОГО ПРОСТОРУ ПОШАРОВОЇ ПОБУДОВИ
Висота
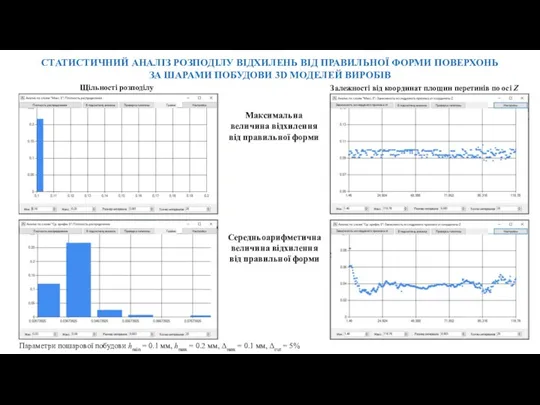
СТАТИСТИЧНИЙ АНАЛІЗ РОЗПОДІЛУ ВІДХИЛЕНЬ ВІД ПРАВИЛЬНОЇ ФОРМИ ПОВЕРХОНЬ
ЗА ШАРАМИ ПОБУДОВИ
СТАТИСТИЧНИЙ АНАЛІЗ РОЗПОДІЛУ ВІДХИЛЕНЬ ВІД ПРАВИЛЬНОЇ ФОРМИ ПОВЕРХОНЬ
ЗА ШАРАМИ ПОБУДОВИ
 Умники и умницы
Умники и умницы Классификация компьютерных систем. Современные операционные системы
Классификация компьютерных систем. Современные операционные системы Использование цветотерапии в коррекции эмоциональной сферы детей с ЗПР
Использование цветотерапии в коррекции эмоциональной сферы детей с ЗПР Надмолекулярные структуры полимеров (НС)
Надмолекулярные структуры полимеров (НС) Укрепление общественного здоровья, Республика Коми
Укрепление общественного здоровья, Республика Коми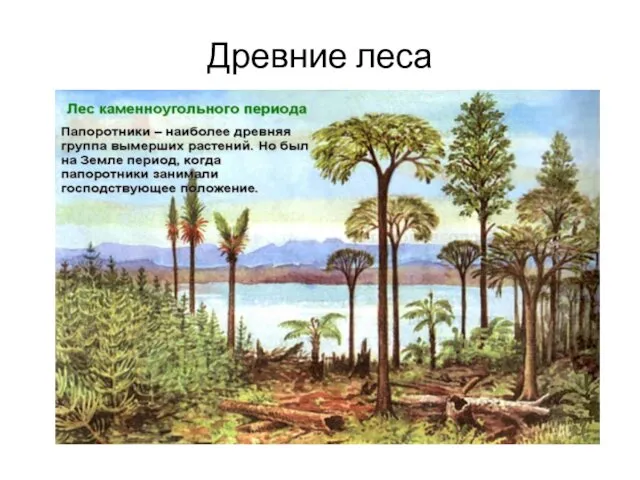 Древние леса
Древние леса Место ребенка в семье Диск
Место ребенка в семье Диск Питание здоровых и больных детей
Питание здоровых и больных детей Школьный проект Солдат моей семьи.
Школьный проект Солдат моей семьи. Простые механизмы
Простые механизмы Животные живого уголка. Задания
Животные живого уголка. Задания Конус
Конус Использование инновационной аппаратуры для оказания психиатрической и наркологической помощи населению
Использование инновационной аппаратуры для оказания психиатрической и наркологической помощи населению Средневековое государство и право в Англии
Средневековое государство и право в Англии Проектная деятельность с детьми
Проектная деятельность с детьми Презентация для проведения классного часа День Земли
Презентация для проведения классного часа День Земли Процесс почвообразования
Процесс почвообразования Основные задачи токсикологической химии в аналитической диагностике наркотических и психотропных веществ
Основные задачи токсикологической химии в аналитической диагностике наркотических и психотропных веществ Как правильно ухаживать за полостью рта. Гигиена полости рта. 2
Как правильно ухаживать за полостью рта. Гигиена полости рта. 2 Общие сведения о пунктах управления подразделениями ПВО мсп (тп) и омсбр (отбр). Занятие №1
Общие сведения о пунктах управления подразделениями ПВО мсп (тп) и омсбр (отбр). Занятие №1 Системный подход к образовательному, воспитательному и оздоровительному потенциалу обучающихся на занятиях физической культуры
Системный подход к образовательному, воспитательному и оздоровительному потенциалу обучающихся на занятиях физической культуры Начало движения, маневрирование. Часть 1
Начало движения, маневрирование. Часть 1 Высокоскоростной железнодорожный транспотр и его место в современных транспортных системах. Лекция 1 ч.1
Высокоскоростной железнодорожный транспотр и его место в современных транспортных системах. Лекция 1 ч.1 Мастерская Третье измерение. Наноград, Сочи 2017. День 2-3
Мастерская Третье измерение. Наноград, Сочи 2017. День 2-3 Комплексное развитие сельских территорий Россельхозбанк
Комплексное развитие сельских территорий Россельхозбанк Башни эмоций. Урок 8
Башни эмоций. Урок 8 Д. Дефо Робинзон Крузо: характер героя. 5 класс
Д. Дефо Робинзон Крузо: характер героя. 5 класс Крепление ГКЛ по деревянному каркасу. Разделка поверхностей набрызгом по клеевой окраске кистью
Крепление ГКЛ по деревянному каркасу. Разделка поверхностей набрызгом по клеевой окраске кистью